Mannesmann 49110 User manual

DE Bedienungsanleitung
Lötpistole
GB Instruction-Manual
Soldering gun
FR Instruction de service
Pistolet à souder
ES Manual de Instrucciones
Pistola para soldar
NL Handleiding
Laspistool
Art-No. 49110
BA 49110/BM/04-2014

Lötpistole
Art.-Nr. 49110
GEBRAUCHSANWEISUNG
Technische Daten
Spannung 230-240V~/50 Hz
Leistung 100 W
Schutzklasse / II
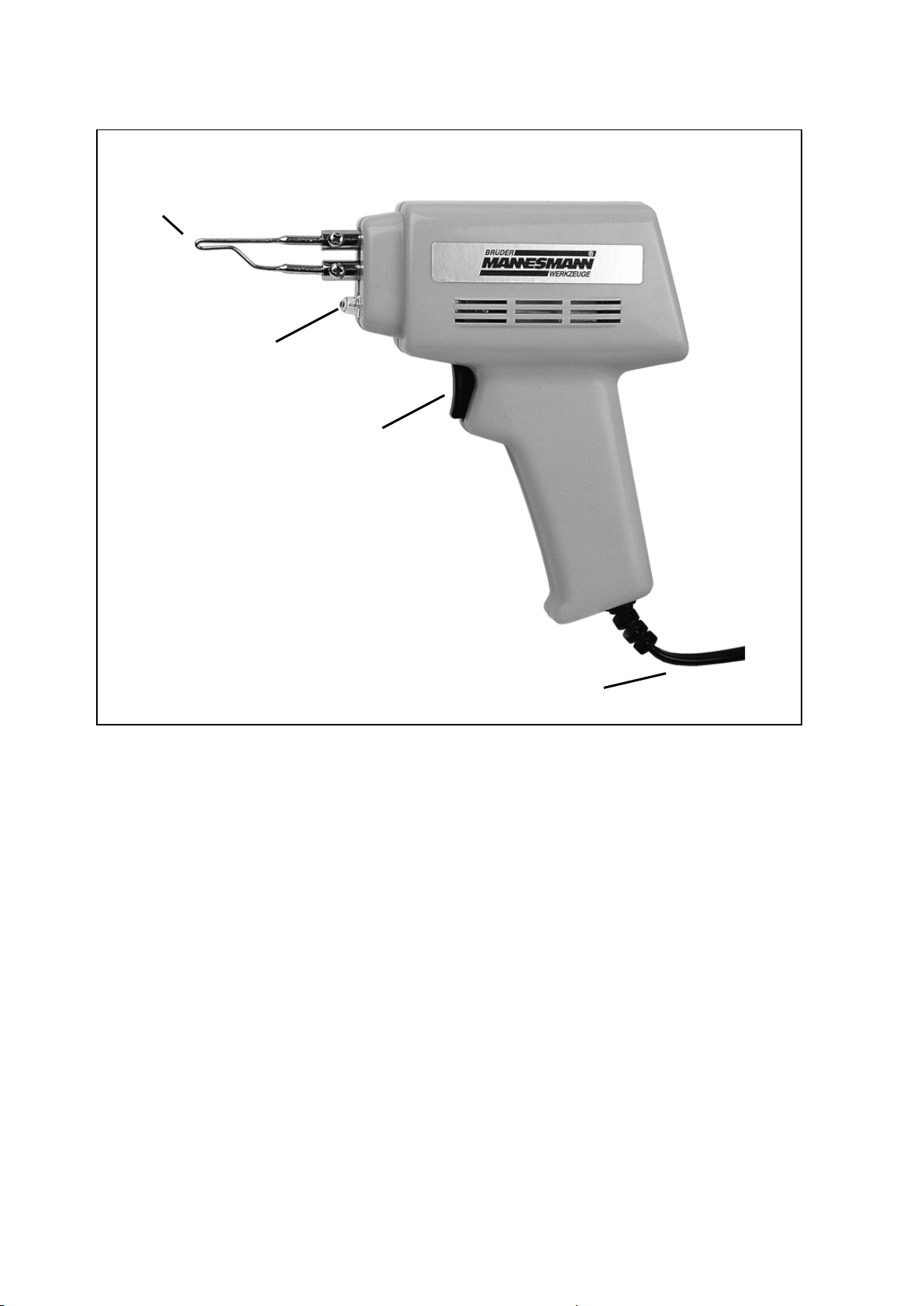
Gerätebeschreibung
1. Lötspitze
2. Punktleuchte
3. Ein-/Ausschalter
4. Netzkabel
Allgemeine Sicherheitshinweise
Löten ist ein Verbinden metallischer Werkstoffe mit
Hilfe eines geschmolzenen Lotes. Lötbar sind fast
alle Metalle und Metall-Legierungen, vorwiegend
Messing, Kupfer, Eisen etc. Man unterscheidet
zwischen Hart- und Weichlöten.
•Hartlöten ist Löten bei Temperaturen über 450°C.
Die Lote (Hartlot, Schlaglot, Silberlot) bestehen
aus Metall-Legierungen, die erst bei Tempera-
turen schmelzen, die mit einem elektrischen
Lötkolben nicht erzielt werden können.
•Weichlöten ist Löten bei Temperaturen unter
400°C. Löten mit der Lötpistole ist Weichlöten.
Vor dem Anschluss an das Netz ist zu prüfen, ob die
Netzspannung Ihrer Hausinstallation mit der auf dem
Typenschild angegebenen Spannung übereinstimmt.
Nach jedem Gebrauch unbedingt Netzstecker
ziehen!
•Lötpistole bis zur vollständigen Abkühlung auf
Raumtemperatur beaufsichtigen. Gerät erst nach
Abkühlung lagern!
•Zur Abkühlung oder während Betriebspausen ist
das Gerät auf eine nicht brennbare Unterlage
abzulegen und zu beaufsichtigen.
•Die Lötpistole nicht verwenden, wenn das
Gehäuse, die Netzleitung oder der Netzstecker
beschädigt sind. Zur Reparatur an eine Fach-
werkstatt einsenden. Das Gerät niemals selbst
öffnen!
•Elektrische Geräte sind nach Gebrauch immer
außerhalb der Reichweite von Kindern und unge-
eigneten Personen aufzubewahren, um zu ver-
meiden, dass die Geräte z.B. unsachgemäß oder
zum Spielen benutzt werden. Das gleiche gilt für
defekte Geräte.
•Das Gerät ist kein Spielzeug. Kindern die Benut-
zung von Elektrogeräten nur unter Aufsicht
gestatten.
ACHTUNG!
Lötpistole nach maximal 12 Sekunden Einschalt-
dauer unbedingt mindestens 48 Sekunden abkühlen
lassen. Sonst Garantieverlust wegen Überbelastung.
Bei Beschädigung der Anschlussleitung dieses
Gerätes darf diese nur durch eine vom Hersteller
benannte Reparaturwerkstatt ersetzt werden.
Lote und Flussmittel
Die gebräuchlichen Weichlote werden für den Heim-
werkerbereich fast ausschließlich in Drahtform herge-
stellt.
Es gibt 2 Arten von Lötdraht:
1. den einfachen, nicht gefüllten Lötdraht
2. den gefüllten, mit einer Flussmittel-Ader
versehenen Lötdraht.
Man bedient sich der Flussmittel, um Oxyde an den
zu verlötenden Stellen zu beseitigen und eine Oxyd-
bildung während des Lötens zu verhindern.
Flussmittel sind Lötfette, Lötwasser, die nach dem
Löten sorgfältig mit Bürste oder Lappen entfernt
werden sollten, und Harze (Kolophonium), die nicht
entfernt werden müssen.
Gebräuchliche Lote:
Elektroniklot: Schmelzpunkt ca. 185°C
Niedrigschmelzendes Lot.
Verwendung im Elektronikbereich.
Radio-Lot: Schmelzpunkt ca. 230°C
Einsatz im Modellbau usw. und bei
Feinlötungen.
Bastler-Lot: Schmelzpunkt bei ca. 255°C
Für alle vorkommenden Lötarbeiten.
Weichlot: Zum Kaltauftrag auf zu verlötende
Flächen.
Verzinnungspaste: Ersatz für Lötdraht und
Flussmittel.
Salmiakstein: Zum Blankbeizen der
Lötspitzen.
Lötfett: Flussmittel in Pastenform zum
Auftragen auf die Lötobjekte.
Lötwasser: Flussmittel in zum Auftragen auf nicht
einfach zugängige Lötstellen.
Löten
Die Lötstelle muss in jedem Falle gereinigt werden.
Dazu entfernt man Öl und Schmutz mit Lösungs-
mittel (z.B. Verdünnung) oder durch Waschen.
Hausputzmittel sind für die Reinigung wegen der oft
verwendeten Silikone ungeeignet.
Die Oxydschicht wird etwas abgebeizt oder mecha-
nisch mit Schmirgelleinen, Feile oder durch Schaben
entfernt. Beim Abbeizen sollte der Nichtfachmann auf
aggressive Säuren wie z.B.Salz-, Schwefel- oder
Salpetersäure verzichten. Stattdessen eignet sich für
herkömmliche Arbeiten eine 10%ige Zitronensäure,
die warm oder heiß verarbeitet wird.

Nach der Reinigung sollten die Lötstellen nicht mehr
mit den Fingern berührt werden.
Die Lötspitze des Lötgerätes besteht aus Kupfer.
Durch Erhitzen bildet sich auf den Spitzen eine
Oxydschicht. Entfernen Sie diese Schicht durch
leichtes Reiben der Lötspitze auf einem Salmiakstein.
Die blank gebeizte Spitze mit Flussmittel benetzen
und mit Lötdraht leicht verzinnen. Die richtige Löttem-
peratur ist erreicht, wenn das Lot auf der Lötspitze
als Film verläuft. Entstehen Klümpchen, ist die Löt-
spitze noch nicht heiß genug. Bei Perlenbildung ist
die Spitze verschmutzt.
Lötspitzen können nach längerem Gebrauch Ver-
ätzungen aufweisen, hervorgerufen durch unsach-
gemäßes, zu häufiges und zu tiefes Eintauchen in
Flussmittel. Diese Beschädigungen durch Feilen,
Schleifen etc. entfernen.
2 Jahre Vollgarantie
Die Garantiezeit für dieses Gerät beginnt mit dem
Tage des Kaufes. Das Kaufdatum weisen Sie uns
bitte durch Einsendung des Original-Kaufbeleges
nach.
Wir garantieren während der Garantiezeit:
•kostenlose Beseitigung eventueller Störungen.
•kostenloser Ersatz aller Teile, die schadhaft wer-
den.
•einschließlich kostenlosem, fachmännischem
Service (d.h. unentgeltliche Montage durch
unsere Fachleute)
Voraussetzung ist, dass der Fehler nicht auf unsach-
gemäße Behandlung zurückzuführen ist.
Bei evt. Rückfragen oder Qualitätsproblemen
wenden Sie sich bitte unmittelbar an den Hersteller:
Brüder Mannesmann Werkzeuge GmbH
Abt. Reparatur-Service
Lempstr. 24
42859 Remscheid
Telefon: +49 2191/37 14 71
Telefax: +49 2191/38 64 77
Email: service@br-mannesmann.de
Ausgediente Elektrowerkzeuge und
Umweltschutz
•Sollte Ihr Elektrogerät eines Tages so intensiv
genutzt worden sein, dass es ersetzt werden
muss, oder Sie keine Verwendung mehr dafür
haben, so sind Sie verpflichtet, das Elektrogerät
in einer zentralen Wiederverwertungsstelle zu
entsorgen.
•Informationen über Rücknahmestellen Ihres
Elektrogerätes erhalten Sie über Ihre kommuna-
len Entsorgungsunternehmen bzw. In Ihren
kommunalen Verwaltungsstellen.
•Elektrogeräte enthalten wertvolle wiederverwert-
bare Rohstoffe. Sie tragen mit dazu bei, wertvolle
Rohstoffe der Wiederverwendung zuzuführen,
wenn Sie Ihr Altgerät einer zentralen Rücknah-
mestelle zuführen.
•Elektrogeräte enthalten auch Stoffe, die bei un-
sachgemäßer Entsorgung zu Schäden für
Mensch und Umwelt beitragen können.
•Das Symbol der durchgestrichenen Mülltonne
steht für die Verpflichtung, dass das
gekennzeichnete Gerät einer getrenn-
ten Sammlung von Elektro- und Elek-
tronikgeräten zur Wiederverwertung
zugeführt werden muss.

Soldering Gun
Item-no. 49110
OPERATING INSTRUCTIONS
Technical data
Voltage 230-240 V~ / 50 Hz
Rated power 100 W
Protection class / II
Discription
1. Soldering tip
2. Working spot light
3. On-/Offswitch
4. Power cord
General safety instructions
Soldering is a process for joining metals by the appli-
cation of molten material. Nearly all metals and metal
alloys can be soldered; mainly, brass, copper, iron,
etc… One distinguishes between hard soldering and
soft soldering.
•By hard soldering one intends soldering at
tempera-tures over 450°C. The soldering alloys
(for hard soldering and brazing and silver
soldering) are made of metal alloys,which are
first melted at tempera-tures, which cannot be
achieved with a soldering iron. Soft soldering is
a process carried out at tempe-ratures below
400°C.
•With this soldering gun, you make soft
solderings.
Before connecting the tool to a power supply, make
sure that the supply voltage corresponds to the
ratings indicated on the tool nameplate.
Always unplug the tool from power outlet after
use.
•Let the soldering gun cool down at ambient
temperature before storing it. Do not leave the
tool unguarded while cooling down.
•During cooling or work pauses, do not place the
soldering gun on a flammable surface and do
not leave it unguarded.
•Do not use the soldering gun, if its casing,
power cord or plug are damaged. Send faulty
soldering guns for repair to a qualified repair
location. Never open the tool.
•This appliance is not intended for use by
persons (including children) with reduced
physical, sensory or mental capabilities, or lack
of experience and know-ledge, unless they have
been given supervision or instructions
concerning use of the appliance by a person
responsible for their safety.
•Children should be supervised to ensure that
they do not play with the appliance.
WARNING!
Activate your soldering gun for 12 seconds max, then
let it cool down for 48 seconds (pause).
Uncompliance with such standards invalidates the
warranty because of operation under overheating
conditions.
If the power cord is damaged, have it replaced only
by manufacturer’s designated repair location.
Alloys and fluxes
Soldering alloys (soft soldering) in use are produced
in the form of wire only for the D.I.Y. market.
There exist two types of soldering wire:
1. Soldering wire without flux
2. Soldering wire with flux core
Flux is used to remove the oxide coat from surfaces
to solder as well as to prevent its formation while
soldering.
Fluxes are available in paste and liquid form. After
soldering, remove paste and liquid fluxes from parts
with a brush or a rug. Resin fluxes (rosin) should not
be removed.
Alloys
Electronics: Melting point 185°C
Low-melting point alloy. Used in
electronics
Radio: Melting point approx. 230°C
Used for thin solderings and model
making
General-Purpose: Melting point approx.
255°C
For general solderings
Tin Soldering Paste: Cold material to spread on
surfaces to be jointed
Tin Paste: Replaces tin wire and flux
Tip Cleaning Blocks: Used for cleaning soldering
tips
Paste Flux: Flux supplied in paste form
Liquid Flux: Liquid flux for use on difficult-to-reach
points
Soldering
The surfaces to be soldered must be clean, free from
oil or dirt. Remove traces of oil or dirt by using
diluents or by cleaning. Do not use household deter-
gents since they often contain silicon. Oxide coat can
be removed either by using the corrosion method or
mechanically with emery paper, file or scraping. If
corrosion is used, unskilled personnel should avoid
using aggressive acids like hydrochloric acid, sulphu-
ric acid or nitric acid. For usual cleaning, the use of
citric acid at 10% (hot or very hot) is recommended.
When cleaning is finished, do not touch surfaces to
be soldered with fingers any more.
Tips for soldering gun are made of copper. When tips
are heated, a coat of oxide forms on their surface.
Remove oxide by rubbing tips gently on a tip block.
Wet clean tips with flux, then tin them.
The correct temperature is attained when tin
deposited on tips forms a coat (film). The formation of
little clots means, the correct temperature has not
been attained yet. If “tin pearls” are formed, the tip is
not perfectly clean.
After extensive use, tips may exhibit signs of
corrosion caused by too frequent immersions in the
flux. Remove corrosion with a file or grind tips.
2 years warranty
The warranty periodfor this tool starts at the date of
purchase. Please provide your purchase bill as proof.
This warranty includes:
•repair of operational failures
•replacement of faulty parts
•qualified service and installation
provided that the failure does not result of wrong
handling.
Please do not hesitate to contact us for any further
queries:
Brüder Mannesmann Werkzeuge GmbH
Abt. Reparatur-Service
Lempstr. 24
D-42859 Remscheid
phone: +49 2191/37 14 71
fax: +49 2191/38 64 77
email: service@br-mannesmann.de
Spare parts, disused power tools and
environmental protection
•Only use original replacement parts and acces-
sories.
•If your electrical appliance is used so intensely
that it must be replaced, or you have no more
use for it, you are obligated to dispose of the
appliance at a recycling center.
•Contact your municipal waste collection service
or your local authorities to find out where you can
recycle your power tool.
•Power tools contain valuable raw materials that
can be recycled. You will contribute to recycling
valuable raw materials by handing your tool in at
a municipal waste collection site.
•Power tools also contain substances that may be
harmful to the environment and humans if
disposed of improperly.
•The symbol with the crossed-out dustbin means
that you must take this tool to a waste
collection facility for the separate
collection of electrical and electronic
equipment.

Pistolet à souder
Art.-no. 49110
NOTICES D’EMPLOI
Caractéristiques techniques
Tension 230-240V~ / 50 Hz
Puissance 100 W
Classe de protection / II
Description de l’appareil
1. Panne de souderLötspitze
2. Eclairage de travail
3. Interrupteur de service
4. Cordon d’alimentation
Consignes de sécurité
Par soudure on entend I’union physique, par voie
thermique, de deux métaux à I’aide de matériau
d’apport fondu. Presque tous les métaux et les alli-
ages métalliques peuvent être soudés, principale-
ment le laiton, le cuivre, le fer, etc… ll existe deux
types de soudure: la soudure forte et la soudure
tendre.
•Par soudure forte on entend un procédé qui se
fait à des températures surpérieures à
450°C.Las alliages (pour soudure et brasage fort
et à I'argent) sont con-stitués par des alliages
métalliques qui sont, initiale-ment, chauffés à
des températures impossibles à atteindre avec
un fer à souder.
•La soudure tender se fait à des temperatures
inférieures à 400°C. Avec le pistolet à souder on
effectue la soudure tender.
Avant de brancher I’outil sur une prise, s’assurer que
la tension de réseau correspond aux données tech-
niques indiquées sur la plaque de I’outil.
Toujours débrancher I’outil de la prise de courant
après chaque utilization.
•Ne pas laisser le pistolet à souder sans garde
pendant le refroidissement qui doit avenir à
température ambiant. Faire refroidir le pistolet
avant de le remettre à sa place.
•Durant le refroidissement ou pendant les pauses
de travail, ne jamais poser le pisolet sur une
surface inflammable et ne pas le laisser sans
guarde.
•Ne pas utiliser le pistolet à souder si la coque, le
cordon d’alimentation ou la fiche sont
détériorées.
•Pour les réparations, s’adresser uniquement à
un service technique qualifié.
•Ne jamais ouvrir I’outil. Tenir hors de la portée
des enfants.
IMPORTANT!
Le pistolet à souder est conçu pour fonctionnement
intermittent, c’est-à-dire 12 secondes de travail suivi
de 48 secondes de pause. La garantie déchoit (tra-
vail en sur-charge) si cette norme n’est pas respec-
tée. Si le cerdon d’alimentation est endommagé, pour
son remplacement ne s’adresser que à un Service
Technique désigné par le fabricant, car le remplace-
ment nécessite I’utilisation d’outils spéciaux.
Alliages et decapants
Les alliages (soudure tender) normalement utilisés
ne sont produits que sous forme de fil exclusivement
pour le bricolage.
Il existe deux types de fil:
1. Fil sans noyau décapant
2. Fil avec noyau décapant
Le décapant est employé pour enlever la couche
d’oxyde qui recouvre les surfaces à souder ainsi que
pour en empêcher la formation pendant la soudure.
Quand la soudure est terminée, il est nécessaire
d’enlever les décapants-pâte ou liquids-à I’aide d’une
brosse ou d’un chiffon. Au contraire, les résines
(colophone) ne doivent pas étre enlevées des
surfaces soudées.
Alliages
Electronique: Point de fusion 185°C
Fil à bas point de fusion
Pour électronique
Radio: Point de fusion 230°C environ
Idéal pour le modélisme et les
soudures fines
Soudures en général: Point de fusion 255°C
environ
Pour toutes les soudures en
général
Pàte décapante: Matériau d’apport à froid
Pàet pour étamage: Remplace le fil et le dé-
capant
Briquette de sel ammoniac: Pour le nettoyage
des panes
Liquide décapant: Liquide décapant à utiliser
dans les
endroits difficiles à rejoindre.
Soudure
Toujours nettoyer les surfaces à souder. Eliminer
toute trace d’huile et d’encrassement des surface à
souder à I’aide d’un solvant ou par nettoyage. Ne pas
utiliser les solvents communs parce qu’ils contien-
nent souvent du silicone.
La couche d’oxyde peut être enlevée mécanique-
ment avec du papier éméri, une lime ou une curette,
ou par corrosion. Si la méthode par corrosion est
choisie, le personnel non spécialisé doit éviter d’uti-
liser des acides aggressifs tels que I’acide chlorydri-
que, I’acide sulfurique ou I’acide nitrique.
On conseille le nettoyage à I’acide citrique à la
teneur de 10% (chaud ou trés chaud). Aprés le
nettoyage, ne pas toucher aux surfaces avec les
doigts. Les pannes du pistolet à souder sont en
cuivre. Quad le pistolet à souder cbauffe, la panne se
recouvre d’une conche d’oxyde qui doit être enlevée.
Pour faire ceci, il faut frotter légèrement la panne sur
une briquette de sel ammoniec.
Dès que la panne a été nettoyée, trampez-la dans le
liquide décapant et étamezla légèrement. La tempé-
rature de travail est atteinte lorsque I’étain recouvre
la panne uniformement sous forme de pellicule.
Si de petits grumeaux se forment sur la panne, ceci
signifie que la température de travail n’a pas encore
été atteinte. La formation de “perles” d’étain signifie
que la panne n’est pas bien nettoyée.
Après une utilisation prolongée, les pannes peuvent
présenter des traces de corrosion à cause des trem-
pées trop fréquentes dans le décapant. Eliminez la
corrosion avec une lime ou du papier éméri.
2 années de garantie totale
La durée de la garantie pour cet appareil débute le
jour de l'achat. Vous devrez nous prouver la date de
l'achat en nous présentant le bon de garantie dû-
ment rempli et revêtu du cachet du distributeur ou en
nous envoyant l'original de votre justificatif d'achat.
Pendant la durée de la garantie nous assurons:
•La réparation gratuite de défauts éventuels.
•Le remplacement gratuit de toutes les pièces
défectueuses
•Ceci inclut le service après-vente gratuit assuré
par des spécialistes (c'est à dire le montage
gratuit par notre personnel spécialisé).
à la condition que le défaut ne provienne pas d'une
utilisation non conforme.
Pour des renseignements complémentaires ou dans
le cas des problémes qualitatifs veuillez contacter
directement le fournisseur:
Brüder Mannesmann Werkzeuge GmbH
Abt. Reparatur-Service
Lempstr. 24
42859 Remscheid
téléfon: +49 (0)2191/37 14 71
telefax: +49 (0)2191/38 64 77
email: service@br-mannesmann.de
Elimination des outils électriques et
protection de l’environnement
•Si un jour vous deviez utiliser votre appareil élec-
trique de manière si intense qu’il faille le rempla-
cer ou si vous deviez ne plus en avoir besoin,
vous devez vous en débarrasser dans un centre
de recyclage.
•Vous obtiendrez des informations sur l’élimina-
tion des appareils électriques et électroniques
auprès des entreprises locales de traitement des
déchets ou dans vos centres administratifs.
•Les appareils électriques et électroniques con-
tiennent d’importantes matières premières recyc-
lables. Vous contribuez à la réutilisation de
matières premières de valeur, lorsque vous
apportez votre appareil électrique dans un centre
de recyclage.
•Les appareils électroniques contiennent égale-
ment des matières nocives à l’homme et à son
environnement si elles ne sont pas éliminées de
manière correcte.
•Le symbole représentant une poubelle barrée
signifie que vous êtes dans l’obligation
d’apporter l’appareil concerné à un
centre de tri pour appareils électriques
et électroniques en vue de son
recyclage.

Pistola para soldar
Num. art. 49110
Instrucciones de uso
Datos técnicos
Tensión 230-240 V ~ / 50 Hz
Potencia 100 W
Clase de protección / II
Descripción del aparato
1. Punta para soldar
2. Lámpara de trabajo
3. Interruptor de funcionamiento
4. Cable de red
Aspectos generales
Se entiende por soldar la unión fisica, por medios
térmicos, de dos metales, con la adiciόn de material
fundido. Pueden soldar-se pràcticamente todos los
metales y las aleaciones metalicas, de forma
especial el latón, el cobre, el hierro, etc. Existen des
formas de soldar: la soldadura fuerte y la soldadura
blanda.
•El concepto de soldadura fuerte se aplica a un
procedimiento que se realiza a temperatures
superiores a los 450°C. Las aleaciones (para
soldadura fuerte y con plata) se crean con alea-
ciones de metales que, incialmente, se calientan
a temperaturas imposibles de alcanzar con un
soldador de cobre.
•La soldadura blanda se realiza a temperaturas
inferiors a los 400°C. La pistola para soldeo
sirve para la soldadura blanda.
Antes de conectar la herramienta a un enchufe, ase-
gύrese que la tensiόn de la red corresponde a los
datos técnicos indicados en la chapa del aparato .
Desenchufe siempre la herramienta después de
cada utilizaciόn.
•No deje nunca la pistola soldadora sin custodia
durante su enfriamiento, hasta que vuelva a la
temperatura ambiente. Deje enfriar la pistola
antes de guardaria en su sitio.
•Durante el enfriamiento o durante las pausas de
trabajo, no deje nunca la pistola sobre una
superficie inflamable y no la deje sin custodia.
•No utilice nunca la pistola soldadora si el casco,
el cordόn de alimentaciόn o el enchufe se hallan
deteriorados.
•Para las reparaciones, dirijase a un servicio
técnico cualificado.
•No abra nunca la herramienta. Manténgala fuera
del alcance de los nifios.
IMPORTANTE!
La pistola para soldeo ha sido diseñada para un
funcionamiento intermitente,es decir, 12 sequndos
de trabajo seguidos por 48 segundos de pausa. La
garantía quedarà anulada (sobrecarga de trabajo) en
caso de no respetarse esta norma.
Si el cordón de alimentación se halla estropeado,
para su reemplazo dirijanse únicamente a un servicio
Técnico designado por el fabricante, pues la sustitu-
ción necesita la utilización de herramientas
especiales.
Aleaciones y des oxidantes
Las aleaciones (soldadura blanda) que normalmente
su utilizan se producen sólo en forma de hilo, exclu-
sivamente para el bricolaje.
Hay dos tipos de hilos:
1. Hilo sin núcleo desoxidante
2. Hilo con núcleo desoxidante
El desoxidante se usa para retirar la capa de óxido
que recubre las superficies que van a soldarse, así
como para impedir que se forme esa capa durante el
procese de la soldadura.
Una vez terminada la soldadura, es necesario retirar
les desoxidantes -en pasta o en líquido- con ayuda
de un cepillo o de un trapo. Por el contrario, no
deben retirarse de las superficies soldadas las resi-
nas (colofonia).
Aleaciones
Electrónica: Punto de fusión, 185°C
Hilo de punto de fusión bajo
Para electróinca
Radio: Punto de fusion, 230°C
aproximadamente ideal para el
modelismo y las soldaduras finas
Soldaduras en general:Punto de fusión 255°
aproximadamente.
Para todas las soldaduras en
general
Pasta desoxidante: Material para añadir en frio
Bloque de sal de amoniaco: Para la limpieza de
los extremos
Líquido desoxidante: Líquido desoxidante que se
usa en los Puntos difíciles de alcanzar
Soldadura
Limpiar en todos los casos las superficies que van a
soldarse. Eliminar cualquier resto de aceite y de su-
ciedad que pudiera haber en las superficies de sol-
dadura utilizando para ello un disolvente o limpiàn-
dolas. No utilizar disolventes communes, ya que
muchas veces contienen silicona.
La cape de óxido puede retirarse por medios mecà-
nicos con papel esmeril, con una lima o con una
cureta, o bien por corrosiόn. Si se opta por el método
por corrosión, el personal no especializado no debe-
rà utiliza los àcidos fuertes, como son el àcido clor-

hidrico, el àcido sulfúrico o el àcido nítrico. Se acon-
seja la limpieza con àcido cítrico al 10﹪(caliente o
muy caliente). Después de la limpieza, no deberàn
tocarse las superficies con los dedos. Los extremos
de la pistola para soldeo estàn hechos de cobre.
Cuando la pistola de soldeo esté caliente, el extremo
se cubre de una capa de óxido que es preciso
eliminar. Para ello, deberà frotar-se ligeramente el
extremo sobre un bloque de amoníaco. Una vez
limpio el extremo, sumérjalo en el liquido desoxidante
y sacúdalo ligeramente.
La temperatura de trabajo se alcanza cuando el
estaño recubre el extremo uniformemente, formando
una película. Si se forman sobre extremo pequeños
grumos, ello significa que aún no se ha llegado a la
temperatura de trabajo. La formación de “perlas” de
estaño significa que el extremo no està bien limpio.
Tras un uso prolongado, los extremos pueden pre-
sentar restos de corrosió provocada por inmersiones
demasiado frecuentes en el desoxidante. Elimine la
corrosión con una lima o con papel esmeril.
2 años de garantia
El tiempo de garantia empieza el dia de la compra del
aparato. Como prueba de la fecha de compra, deverán
Uds. enviarnos el original de la factura. Durante el tiempo
de garantia garantizamos lo siguente:
•reparación gratuita de eventuales fallas
•reposición gratuita de repuestos dañados
•inclusivé servicio y montaje gratuito efectuado por
nuestros expertos
con la condición que las fallas no sean derivadas por uso
indebido.
En caso de dudas y/ó problemas de calidad, consulte
al fabricante:
Brüder Mannesmann Werkzeuge GmbH
Dept. Reparatur-Service
Lempstr. 24
D-42859 Remscheid
telefono: +49 (0)2191 / 37 14 71
telefax: +49 (0)2191 / 38 64 77
corr. elec. service@br-mannesmann.de
Herramientas eléctricas fuera de uso y
protección ambiental
•Si algún día su aparato eléctrico se ha usado tan
intensamente que deba ser reemplazado o si ya
no le interesa utilizarlo, está usted obligado a de-
positar el aparato eléctrico en un punto de
reciclaje.
•La información sobre los lugares de recogida de
su aparato eléctrico la puede obtener en la
empresa municipal de eliminación de residuos o
en los servicios administrativos municipales.
•Los aparatos eléctricos contienen valiosas mate-
rias primas reciclables. Al entregar su aparato
viejo en un punto de recogida está contribuyendo
a que valiosas materias primas sean recicladas.
•Los aparatos eléctricos contienen además
sustancias que en caso de eliminación incorrecta
pueden ser perjudiciales para el ser humano y el
medio ambiente.
•El símbolo del contenedor tachado representa la
obligación de llevar el aparato señalado
a un lugar de recogida separada de
aparatos eléctricos y electrónicos para
su reciclaje.

Laspistool
Art.-nr. 49110
Gebruiksaanwijzingen
Technische gegevens
Spanning 230-240 V∼/ 50 Hz
Vermogen 100 W
Beschermingsklasse / II
Beschrijving
1. Laspen
2. Werklicht
3. Bedrijfsschakelaar
4. Netkabel
Algemeen
Onder lassen verstaan we de fysische eenmaking,
langs thermische weg, van twee materialen met
behulp van gesmolten las-materiaal. Bijna alle
metalen en metaalegeringen kunnen gelast worden,
voornamelijk messing, koper, ijzer, enz…Er besteen
twee soorten laswerk: hardlassen en zachtlassen.
•Onder hardlassen verstaan we een procédé dat
wordt uitgevoerd bij temperaturen van meer dan
450°C. De legeringen (voor hard-lassen en
hardsolderen en met zilver) zijn samengesteld
uit metalen legeringen die eerst worden
opgewarmd tot temperaturen die onmogelijk met
een soldeerbout kunnen bereikt worden.
•Het zachtlassen gebeurt bij temperaturen van
minder dan 400°C. Met het laspistool doet me
aan zachtlassen.
Alvorens de stekker van het gereedschap in een
stopcontact te steken, er zich rekenschap van geven
dat de netspanning overeenkomt met de technische
gegevens vermeld op het kenplaatje van het
gereedschap.
Na elk gebruik de stekker uit het stopcontact
trekken.
•Het laspistool niet alleen laten tijdens het
afkoelen; de temperatuur moet dalen tot de
omgevingstemperatuur. Het pistool laten
afkoelen alvorens het op zijn plaats terug te
zetten.
•Tijdens het afkoelen of tijdens een pauze, het
pistool nooit op een ontvlambaar oppervlak
leggen en het niet alleen laten.
•Het laspistool niet gebruiken als de romp, de
voedingskabel of de stekker beschadigd zijn
Voor herstellingen zich enkel wenden tot een
bevoegde technische dienst.
•Het gereedschap nooit openmaken.
•Buiten bereik van kinderen houden.
BELANGRIJK!
Het laspistool is ontworpen voor intermitterende
werking, dit wil zeggen: het werkt gedurende 12
seconden en dan volgt er een pauze van 48 secon-
den. De garantie vervalt (onderaanneming) als deze
norm niet wordt gerespecteerd.
Indien de voedingskablel beschadigd is, voor de
herstelling enkel een beroep doen op een Techni-
sche Dienst aangeduid door de fabrikant.
Legeringen en afbijtmiddelen
De legeringen (zachtlassen) die normaal worden ge-
bruikt, worden enkel geleverd in de vorm van draden
die enkel voor klusjes zijn bestemd.
Er bestaan twee soorten draden:
1. Draad zonder bijtende kern
2. Draad met bijtende kern
Het afbijtmiddel wordt gebruikt om de oxydelaag die
op de lassen oppervlakken ligt, te verwijderen, alsook
om tijdens het lassen de vorming van zo'n laag te
voorkomen.
Wanneer het lassen beëindigd is, is het nodig om de
afbijtmiddelen te verwijderenpasta of vloeistof met
behulp van een borstel of een vod. De (viool) harsen
moeten daarentegen niet van de gelaste oppervlak-
ken verwijderd worde.
Legeringen
Elektronic: Smeltpunt,185°C
Draad met laag smeltpunt
Voor elektronisch lassen
Radio: Smeltpunt ongeveer 230°C
Ideaal voor de modelbouw en het
fijnlassen
Lassen in het algemeen: Smeltpunt ongeveer 255°C
voor alle laswerk in het algemeen
Bijtende pasta: Koud lasmateriaal
Pasta voor het vertinnen: Vervangt de draad en
de laspasta
Een blokje ammoniumchloride: Voor het schoonma-
ken van de pennen
Bijtende vloeistof: Bijtende vloeistof te gebrui-
ken in de moeilijk te bereiken plaatsen
Lassen
Altijd de te lassen oppervlakken schoonmaken. Elk
spoor van olie en krassen op het te lassen oppervlak
verwijderen door middle van een oplosmiddel of door
te kuisen. Geen gewone oplosmiddelen gebruiken,
omdat die vaak silicone bevatten.
De oxydelaag kan met de hand worden verwijderd
door middle van schuurpapier, een vijl of een schra-
per, of met behulp van corrosie. Indien u de corrosie-
methode kiest, moet nietgespecialiseerd persoenel
vermijden om bijtende zuren te gebruiken, zoals
zoutzuur, zwavelzuur of salpeterzuur. Het is aan te
raden het oppervlak schoon te maken met 10%
citroenzuur (warm of zeer warm). Na het schoonma-
ken de oppervlakken niet aanraken met de vingers.
De pennen van het laspistool zijn in koper. Wanneer
het laspistool opwarmt, wordt de pen met een oxyde-
laag bedekt die moet verwijderd worden. Hiertoe
dient men de pen lichtjes op een blokje ammonium-
chloride te wrijven. Zodra de pen schoongemaakt is,
deze in de bijtende vloeistof dompelen en ze lichtjes
vertinnen. De werktemperatuur wordt bereikt
wanneer de pen volledig gelijkmatig is bedekt met tin,
in de vorm van een filmpje.
Indien er zich kleine klontertjes gaan vormen op de
pen, betekent dit dat de werktemperatuur nog niet
bereikt is. De vorming van “pareltjes” tin betekent dat
de pen niet goed schoongemaakt is.
Na een langdurig gebruik, is het mogelijk dat de pen-
nen sporen van corrosie vertonen, te wijten aan het
te frekwent doordrenken van de pennen in de bijten-
de vloeistof. Verwijder de corrosie met een vijl of
schuurpapier.
Twee jaar volledige garantie
De garantietijd voor dit apparaat begint met de dag
van aankoop. U toont ons de aankoopdatum door het
originele aankoopbewijs in te zenden.
We garanderen tijdens de garantietijd:
•gratis verhelpen van eventuele storingen
•gratis vervanging van alle onderdelen die schade
hebben
•inclusief gratis, vakkundige service (dat wil
zeggen: gratis montage door onze vakmensen).
Voorwaarde is dat het defect niet is veroorzaakt door
ondeskundige behandeling.
Neem bij eventuele vragen of kwaliteitsproblemen
onmiddellijk contact op met de producent:
Brüder Mannesmann Werkzeuge GmbH
Afdeling Reparatur-Service
Lempstrasse 24
42859 Remscheid
Duitsland
Telefoon: +49 2191/37 14 71
Telefax: +49 2191/38 64 77
Email: service@br-mannesmann.de
Uitgediend elektrisch gereedschap en
milieubescherming
•Mocht uw elektrische werktuig op een dag zo in-
tensief gebruikt zijn dat het moet worden vervan-
gen of mocht u het niet meer nodig hebben, dan
bent u verplicht om deze elektrische apparatuur
bij een centrale plek af te leveren, waardoor
hergebruik mogelijk wordt.
•Informatie over plekken waar uw elektrische
apparatuur wordt ingezameld krijgt u via uw
plaatselijke afvalverwerkingsbedrijf resp. bij de
plaatselijke overheid.
•Elektrische apparatuur bevat waardevolle grond-
stoffen die hergebruikt kunnen worden. U levert
een bijdrage aan het hergebruik van waardevolle
grondstoffen, als u uw verouderde apparatuur bij
een centrale vuilstortplaats inlevert.
•Elektrische apparatuur bevat ook stoffen die bij
ondeskundige afvalverwijdering tot schade voor
mens en milieu kunnen bijdragen.
•Het symbool van de doorgestreepte afvalton
staat voor de verplichting om zodanig
gekenmerkte apparatuur met het oog
op hergebruik in te leveren bij een
gescheiden inzameling van elektrische
en elektronische apparatuur.
1
2
3
4
Table of contents
Languages:

















