CRAFT-TIG-Series | Version 1.06 3
Contents
1 Introduction.............................................................................................. 4
1.1 Copyright .............................................................................................4
1.2 Customer service.................................................................................4
1.3 Limitation of liability..............................................................................5
2 Safety........................................................................................................ 5
2.1 Symbol explanation .............................................................................5
2.2 Qualification of the staff .......................................................................6
2.3 Personal protective equipment............................................................6
2.4 General safety instructions ..................................................................7
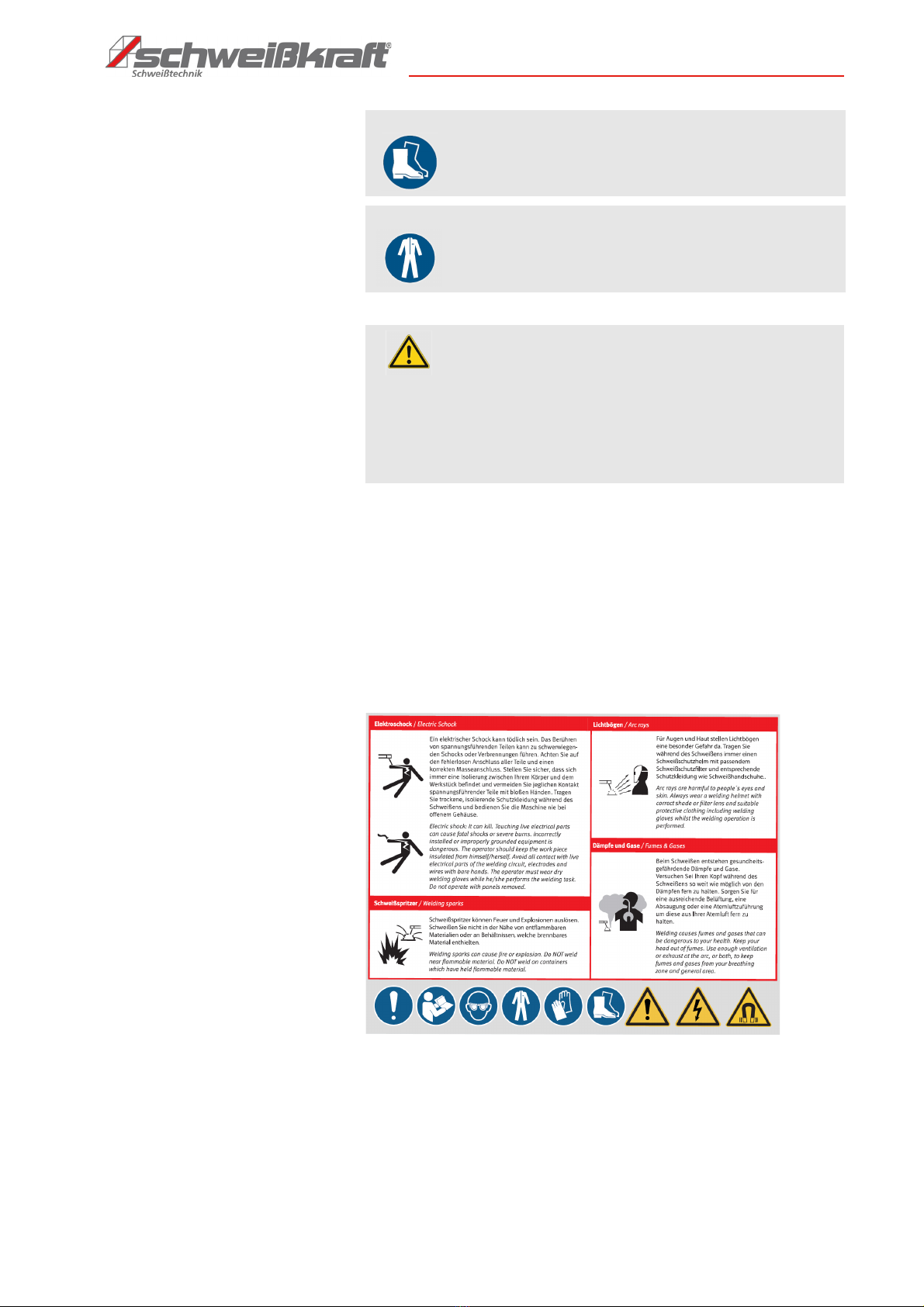
2.5 Safety markings on the welding machine............................................7
3 Intended Use............................................................................................ 8
4 Principle of operation.............................................................................. 9
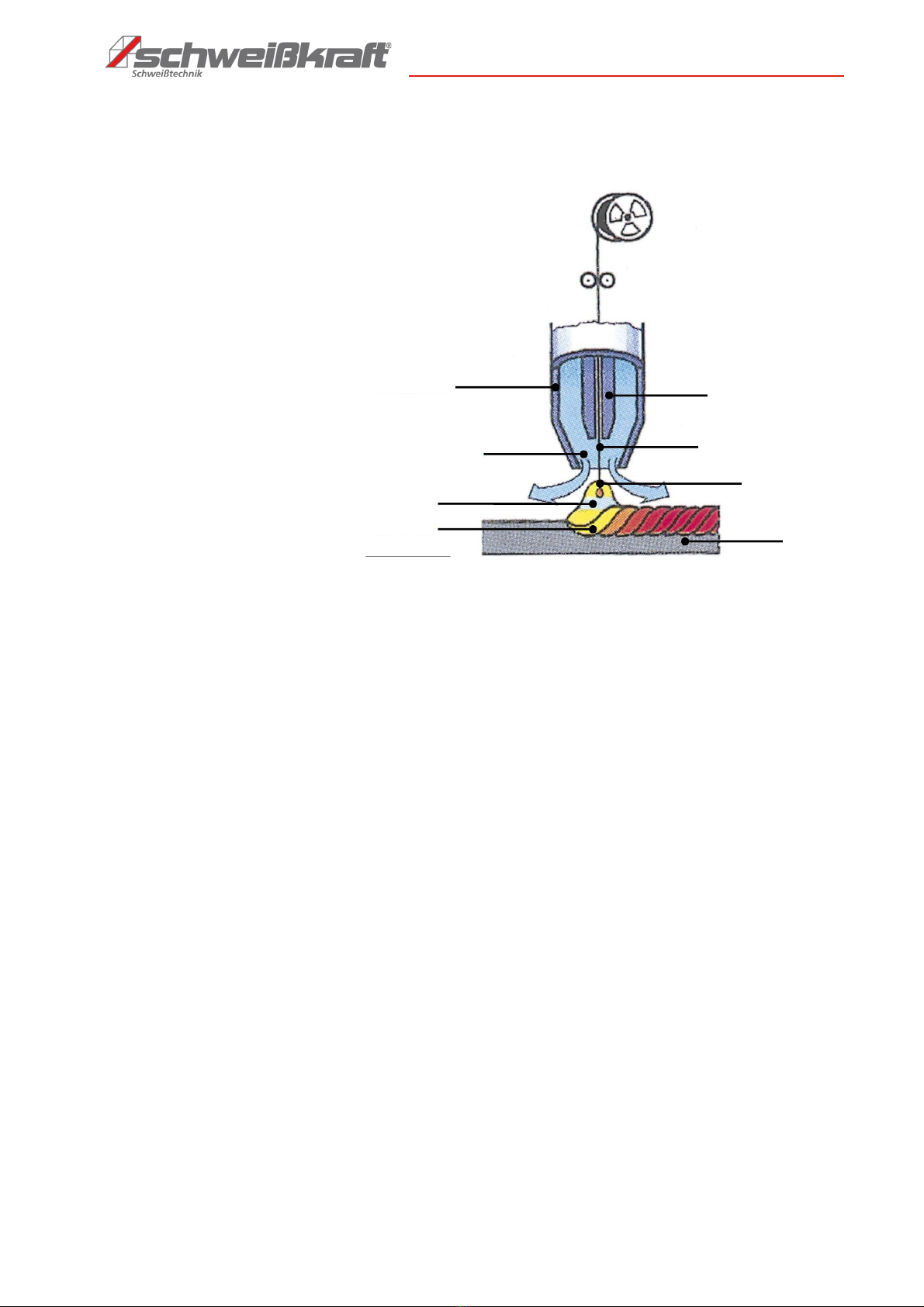
4.1 Principle of tungsten inert gas welding ...............................................9
4.2 Principle of manual arc welding (MMA)...............................................10
5 Technical Data.....................................................................10
5.1 Table....................................................................................................10
5.2 Type plate............................................................................................12
6 Transport, packaging, storage...........................................12
6.1 Transport..............................................................................................12
6.2 Packaging............................................................................................12
6.3 Storage ................................................................................................12
6.4 Installation conditions ..........................................................................12
7 Scope of delivery.................................................................13
8 TIG-Inverter characteristics...............................................13
8.1 Function principle ................................................................................14
8.2 Volt-Ampere Characteristic..................................................................15
8.3 Duty cycle and thermal protection.......................................................16
8.4 Assembly of equipment (TIG/WIG)......................................................16
8.5 Polarity connection (MMA)...................................................................18
9
Description of the operating and connection elements
.......19
10 Welding..............................................................................27
10.1 Welding methods...............................................................................31
10.2 Welding current .................................................................................31
10.3 2-T operation......................................................................................31
10.4 4-T operation......................................................................................31
10.5 Pulse function ....................................................................................32
10.6 Starting with welding..........................................................................32
10.7 TIG welding........................................................................................33
10.8 Welding with rod electrode (MMA)....................................................34
10.9 TIG welding........................................................................................35
10.10 Argon ARC welding application ......................................................35
11 MMA welding.....................................................................38
12 Electrical connection........................................................39
13 Welding instructions.........................................................39
13.1 Notes to the welding technology .......................................................40
14 Care and maintenance......................................................42
15 Troubleshooting................................................................44
16 Disposal, Recycling of old equipment.............................50
16.1 Decommission ...................................................................................50
16.2 Disposal of electrical equipment .......................................................50
16.3 Disposal via municipal collection points............................................51
17 Spare parts........................................................................51
17.1 Spare parts order...............................................................................51
17.2 Spare parts drawings ........................................................................52
18 Wiring diagram..................................................................54
19 Electrical circuit diagrams................................................56
19.1 Electrical circuit diagram CRAFT-TIG 201 DC P PULSE ...................56
19.2 Electrical circuit diagram CRAFT-TIG 253 DC PULSE ......................57
20 EC Declaration of Conformity..........................................58
21 Notes..................................................................................59