SPECIFICATIONS SUBJECT TO CHANGE WITHOUT NOTICE
4
14
15
16
8
9
10
11
12
13
1
1
2
6
3
5
4
7
2
1
DESCRIPTION
UNPACKING
SAFETY MEASURES
These units are provided with four strokes air cooled
engines designed to run at 3750 RPM max. and
continuously deliver a current corresponding to its
rated power. In these models a device is provided for
automatic engine turning off when the engine has low
oil level, so protecting it. This characteristic is generally
associated with long running models.
The alternator is thermally protected. To operate this unit
as a generator or a welder, place the front panel switch
according to what you want.
When you unpack, inspect carefully for any damage
that may had occurred during shipment. Make sure that
any xture, screws, etc., are tightened before operating
the unit.
Report any missing item by contacting the place of
purchase.
Before starting or servicing the welder/generator, read
and understand all instructions. Failure on complying
with safety precautions or instructions can cause
damage to the equipment and/or personal injury or
death.
The instructions about the engine for these units are
included in a separate manual. Keep all the manuals
for future references.
Never use this welder/generator for any application
other than that specied by the manufacturer. Never
operate this welder/generator under conditions not
approved by the manufacturer. Never attempt to modify
the equipment to operate in a way other than that for
which it was designed.
For maintenance and repairs use only products and
original components.
Before operation, make sure your equipment is properly
connected to ground. For proper grounding procedures
refer to “grounding instructions” section in this manual.
Make sure that your equipment is used only by persons
who have read and understood these instructions.
If your welder/generator is going to be in a xed place,
hold it rmly to the oor (use anchors, expansive dowels
or similar) if not, make always sure that it will not move
with the vibrations.
Keep all persons away from the equipment during its
operation. Do not allow people wearing jewelry or loose
clothing manage the equipment, since these can be
caught by moving parts, causing damage to equipment
and/or personal injury. Keep the people away from
movable pieces or that which can become hot during
functioning.
Be sure that all electrical appliances are switched off
before connecting them to your equipment.
Keep always the welder/generator clean and well
maintained.
NEVER OPERATE THIS WELDER/GENERATOR IN AN
EXPLOSIVE OR FLAMMABLE ENVIROMENT OR IN
AREAS WITH INSUFFICIENT VENTILATION.
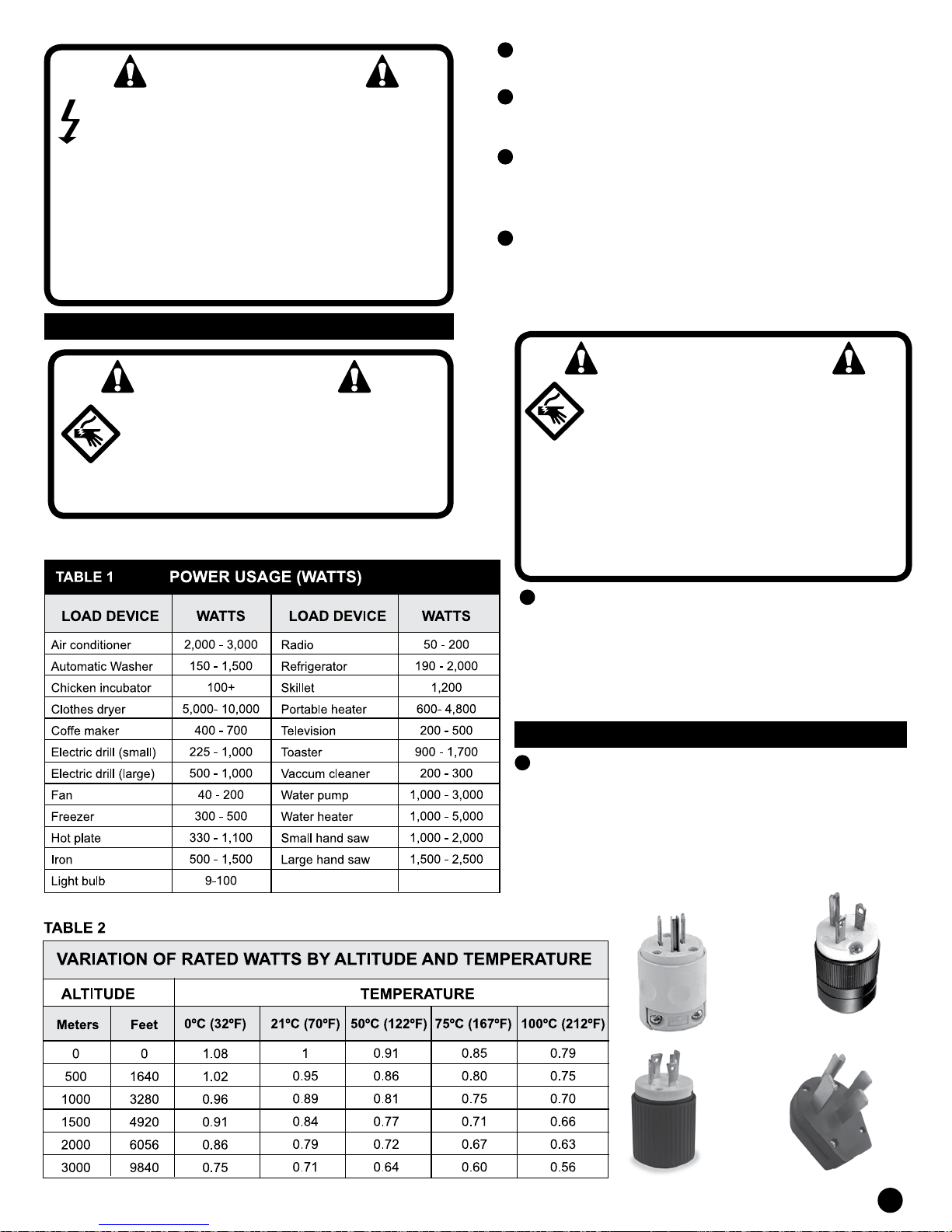
Be sure that all tools and accessories are well prepared
for use and are properly grounded. Use one phase tools
or apparatus provided with three-prong plug power cord.
If an extension cord is used, be sure this has three- prong
plugs with a suitable ground connection..
DO NOT OPERATE YOUR EQUIPMENT ON WET
SURFACES OR UNDER THE RAIN.
TURN OFF AND DISCONNECT THE SPARKPLUG
WIRE BEFORE PERFORMING ANY SERVICE OR
MAINTENANCE TO THE UNIT.
Use only unleaded fuel. Do not ll the fuel tank with the
engine running. Take precautions to avoid spilling of
fuel while lling the tank. Make sure that fuel tank cap is
securely in place before starting the engine. Clean any
spilled fuel before starting the engine. Allow engine to
cool for at least two minutes before lling the tank.
This welder/generator can be used for auxiliary
emergency electrical service, in these cases, a double
throw switch shall be installed between the entrance main
switch and the electrical distribution box. This switch must
be installed by a licensed electrician
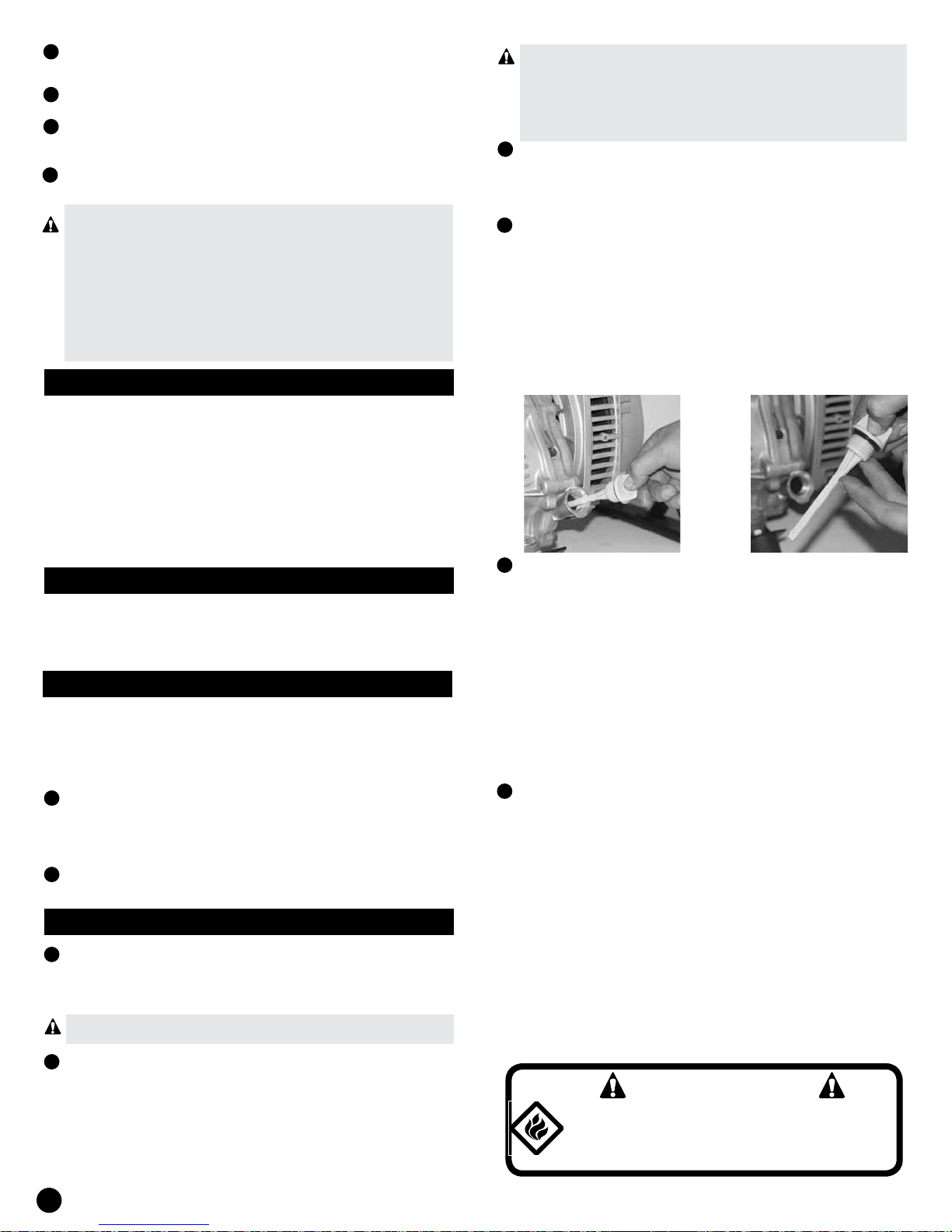
NEVER MIX OIL WITH GASOLINE. THIS FOUR-
STROKE ENGINE IS DESIGNED TO BE FUELED WITH
PURE GASOLINE. OIL IS ONLY USED FOR ENGINE
LUBRICATION
KEEP ALWAYS ACCESSIBLE A FIRE EXTINGUISHER
WHILE YOU ACCOMPLISHE ARC WELDING WORKS.
All installation, maintenance, repair and operation of this
equipment shall be carried out by persons qualied in
accordance with national, state and local codes.
THE INAPPROPRIATE USE OF ELECTRIC ARC
WELDING WELDERS CAN CAUSE INJURY,
ELECTRIC SHOCK AND EVEN DEATH. TAKE ALL
PRECAUTIONS DESCRIBED IN THIS MANUAL TO
REDUCE THE POSSIBILITY OF ELECTRIC SHOCK
Check that all components of the arc welder are clean
and in good condition prior to operating the welder. Make
sure that the insulation of all cables, electrode holders
and power cords are not damaged. Always repair or
replace damaged components before operating the
welder. Always keep panels, guards, etc. of the welding
machine in place when you operate.
Wear always dry protection clothing, welder gloves and
insulated footwear.
Always operate the welding machine in a clean, dry and
well-ventilated area. Do not operate the welding machine
in humid, wet, rainy areas or with insufcient ventilation.
Make sure that the work piece is properly supported
and grounded prior to begin any electric arc welding
operation.
You must stretch the welding cable before use to avoid
overheating and damage to the cable insulation.
18
17
19
20