tm2692 Jan-20
2
Table of contents
Safety requirements...........................................................................................3
1. Overview........................................................................................................4
1.1. Purpose...................................................................................................4
1.2. Technical Specifications..........................................................................4
1.3. Delivery Set.............................................................................................4
1.4. Power Requirements...............................................................................5
1.5. Ambient Conditions.................................................................................5
1.6. Safety Components.................................................................................5
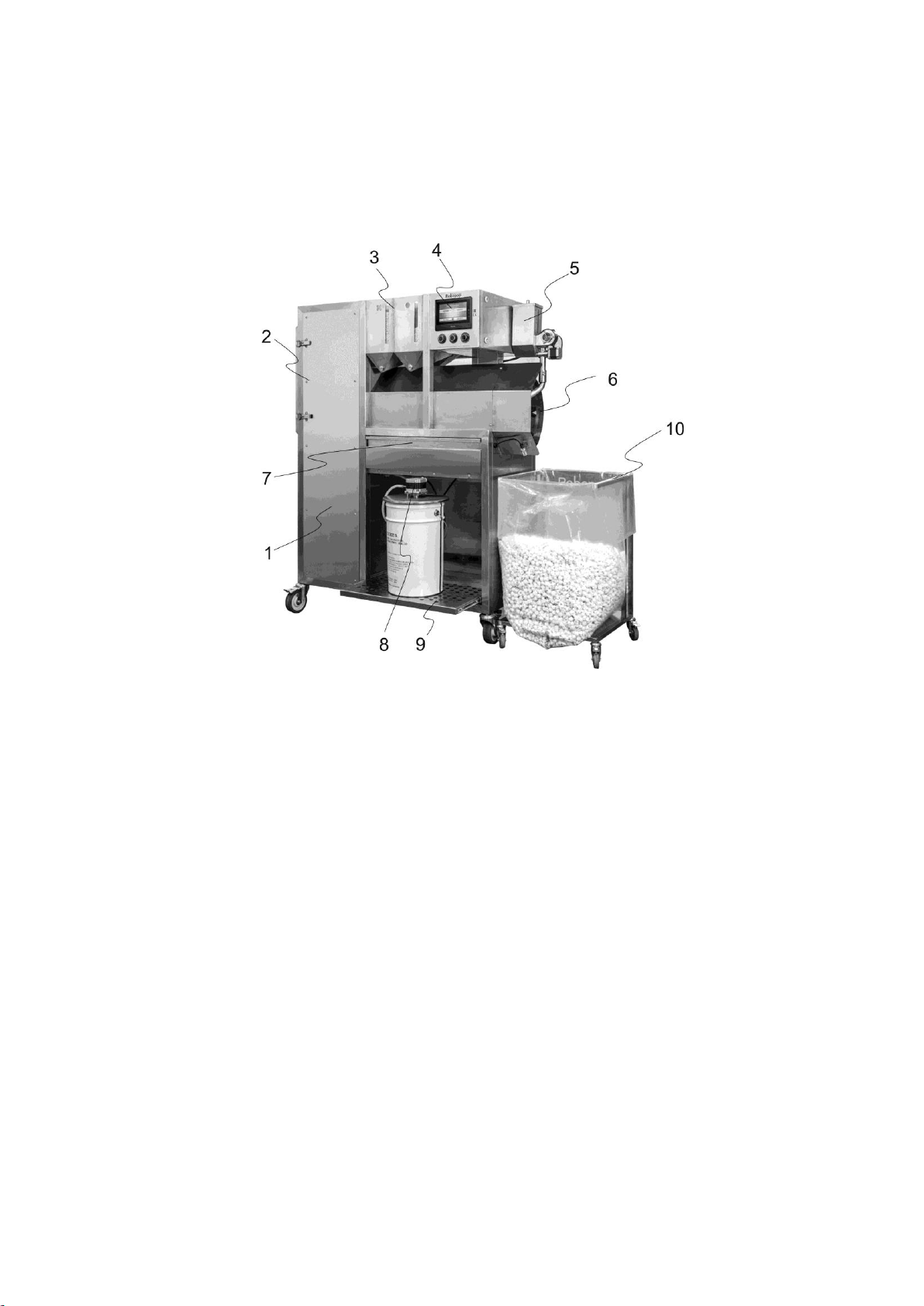
1.7. Main Components...................................................................................7
1.8. Getting Started........................................................................................9
2. Intended Use...............................................................................................10
2.1. Operation Modes...................................................................................10
2.2. Quick Operation Guide..........................................................................10
2.3. Program settings...................................................................................14
2.4. System settings.....................................................................................14
2.5. Operation indicators..............................................................................17
2.6. Display notifications...............................................................................18
2.7. Popcorn quality .....................................................................................20
3. Technical maintenance................................................................................22
3.1. Cleaning guide......................................................................................22
3.2. Light bulb replacement..........................................................................24
3.3. Preservation..........................................................................................24
4. Troubleshooting...........................................................................................25
5. Transportation and storage..........................................................................26
6. Acceptance certificate..................................................................................26
7. Warranty obligations....................................................................................27
8. Manufacturer details....................................................................................27
Annex A. Electric component list......................................................................28
Annex B. Safety temperature regulator settings...............................................29
Annex C. VFD settings ....................................................................................30
Annex D. Testing mode ...................................................................................31
Annex E1. Chamber optical sensor setup........................................................32
Annex E2. Corn hopper sensor setup..............................................................33
Annex F. Parts list............................................................................................34