Contents
128 Series Line Stop Plug ......................................................................................................................................................................... ii
Important Safety Instructions.................................................................................................................................................................. 1
Pre-installation Inspection....................................................................................................................................................................... 2
Assembly Overview .................................................................................................................................................................................4
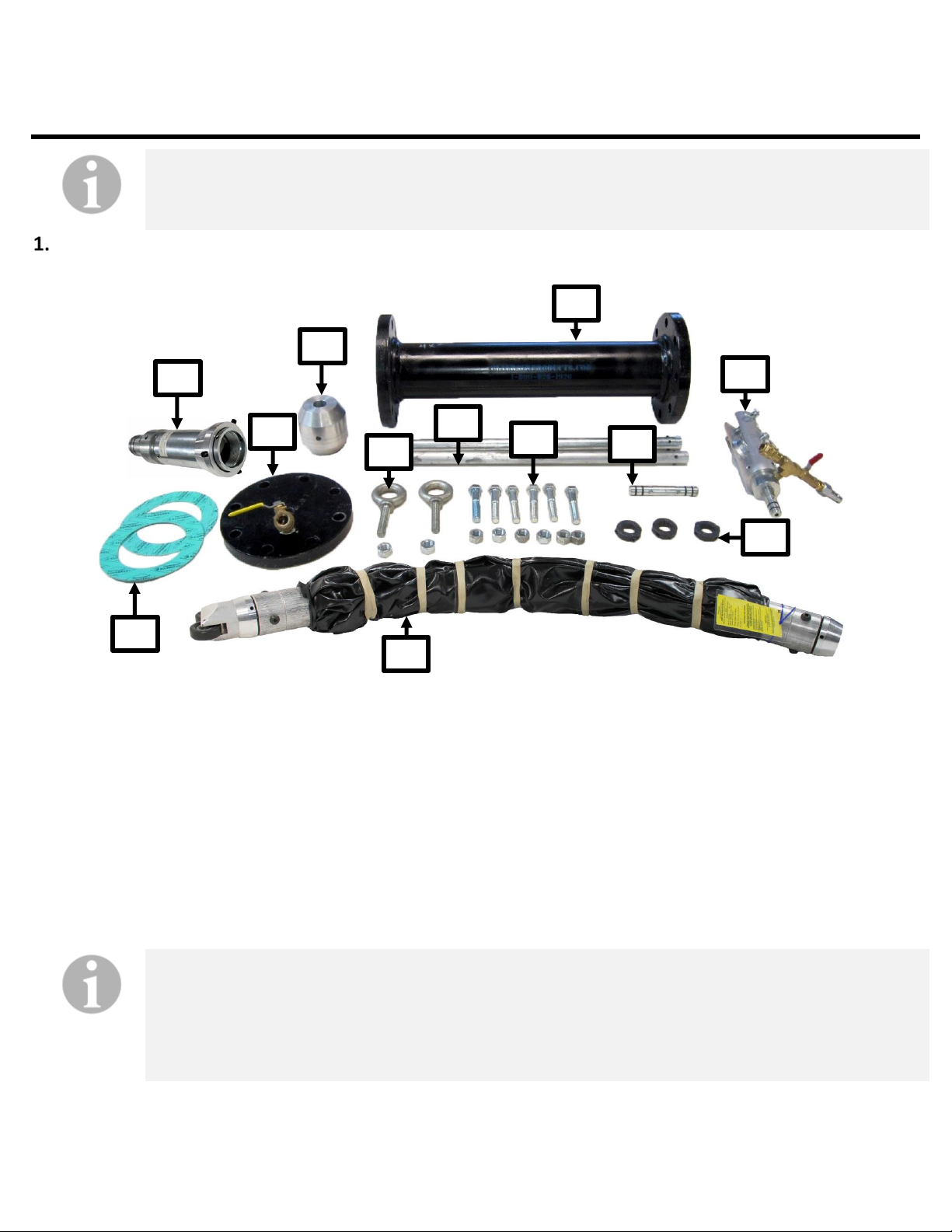
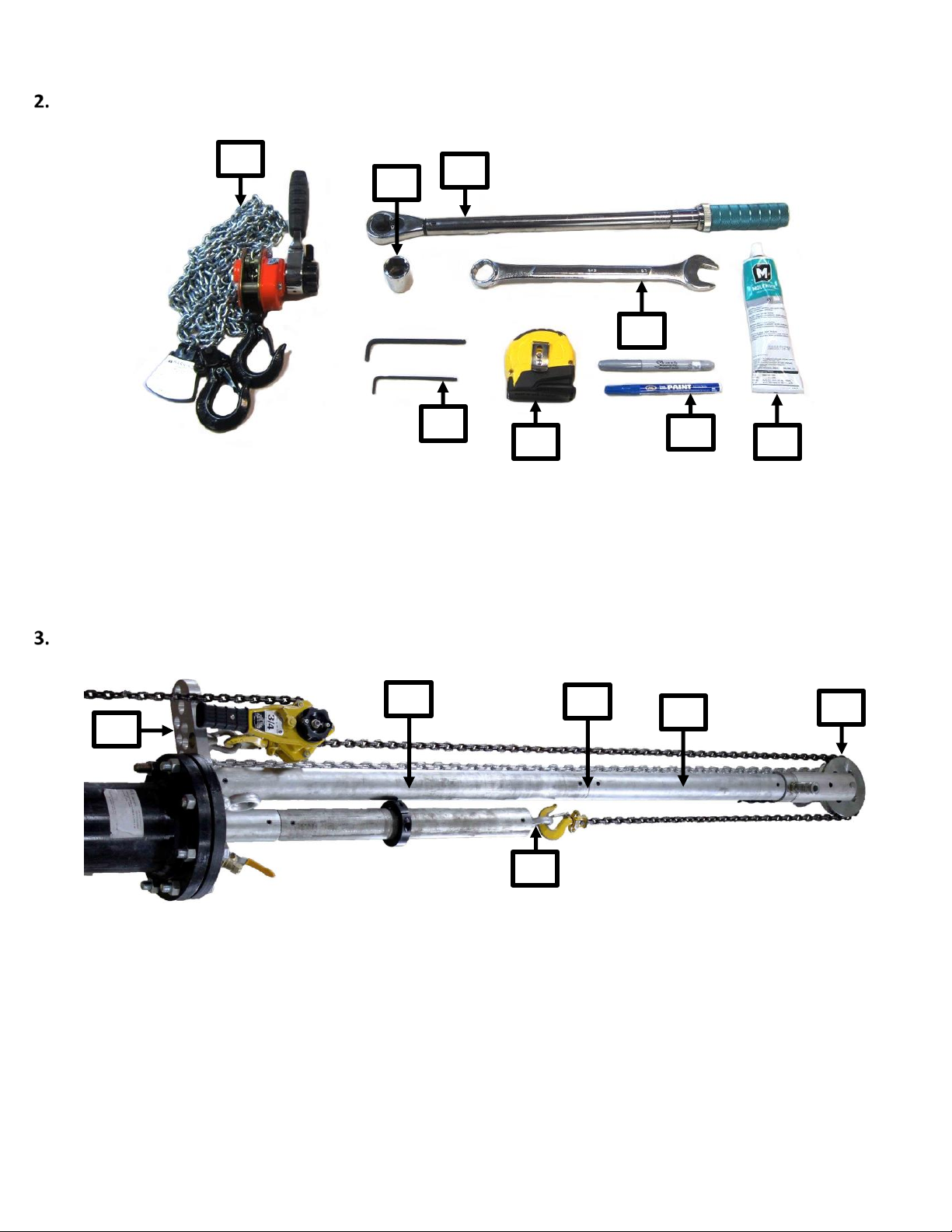
Hot Tap Insertion Tool Checklist .............................................................................................................................................................. 5
Overview.................................................................................................................................................................................................. 5
Tool List ...................................................................................................................................................................................................5
Launch Cylinder........................................................................................................................................................................................5
Torque Figures .........................................................................................................................................................................................5
Calculating the Head Pressure ................................................................................................................................................................. 6
Tapping the Pipe......................................................................................................................................................................................6
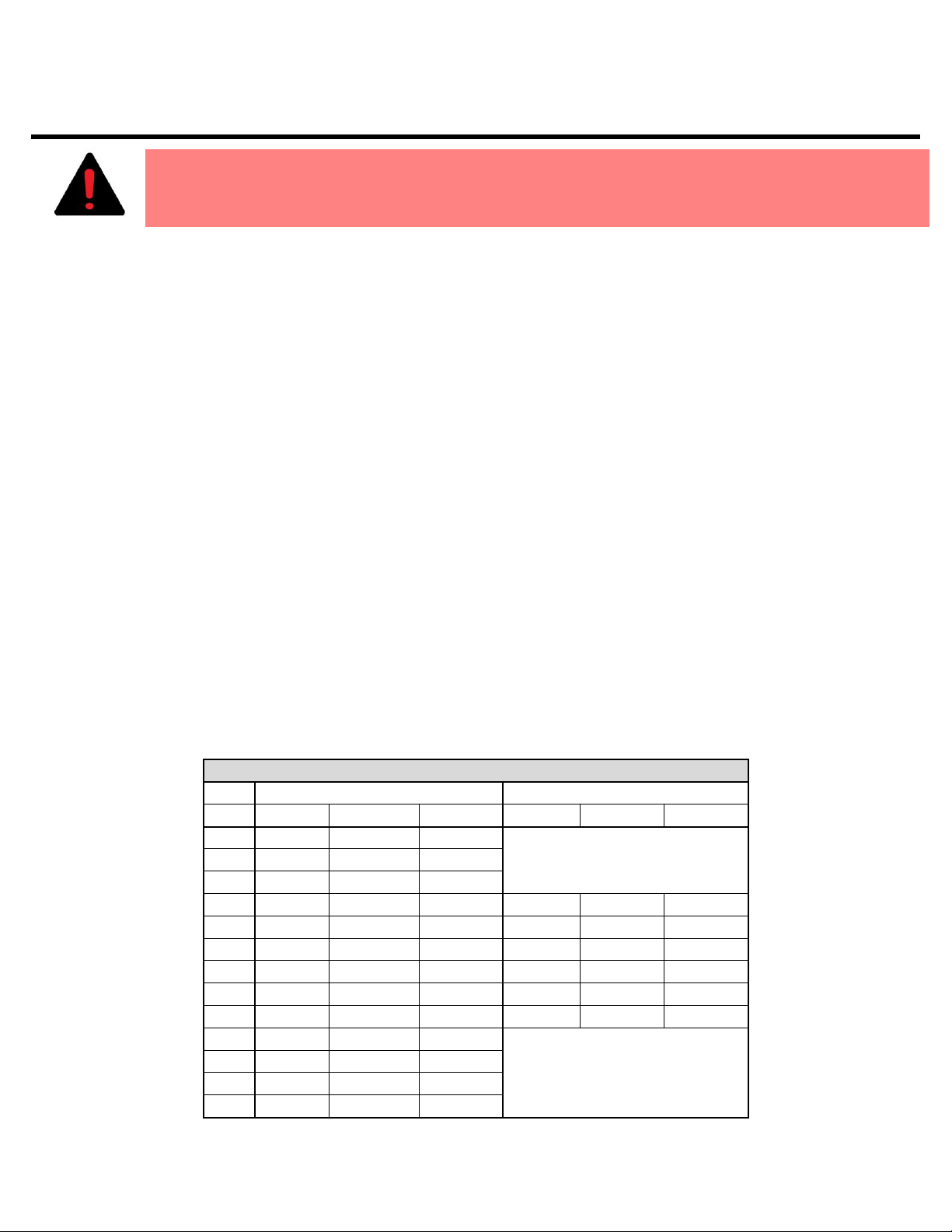
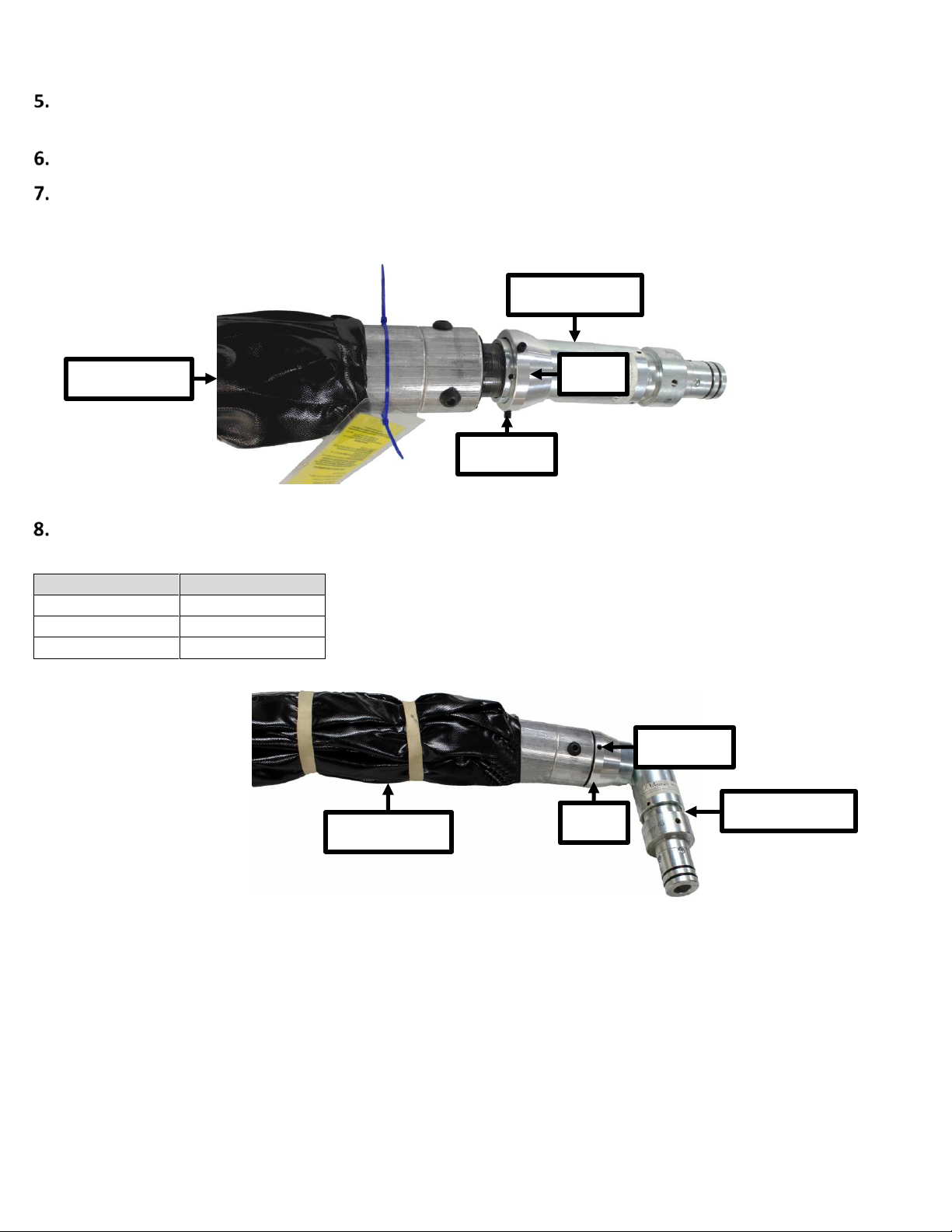
Attaching the Rotating Elbow Assembly .................................................................................................................................................. 7
Assembling the Launch Cylinder .............................................................................................................................................................. 9
Measuring the Assembly........................................................................................................................................................................ 10
Attaching the Main Stop Collar.............................................................................................................................................................. 12
Assembling the Insertion System........................................................................................................................................................... 13
Attaching the Insertion System.............................................................................................................................................................. 15
Inserting the Plug................................................................................................................................................................................... 18
Air Inflation Kit ...................................................................................................................................................................................... 20
Assembling the Air Inflation Kit ............................................................................................................................................................. 21
Deflating Air from the Line Stop Plugs ................................................................................................................................................... 23
Water Inflation Controller ..................................................................................................................................................................... 23
Overview................................................................................................................................................................................................ 23
Operating the Water Flow Totalizer:....................................................................................................................................................... 24
Assembling the Water Hoses and Pressure Monitoring Lines .................................................................................................................. 24
Inflating the Line Stop Plug with Water................................................................................................................................................... 26
Deflating Water from the Line Stop Plugs ............................................................................................................................................... 27
Removing the Line Stop Plug ................................................................................................................................................................. 29
Cleaning and Storing.............................................................................................................................................................................. 31