Page 2 (41)
CONTENTS
CONTENTS........................................................................................................................................2
1. INTRODUCTION...................................................................................................................4
1.1 ADVANTAGES AND FEATURES....................................................................................4
1.2 DIFFERENT LASER MODELS .........................................................................................5
1.3 APPLICATIONS FOR DIFFERENT LASER MODELS....................................................6
2. THEORY OF OPERATION .................................................................................................6
2.1 OPACITY DEFINITION.....................................................................................................7
2.2 D-VALUE DEFINITION ....................................................................................................7
2.3 MASS-VALUE DEFINITION ............................................................................................7
3. INTRODUCTION OF LASER DUST MONITOR LM 3188.................................................9
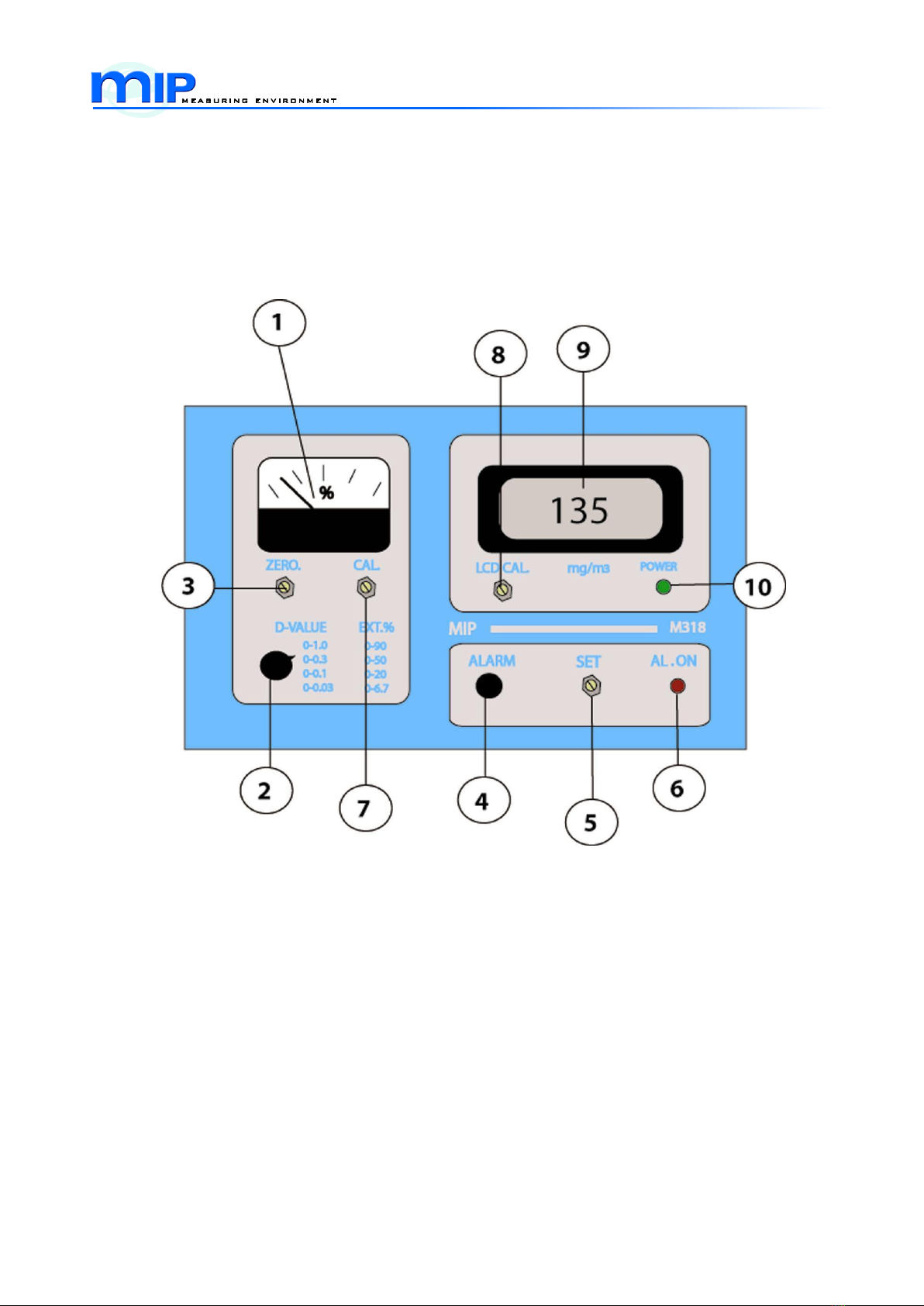
3.1 CONTROLS, DISPLAYS AND SETTINGS ....................................................................10
3.1.1 Indicating meter [1]...............................................................................................10
3.1.2 Range selector [2].................................................................................................10
3.1.3 Zero set screw [3]..................................................................................................11
3.1.4 Alarm test button [4].............................................................................................11
3.1.5 Alarm set screw [5]...............................................................................................11
3.1.6 Alarm indicator lamp [6]......................................................................................11
3.1.7 Calibration screw [7] ............................................................................................11
3.1.8 Mass calibration screw (LCD cal) [8]...............................................................11
3.1.9 Digital LCD-display [9].........................................................................................11
3.1.10 Power indicator lamp [10]...................................................................................11
4. INSTALLATION AND CALIBRATION............................................................................12
4.1. INSTALLATION...............................................................................................................12
4.2 CALIBRATION.................................................................................................................15
4.2.1 Filter set for the dust monitors instructions for the use............................16
4.2.2 Mass calibration....................................................................................................16
4.2.3 Output check..........................................................................................................16
4.3 QUALITY ASSURANCE PROGRAM.............................................................................18
5. SPECIFICATIONS..................................................................................................................19
6. WARRANTY CERTIFICATE.................................................................................................20
7. MANUFACTURER´S CERTIFICATE OF CONFORMANCE TO EC-LABELLING
PROCEDURE..................................................................................................................................22
8. CERTIFICATE OF ORIGIN...................................................................................................23
APPENDIX 1: MONITOR UNIT M 318 MECH. DRAWING.....................................................24
APPENDIX 2: RECEIVER UNIT R318 MECH. DRAWING.....................................................25
APPENDIX 3: RECEIVER UNIT R318 MECH. DRAWING.....................................................26
APPENDIX 4: RECEIVER UNIT R318 MECH. DRAWING.....................................................27
APPENDIX 5: RECEIVER UNIT R318 MECH. DRAWING.....................................................28