5
6) Tel rulosu, telin kaymasını önlemek için teli çıkarmak için saat yönünde dönmelidir, tel
genellikle tekerlek tarafındaki sabit deliğe yerleştirilir. Bükülmüş telin sıkışmasını önlemek için
lütfen telin bu kısmını kesin.
7) MIG torcu makinenin içine yerleştirildi, sadece teli elle torcun içine koymanız gerekiyor.
Operasyon
1.Hava anahtarını "ON" konumuna getirin, CO2 silindirinin valfini açın ve akışı ayarlayın.
2. Tel makinesinin tel çapını tel çapına göre nominal sayıya ayarlayın.
3.Tel çapına göre torç boşluk açıklığını seçin.
4.Voltaj düğmesini, hız düğmesini ve endüktans düğmesini iş parçasının kalınlığına ve
mekaniklere göre doğru konuma ayarlayın.
5.Teli torç kafasına bırakmak ve çalışmaya başlamak için torç anahtarına basın.
NOTLAR VEYA ÖNLEYİCİ ÖNLEMLER
1. Çevre
1. Makine, maksimum% 90 nem ile ortam koşulların kuru olduğu ortamda çalışabilir.
2. Ortam sıcaklığı 10 ila 40 santigrat derece arasındadır.
3. Güneş ışığı veya damlayan yerlerde kaynak yapmaktan kaçının.
4. Makineyi, havada iletken toz veya havada aşındırıcı gaz ile kirlenen ortamlarda
kullanmayın.
5. Güçlü hava akışı ortamında gaz kaynağından kaçının.
2. Güvenlik normları
Kaynak makinesi, aşırı voltaj, akım ve ısı koruma devresi kurmuştur. Makinenin voltaj ve çıkış
akımı ve sıcaklığı standart oranını aştığında, kaynak makinesi otomatik olarak çalışmayı
durduracaktır. Kaynak makinesine zarar vereceği için kullanıcı aşağıdaki hususlara dikkat etmelidir.
1.) Çalışma alanı yeterince havalandırılmıştır!
Kaynak makinesi, çalıştırıldığında, yüksek akımlar tarafından üretilen güçlü bir makinedir ve
doğal rüzgâr, makinenin soğuk taleplerini karşılamayacaktır. Böylece makineyi soğutmak için
makinede bir fan vardır. Girişin kapalı olmadığından emin olun, kaynak makinesinden çevre
nesnelerine uzaklığı 0,3m olmalıdır. Kullanıcı, çalışma alanının yeterince havalandırıldığından emin
olmalıdır. Makinenin performansı ve uzun ömürlülüğü için önemlidir.
2.) Aşırı yükleme yapmayın!
Operatör, maksimum görev akımını izlemeyi hatırlamalıdır (Seçilen görev döngüsüne yanıt).
Kaynak akımının maksimum görev döngüsü akımını aşmamasını sağlayın.
Aşırı yük akımı makineye zarar verecek ve yakacaktır.
3.) Aşırı voltaj yok!
Güç voltajı, ana teknik veriler şemasında bulunabilir. Otomatik voltaj dengeleme devresi,
kaynak akımının izin verilen düzenlemede kalmasını sağlayacaktır. Güç voltajı sınırlandırılmış izin
düzenlemesini aşarsa, makinenin bileşenlerine zarar verir. Operatör durumu anlamalı ve önleyici
tedbirler alın. Önleyici tedbirler alın.
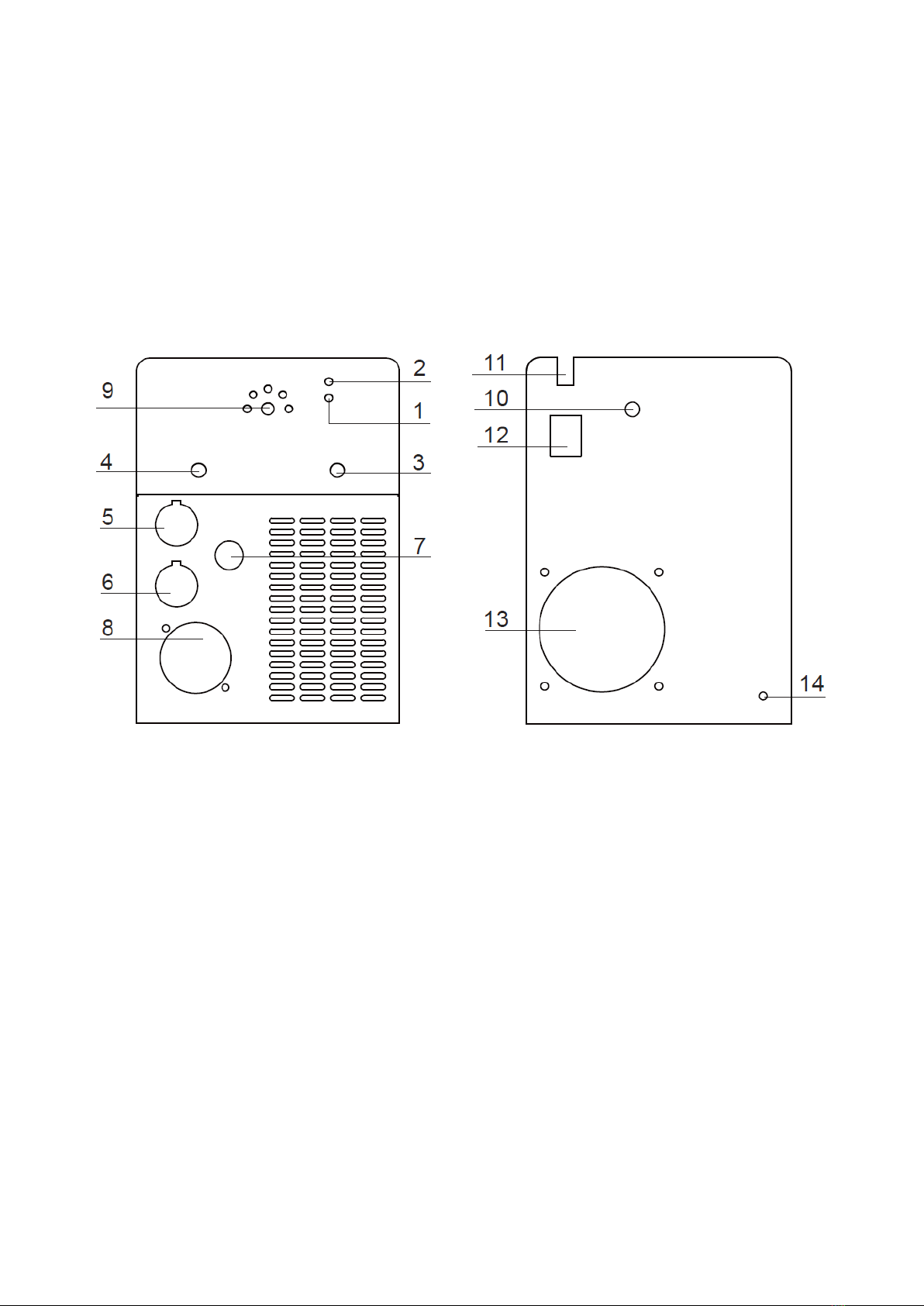
4.) Kaynak makinesinin arkasında topraklama vidası vardır, üzerinde topraklama işareti
vardır. Manto, statik elektrik ve sızıntıyı önlemek için 6 milimetre kare üzerinde olan
kablo ile güvenilir şekilde topraklanmalıdır.
5.) Kaynak süresi sınırlandırılmış görev döngüsü aşılırsa, kaynak makinesi çalışmayı durdurur.
Koruma için. Makine aşırı ısındığı için sıcaklık kontrol anahtarı açık
“AÇIK”konumu ve gösterge ışığı kırmızıdır. Bu durumda, yapmanız gerekmiyor