Smootharc 180 Multiprocess User manual

180 Multiprocess
Operating manual
6PRRWKDUF$GYDQFH$GYDQFH ,,

Welcome to a better way of welding.
This operating manual provides the basic knowledge required for
MIG/MAG, TIG and MMA welding, as well as highlighting important areas
of how to operate the Smootharc 180 Multiprocess machine.
With normal use and by following these recommended steps, your
Smootharc 180 Multiprocess machine can provide you with years of
trouble-free service. Smootharc equipment and technical support is
available through the national BOC Customer Service Centre or contact
your local Gas & Gearoutlet.
Please Note: This machine is to be used only by appropriately trained
operators in industrial applications.
Important Notice
This document has been prepared by BOC Limited ABN 95 000 029 729
(‘BOC’), as general information and does not contain and is not to be taken
as containing any specic recommendation. The document has been prepared
in good faith and is professional opinion only. Information in this document
has been derived from third parties, and though BOC believes it to be reliable
as at the time of printing, BOC makes no representation or warranty as to
the accuracy, reliability or completeness of information in this document and
does not assume any responsibility for updating any information or correcting
any error or omission which may become apparent after the document has
been issued. Neither BOC nor any of its agents has independently veried the
accuracy of the information contained in this document. The information in
this document is commercial in condence and is not to be reproduced. The
recipient acknowledges and agrees that it must make its own independent
investigation and should consider seeking appropriate professional
recommendation in reviewing and evaluating the information. This document
does not take into account the particular circumstances of the recipient and
the recipient should not rely on this document in making any decisions,
including but not limited to business, safety or other operations decisions.
Except insofar as liability under any statute cannot be excluded, BOC and its
aliates, directors, employees, contractors and consultants do not accept
any liability (whether arising in contract, tort or otherwise) for any error
or omission in this document or for any resulting loss or damage (whether
direct, indirect, consequential or otherwise) suered by the recipient of
this document or any other person relying on the information contained
herein. The recipient agrees that it shall not seek to sue or hold BOC or their
respective agents liable in any such respect for the provision of this document
or any other information.
2BOC Smootharc 180 Multiprocess operating manual

Contents.
1.0 Recommended Safety Guidelines andPrecautions 4
1.1 Health Hazard Information 5
1.2 Personal Protection 5
1.3 Electrical shock 7
1.4 User Responsibility 7
2.0 MIG/MAG Operating Manual 8
2.1 Introduction to Metal Inert Gas(MIG) & Metal Active Gas (MAG) 8
2.2 Introduction to Flux Cored Arc Welding (FCAW) 8
2.3 Introduction to Metal Cored Arc Welding (MCAW) 10
2.4 Modes of metal transfer 11
2.5 Fundamentals of MIG/MAG, FCAW and MCAW 13
2.6 4T/2T Trigger Latch Selection 15
3.0 Gas tungsten arc welding (GTAW/TIG) 16
3.1 Introduction 16
3.2 Process 16
3.3 Process variables 17
3.4 Shielding gas selection 18
3.5 Welding wire selection 18
3.6 Tungsten electrode selection 19
3.7 Welding techniques 21
3.8 Torch movement during welding 21
3.9 Positioning torch tungsten for various weld joints 22
3.10 Joint preparation 23
4.0 Manual Metal Arc Welding Process (MMAW) 25
4.1 Process 25
4.2 Welding Machine 25
4.3 Welding Technique 26
4.4 Electrode Selection 26
4.5 Types of Joints 28
4.6 Fillet Welds 30
4.7 Typical Defects Due to FaultyTechnique 32
5.0 General Welding Information 34
5.1 Recommended Welding Parameters for MIG/MAG 34
6.0 Correct Application Techniques 35
7.0 Package Contents 37
8.0 Installation 38
8.1 Installation for MIG/MAG process 38
8.2 Installation for MIG/MAG set up with OPTIONAL spool gun 38
8.3 Installation for TIG setup 39
8.4 Installation for MMA process 39
9.0 Control panels 40
9.1 Polarity selection 40
10.0 Operation 41
10.1 Starting up 41
10.2 Operation instruction under MIG mode 41
10.3 Operation instruction under LIFT TIG mode. 43
10.4 Operation instruction under MMA mode. 43
10.5 Error display 44
11.0 Troubleshooting and Fault Finding 46
11.1 TIG/MMA functions 46
11.2 MIG/MAG functions 48
12.0 Periodic Maintenance 50
12.1 Power Source 50
13.0 Technical Specications 51
14.0 Warranty Information 52
14.1 Terms of Warranty 52
14.2 Limitations on Warranty 52
14.3 Warranty Period 52
14.4 Warranty Repairs 52
3BOC Smootharc 180 Multiprocess operating manual

1.0 Recommended Safety Guidelines
andPrecautions
Some safety precautions BOC
recommends are as follows:
• Repair or replace defective cables immediately.
• Never watch the arc except through
lenses of the correct shade.
• In conned spaces, adequate ventilation
and constant observation are essential.
• Leads and cables should be kept clear
of passageways.
• Keep re extinguishing equipment at a handy location
in the workshop.
• Keep primary terminals and live parts eectively covered.
• Never strike an arc on any gas cylinder.
• Never use oxygen for venting containers.
Diagram and safety explanation
Electrical safety alert
Welding electrode causing electric shock
Fumes and gases coming from welding process
Welding arc rays
Read instruction manual
Become trained
Wear dry, insulated gloves
Insulate yourself from work and ground
Disconnect input power before working on equipment
Keep head out of fumes
Use forced ventilation or local exhaust to remove fumes
Use welding helmet with correct shade of lter
4BOC Smootharc 180 Multiprocess operating manual

5BOC Smootharc 180 Multiprocess operating manual
1.1 Health Hazard Information
The actual process of welding is one that can cause a variety of hazards.
All appropriate safety equipment should be worn at all times, i.e.
headwear, hand and body protection. Electrical equipment should be
used in accordance with the manufacturer’s recommendations.
Eyes
The process produces ultra violet rays that can injure and cause
permanent damage. Fumes can cause irritation.
Skin
Arc rays are dangerous to uncovered skin.
Inhalation
Welding fumes and gases are dangerous to the health of the operator
and to those in close proximity. The aggravation of pre-existing
respiratory or allergic conditions may occur in some workers. Excessive
exposure may cause conditions such as nausea, dizziness, dryness and
irritation of eyes, nose and throat.
1.2 Personal Protection
Respiratory
Conned space welding should be carried out with the aid of a fume
respirator or air supplied respirator as per AS/NZS 1715 and AS/NZS
1716 Standards.
• You must always have enough ventilation in conned spaces. Be alert
to this at all times.
• Keep your head out of the fumes rising from the arc.
• Fumes from the welding of some metals could have an adverse eect
on your health. Don’t breathe them in. If you are welding on material
such as stainless steel, nickel, nickel alloys or galvanised steel,
further precautions are necessary.
• Wear a respirator when natural or forced ventilation is insucient.
Eye protection
A welding helmet with the appropriate welding lter lens for the
operation must be worn at all times in the work environment. The
welding arc and the reecting arc ash gives out ultraviolet and infrared
rays. Protective welding screen and goggles should be provided for
others working in the same area.
Recommended lter shades for arc welding
Less than 150 amps Shade 10*
150 to 250 amps Shade 11*
250 to 300 amps Shade 12
300 to 350 amps Shade 13
Over 350 amps Shade 14
*Use one shade darker for aluminium.
Clothing
Suitable clothing must be worn to prevent excessive exposure to UV
radiation and sparks. An adjustable helmet, ameproof loose-tting
cotton clothing buttoned to the neck, protective leather gloves, spats,
apron and steel capped safety boots are highly recommended.

6BOC Smootharc 180 Multiprocess operating manual
Cylinder safety diagram
1Cylinder valve hand-wheel
2Back-plug
3Bursting disc
Ten points about cylinder safety
1Read labels and Material Safety Data Sheet (MSDS) before use
2Store upright and use in well ventilated, secure areas away
from pedestrian or vehicle thoroughfare
3Guard cylinders against being knocked violently or being
allowed to fall
4Wear safety shoes, glasses and gloves when handling and
connecting cylinders
5Always move cylinders securely with an appropriate trolley.
Take care not to turn the valve on when moving a cylinder
6Keep in a cool, well ventilated area, away from heat sources,
sources of ignition and combustible materials, especially
ammable gases
7Keep full and empty cylinders separate
8Keep ammonia-based leak detection solutions, oil and grease
away from cylinders and valves
9Never use force when opening or closing valves
10 Don’t repaint or disguise markings and damage. If damaged,
return cylinders to BOC immediately
Cylinder valve safety
When working with cylinders or operating cylinder valves, ensure
that you wear appropriate protective clothing – gloves, boots and
safetyglasses.
When moving cylinders, ensure that the valve is not accidentally opened
in transit.
Before operating a cylinder valve
Ensure that the system you are connecting the cylinder into is suitable
for the gas and pressureinvolved.
Ensure that any accessories (such as hoses attached to the cylinder
valve, or the system being connected to) are securely connected. Ahose,
for example, can potentially ail around dangerously if it is accidentally
pressurised when not restrained at both ends.
Stand to the side of the cylinder so that neither you nor anyone else is
in line with the back of the cylinder valve. This is in case a back-plug
is loose or a bursting disc vents. The correct stance is shown in the
diagramabove.
When operating the cylinder valve
Open it by hand by turning the valve hand-wheel anti-clockwise. Use
only reasonable force.
Ensure that no gas is leaking from the cylinder valve connection or
the system to which the cylinder is connected. DO NOT use ammonia-
based leak detection uid as this can damage the valve. Approved leak
detection uid, can be obtained from a BOC Gas & Gear centre.
When nished with the cylinder, close the cylinder valve by hand
by turning the valve hand-wheel in a clockwise direction. Use only
reasonable force.
Remember NEVER tamper with the valve.
If you suspect the valve is damaged, DONOT use it. Report the issue to
BOC and arrange for the cylinder to be returned to BOC.
Back view of typical cylinder valve.
1
2
3
Operator wearing personal
protective equipment (PPE)
in safe position.

7BOC Smootharc 180 Multiprocess operating manual
1.3 Electrical shock
• Never touch ‘live’ electrical parts.
• Always repair or replace worn or damagedparts.
• Disconnect power source before performingany maintenance
orservice.
• Earth all work materials.
• Never work in moist or damp areas.
Avoid electric shock by:
• Wearing dry insulated boots.
• Wearing dry leather gloves.
• Working on a dry insulated oor where possible.
1.4 User Responsibility
• Read the Operating Manual prior to installation of this machine.
• Unauthorised repairs to this equipment may endanger the technician
and operator and will void your warranty. Only qualied personnel
approved by BOC should perform repairs.
• Always disconnect mains power before investigating
equipmentmalfunctions.
• Parts that are broken, damaged, missing or worn should be
replacedimmediately.
• Equipment should be cleaned periodically.
BOC stock a huge range of personal protective equipment. This combined
with BOC’s extensive Gas and Gear network ensures fast, reliable service
throughout the South Pacic.
STOP
PLEASE NOTE that under no circumstances should any
equipment or parts be altered or changed in any way from the
standard specication without written permission given by
BOC. To do so, will void the EquipmentWarranty.
Further information can be obtained from Welding Institute of Australia
(WTIA) Technical Note No.7.
Health and Safety Welding
Published by WTIA,
PO Box 6165 Silverwater NSW 2128
Phone (02) 9748 4443

2.0 MIG/MAG Operating Manual
8BOC Smootharc 180 Multiprocess operating manual
2.1 Introduction to Metal Inert Gas(MIG)
& Metal Active Gas (MAG)
MIG/MAG welding embraces a group of arc welding processes in which
a continuous electrode (the wire) is fed by powered feed rolls (wire
feeder) into the weld pool. An electric arc is created between the tip of
the wire and the weld pool. The wire is progressively melted at the same
speed at which it is being fed and forms part of the weld pool. Both the
arc and the weld pool are protected from atmospheric contamination by
a shield of inert (non-reactive) gas, which is delivered through a nozzle
that is concentric with the welding wire guide tube.
Operation
MIG/MAG welding is usually carried out with a handheld torch as a semi-
automatic process. The MIG/MAG process can be suited to a variety of
job requirements by choosing the correct shielding gas, electrode (wire)
size and welding parameters. Welding parameters include the voltage,
travel speed, arc (stick-out) length and wire feed rate. The arc voltage
and wire feed rate will determine the ller metal transfer method.
This application combines the advantages of continuity, speed,
comparative freedom from distortion and the reliability of automatic
welding with the versatility and control of manual welding. The process
is also suitable for mechanised set-ups, and its use in this respect
isincreasing.
MIG/MAG welding can be carried out using solid wire, ux cored, or a
copper-coated solid wire electrode. The shielding gas or gas mixture may
consist of the following:
• Argon (MIG)
• Carbon dioxide (MAG)
• Argon and carbon dioxide mixtures (MAG)
• Argon with oxygen mixtures (MAG)
• Argon with helium mixtures (MIG)
Each gas or gas mixture has specic advantages and limitations. Other
forms of MIG/MAG welding include using a ux-cored continuous
electrode and carbon dioxide shielding gas, or using self-shielding ux-
cored wire, requiring no shielding.
2.2 Introduction to Flux Cored
Arc Welding (FCAW)
How it Works
Flux-cored arc welding (FCAW) uses the heat generated by a DC electric
arc to fuse the metal in the joint area, the arc being struck between a
continuously fed consumable ller wire and the workpiece, melting both
the ller wire and the workpiece in the immediate vicinity. The entire arc
area is covered by a shielding gas, which protects the molten weld pool
from the atmosphere.
FCAW is a variant of the MIG/MAG process and while there are many
common features between the two processes, there are also several
fundamental dierences.
As with MIG/MAG, direct current power sources with constant voltage
output characteristics are normally employed to supply the welding
current. With ux-cored wires the terminal that the ller wire is
connected to depends on the specic product being used, some wires
running electrode positive, others running electrode negative. The work
return is then connected to the opposite terminal. It has also been found
that the output characteristics of the power source can have an eect on
the quality of the welds produced.
Typical MIG/MAG set up
Torch trigger
Welding wire
Weld
Weld pool
Torch
Shroud
Gas diuser
Contact tip
Shielding
Droplets

9BOC Smootharc 180 Multiprocess operating manual
The wire feed unit takes the ller wire from a spool, and feeds it
through the welding torch, to the arc at a predetermined and accurately
controlled speed. Normally, special knurled feed rolls are used with ux-
cored wires to assist feeding and to prevent crushing the consumable.
Unlike MIG/MAG, which uses a solid consumable ller wire, the
consumable used in FCAW is of tubular construction, an outer metal
sheath being lled with uxing agents plus metal powder. The ux ll is
also used to provide alloying, arc stability, slag cover, de-oxidation, and,
with some wires, gas shielding.
In terms of gas shielding, there are two dierent ways in which this may
be achieved with the FCAW process.
• Additional gas-shielding supplied from an external source, such as a
gas cylinder
• Production of a shielding gas by decomposition of uxing agents
within the wire, self-shielding
Gas shielded wires are available with either a basic or rutile ux ll,
while self-shielded wires have a broadly basic-type ux ll. The ux
ll dictates the way the wire performs, the properties obtainable, and
suitable applications.
Gas-shielded Operation
Many cored wire consumables require an auxiliary gas shield in the same
way that solid wire MIG/MAG consumables do. These types of wire are
generally referred to as ‘gas-shielded’.
Using an auxiliary gas shield enables the wire designer to concentrate
on the performance characteristics, process tolerance, positional
capabilities, and mechanical properties of the products.
In a ux cored wire the metal sheath is generally thinner than that of
a self-shielded wire. The area of this metal sheath surrounding the ux
cored wire is much smaller than that of a solid MIG/MAG wire. This
means that the electrical resistance within the ux cored wire is higher
than with solid MIG/MAG wires and it is this higher electrical resistance
that gives this type of wire some of its novel operating properties.
One often quoted property of uxed cored wires are their higher
deposition rates than solid MIG/MAG wires. What is often not explained
is how they deliver these higher values and whether these can be
utilised. For example, if a solid MIG/MAG wire is used at 250 amps,
then exchanged for a ux cored wire of the same diameter, and welding
power source controls are left unchanged, then the current reading
would be much less than 250 amps, perhaps as low as 220 amps. This
is because of Ohms Law that states that as the electrical resistance
increases if the voltage remains stable then the current must fall.
To bring the welding current back to 250 amps it is necessary to
increase the wire feed speed, eectively increasing the amount of
wire being pushed into the weld pool to make the weld. It is this aect
that produces the ‘higher deposition rates’ that the ux cored wire
manufacturers claim for this type of product. Unfortunately in many
instances the welder has diculty in utilising this higher wire feed speed
and must either increase the welding speed or increase the size of the
weld. Often in manual applications neither of these changes can be
implemented and the welder simply reduces the wire feed speed back
to where it was and the advantages are lost. However, if the process
is automated in some way then the process can show improvements in
productivity.
It is also common to use longer contact tip to workplace distances with
ux cored arc welding than with solid wire MIG/MAG welding and this
also has the eect of increasing the resistive heating on the wire further
accentuating the drop in welding current. Research has also shown
that increasing this distance can lead to an increase in the ingress of
Extended self shielded ux cored wire nozzle

10 BOC Smootharc 180 Multiprocess operating manual
nitrogen and hydrogen into the weld pool, which can aect the quality
of the weld.
Flux cored arc welding has a lower eciency than solid wire MIG/MAG
welding because part of the wire ll contains slag forming agents.
Although the eciency varies diers by wire type and manufacturer it is
typically between 75–85%.
Flux cored arc welding does, however, have the same drawback as solid
wire MIG/MAG in terms of gas disruption by wind, and screening is
always necessary for site work. It also incurs the extra cost of shielding
gas, but this is often outweighed by gains in productivity.
Self-shielded Operation
There are also self-shielded consumables designed to operate without
an additional gas shield. In this type of product, arc shielding is provided
by gases generated by decomposition of some constituents within the
ux ll. These types of wire are referred to as ‘self-shielded’.
If no external gas shield is required, then the ux ll must provide
sucient gas to protect the molten pool and to provide de-oxidisers and
nitride formers to cope with atmospheric contamination. This leaves less
scope to address performance, arc stabilisation, and process tolerance,
so these tend to suer when compared with gas shielded types.
Wire eciencies are also lower, at about 65%, in this mode of operation
than with gas-shielded wires. However, the wires do have a distinct
advantage when it comes to site work in terms of wind tolerance, as
there is no external gas shield to be disrupted.
When using self-shielded wires, external gas supply is not required and,
therefore, the gas shroud is not necessary. However, an extension nozzle
is often used to support and direct the long electrode extensions that
are needed to obtain high deposition rates.
2.3 Introduction to Metal Cored
Arc Welding (MCAW)
How it Works
Metal-cored arc welding (MCAW) uses the heat generated by a DC
electric arc to fuse metal in the joint area, the arc being struck between
a continuously fed consumable ller wire and the workpiece, melting
both the ller wire and the workpiece in the immediate vicinity. The
entire arc area is covered by a shielding gas, which protects the molten
weld pool from the atmosphere.
As MCAW is a variant of the MIG/MAG welding process there are many
common features between the two processes, but there are also several
fundamental dierences.
As with MIG/MAG, direct current power sources with constant voltage
output characteristics are normally employed to supply the welding
current. With metal-cored wires the terminal the ller wire is connected
to depends on the specic product being used, some wires designed
to run on electrode positive, others preferring electrode negative, and
some which will run on either. The work return lead is then connected
to the opposite terminal. Electrode negative operation will usually give
better positional welding characteristics. The output characteristics
of the power source can have an eect on the quality of the welds
produced.
The wire feed unit takes the ller wire from a spool or bulk pack, and
feeds it through the welding torch, to the arc at a predetermined and
accurately controlled speed. Normally, special knurled feed rolls are used
with metal-cored wires to assist feeding and to prevent crushing the
consumable.
Gas hose
Gas cylinder
Power source
Return cable
Continuous wire
Wire feed unit
Power cable
Torch conduit
Welding torch
Workpiece
Arc
Earth clamp
Process Schematic Diagram for MIG/MAG, FCAW and MCAW

11BOC Smootharc 180 Multiprocess operating manual
Unlike MIG/MAG, which uses a solid consumable ller wire, the
consumable used in MCAW is of tubular construction, an outer metal
sheath being lled entirely with metal powder except for a small amount
of non-metallic compounds. These are added to provide some arc
stability and de-oxidation.
MCAW consumables always require an auxiliary gas shield in the
same way that solid MIG/MAG wires do. Wires are normally designed
to operate in argon-carbon dioxide or argon-carbon dioxide-oxygen
mixtures or carbon dioxide. Argon rich mixtures tend to produce lower
fume levels than carbon dioxide.
As with MIG/MAG, the consumable ller wire and the shielding gas are
directed into the arc area by the welding torch. In the head of the torch,
the welding current is transferred to the wire by means of a copper alloy
contact tip, and a gas diuser distributes the shielding gas evenly around
a shroud which then allows the gas to ow over the weld area. The
position of the contact tip relative to the gas shroud may be adjusted to
limit the minimum electrode extension.
Modes of metal transfer with MCAW are very similar to those obtained
in MIG/MAG welding, the process being operable in both ‘dip transfer’
and ‘spray transfer’ modes. Metal-cored wires may also be used in
pulse transfer mode at low mean currents, but this has not been widely
exploited.
2.4 Modes of metal transfer
The mode or type of metal transfer in MIG/MAG and MCAW welding
depends upon the current, arc voltage, electrode diameter and type of
shielding gas used. In general, there are four modes of metal transfer.
Modes of metal transfer with FCAW are similar to those obtained in MIG/
MAG welding, but here the mode of transfer is heavily dependent on the
composition of the ux ll, as well as on current and voltage.
The most common modes of transfer in FCAW are:
• Dip transfer
• Globular transfer
• Spray transfer
• Pulsed arc transfer operation has been applied to ux-cored wires
but, as yet, is not widely used because the other transfer modes are
giving users what they require, in most cases.
Dip Transfer
Also known as short-circuiting arc or short-arc, this is an all-positional
process, using low heat input. The use of relatively low current and arc
voltage settings cause the electrode to intermittently short-circuit with
the weld pool at a controlled frequency. Metal is transferred by the wire
tip actually dipping into the weld pool and the short-circuit current is
sucient to allow the arc to be re-established. This short-circuiting mode
of metal transfer eectively extends the range of MIG/MAG welding to
lower currents so thin sheet material can readily be welded. The low
heat input makes this technique well-suited to the positional welding
of root runs on thick plate, butt welds for bridging over large gaps and
for certain dicult materials where heat input is critical. Each short-
circuit causes the current to rise and the metal fuses o the end of the
electrode. A high short-circuiting frequency gives low heat input. Dip
transfer occurs between ±70-220A, 14–23 arc volts. It is achieved using
shielding gases based on carbon dioxide and argon.
Metal-cored wires transfer metal in dip mode at low currents just like
solid MIG/MAG wires. This transfer mode is used for all positional work
with these types of wire.
1 2 63 4 5
Time
Short circuit cycle Arcing cycle
Current (A)
Voltage (V)
1Short circuit
2Necking
3Arc re-ignition
4Arc established
5Arc gap shortens
6Short circuit
Schematic of Dip Transfer

12 BOC Smootharc 180 Multiprocess operating manual
Globular Transfer
Metal transfer is controlled by slow ejection resulting in large,
irregularly-shaped ‘globs’ falling into the weld pool under the action
of gravity. Carbon dioxide gas drops are dispersed haphazardly. With
argon-based gases, the drops are not as large and are transferred in
a more axial direction. There is a lot of spatter, especially in carbon
dioxide, resulting in greater wire consumption, poor penetration and
poor appearance. Globular transfer occurs between the dip and spray
ranges. This mode of transfer is not recommended for normal welding
applications and may be corrected when encountered by either
decreasing the arc voltage or increasing the amperage. Globular transfer
can take place with any electrode diameter.
Basic ux-cored wires tend to operate in a globular mode or in a
globular-spray transfer mode where larger than normal spray droplets
are propelled across the arc, but they never achieve a true spray
transfer mode. This transfer mode is sometimes referred to as non-axial
globulartransfer.
Self-shielded ux-cored wires operate in a predominantly globular
transfer mode although at high currents the wire often ‘explodes’ across
the arc.
Spray Transfer
In spray transfer, metal is projected by an electromagnetic force from
the wire tip in the form of a continuous stream of discrete droplets
approximately the same size as the wire diameter. High deposition
rates are possible and weld appearance and reliability are good. Most
metals can be welded, but the technique is limited generally to plate
thicknesses greater than 6mm. Spray transfer, due to the tendency of
the large weld pool to spill over, cannot normally be used for positional
welding. The main exception is aluminium and its alloys where, primarily
because of its low density and high thermal conductivity, spray transfer
in position can be carried out.
The current ows continuously because of the high voltage maintaining
a long arc and short-circuiting cannot take place. It occurs best with
argon-based gases.
In solid wire MIG/MAG, as the current is increased, dip transfer passes
into spray transfer via a transitional globular transfer mode. With metal-
cored wires there is virtually a direct transition from dip transfer to spray
transfer as the current is increased.
For metal cored wire spray transfer occurs as the current density
increases and an arc is formed at the end of the ller wire, producing
a stream of small metal droplets. Often the outside sheath of the wire
will melt rst and the powder in the centre ows as a stream of smaller
droplet into the weld pool. This eect seems to give much better transfer
of alloying elements into the weld.
In spray transfer, as the current density increases, an arc is formed at
the end of the ller wire, producing a stream of small metal droplets. In
solid wire MIG/MAG this transfer mode occurs at higher currents. Flux-
cored wires do not achieve a completely true spray transfer mode but a
transfer mode that is almost true spray may occur at higher currents and
can occur at relatively low currents depending on the composition of
theux.
Rutile ux-cored wires will operate in this almost-spray transfer mode, at
all practicable current levels. They are also able to operate in this mode
for positional welding too. Basic ux-cored and self-shielded ux-cored
wires do not operate in anything approaching true spray transfer mode.
Large droplet Splatter
Workpiece
Gas shroud
Wire
Shielding gas
Droplets
Weld
Workpiece
Schematic of Globular Transfer Schematic of Spray Transfer

13BOC Smootharc 180 Multiprocess operating manual
Typical Metal Transfer Mode
Process
Dip
Transfer
Globular
Transfer Spray Transfer
Metal Inert Gas (MIG)
Metal Active Gas (MAG)
Flux Cored (Gas Shielded) *
Flux Cored (Self Shielded)
Metal Cored
* Not True Spray
Pulsed Transfer
Pulsed arc welding is a controlled method of spray transfer, using
currents lower than those possible with the spray transfer technique,
thereby extending the applications of MIG/MAG welding into the range
of material thickness where dip transfer is not entirely suitable. The
pulsed arc equipment eectively combines two power sources into one
integrated unit. One side of the power source supplies a background
current which keeps the tip of the wire molten. The other side produces
pulses of a higher current that detach and accelerate the droplets of
metal into the weld pool. The transfer frequency of these droplets is
regulated primarily by the relationship between the two currents. Pulsed
arc welding occurs between ±50-220A, 23–35 arc volts and only with
argon and argon-based gases. It enables welding to be carried out in all
positions.
2.5 Fundamentals of MIG/MAG, FCAW and MCAW
Welding Technique
Successful welding depends on the following factors:
1 Selection of correct consumables
2 Selection of the correct power source
3 Selection of the correct polarity on the power source
4 Selection of the correct shielding gas
5 Selection of the correct application techniques
aCorrect angle of electrode to work
bCorrect electrical stickout
cCorrect travel speed
6 Selection of the welding preparation
Selection of Correct Consumable
Chemical composition
As a general rule the selection of a wire is straightforward, in that it
is only a matter of selecting an electrode of similar composition to
the parent material. It will be found, however, that there are certain
applications that electrodes will be selected on the basis of its
mechanical properties or level of residual hydrogen in the weldmetal.
Solid MIG/MAG wires are all considered to be of the 'low Hydrogen type'
consumables.
The following table gives a general overview of the selection of some of
the BOC range of MIG/MAG wires for the most common materials.
Common Materials Welded with BOC MIG Wire
Material BOC MIG Wire
AS2074 C1,C2,C3,C4-1,C4-2,C5,C6 BOC Mild Steel MIG Wire
AS/NZS1163 C250 BOC Mild Steel MIG Wire
AS/NZS3678 200,250,300 BOC Mild Steel MIG Wire
ASTM A36,A106 BOC Mild Steel MIG Wire
Stainless Steel
Grade 304/L BOC Stainless Steel 308LSi
Grade 309 BOC Stainless Steel 309LSi
Grade 316/L BOC Stainless Steel 316LSi
Physical condition
Surface condition
The welding wire must be free from any surface contamination including
mechanical damage such as scratch marks.
A simple test for checking the surface condition is to run the wire
through a cloth that has been dampened with acetone for 20 secs. If a
14 BOC Smootharc 180 Multiprocess operating manual
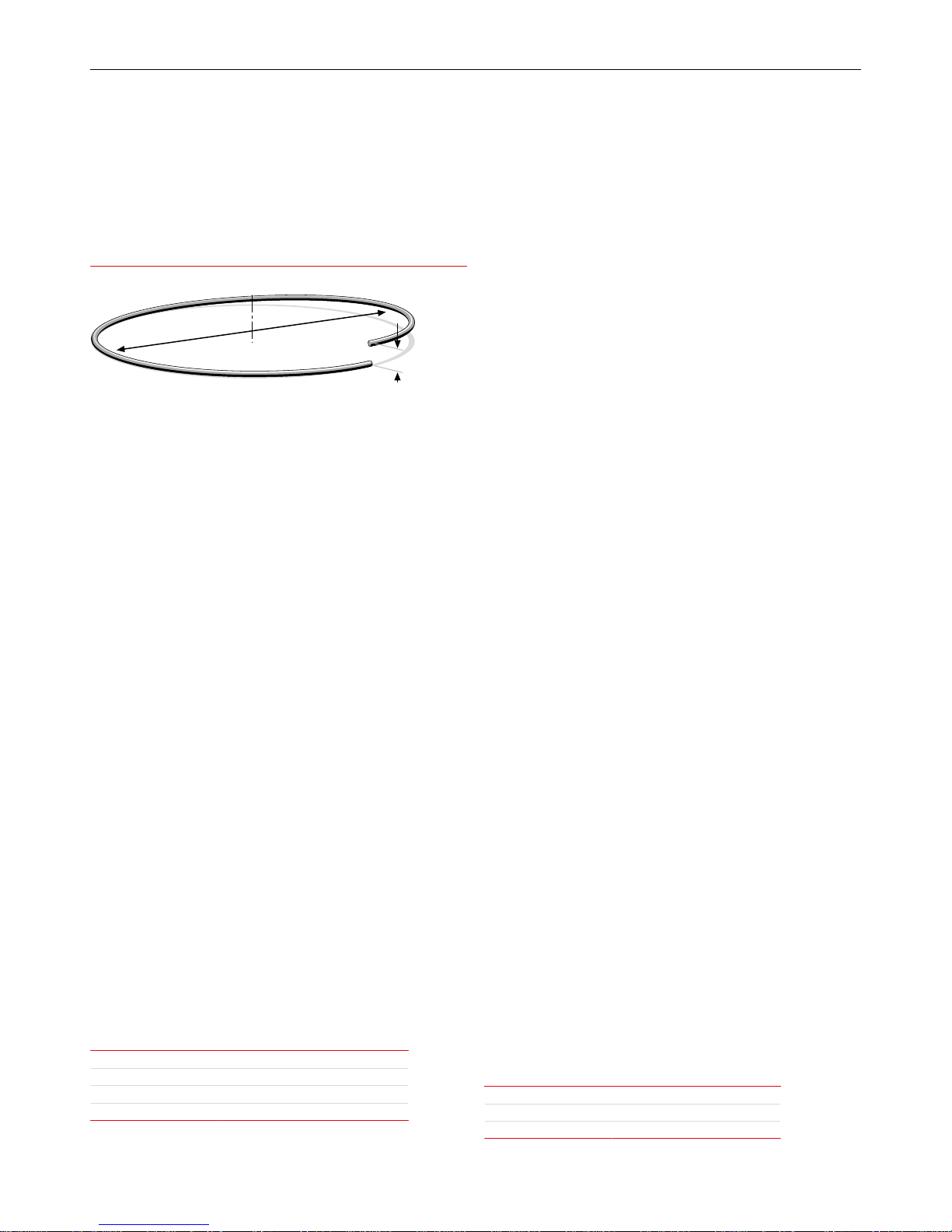
Cast
Helix
Cast – Diameter of the circle
Helix – Vertical height
Cast and Helix
black residue is found on the cloth the surface of the wire is not properly
cleaned.
Cast and Helix
The cast and helix of the wire has a major inuence on the feedability of
MIG/MAG wire.
If the cast is too large the wire will move in an upward direction from the
tip when welding and if too small the wire will dip down from the tip.
The result of this is excessive tip wear and increased wear in the liners.
If the helix is too large the wire will leave the tip with a corkscrew eect.
Selection of the Correct Power Source
Power sources for MIG/MAG welding is selected on a number of dierent
criteria, including:
1 Maximum output of the machine
2 Duty cycle
3 Output control (voltage selection, wire feed speed control)
4 Portability
The following table gives an indication of the operating amperage for
dierent size wires.
Wire Size Amperage Range (A)
0.8mm 60–180
0.9mm 70–250
1.0 mm 90–280
1.2 mm 120–340
Selection of the Correct Polarity on the Power Source
Many power sources are tted with an optional reverse polarity dinse
connector.
To achieve the optimum welding it is important to adhere to the
consumable manufacturer's instruction to select the polarity.
As a general rule all solid and metal cored wires are welded on electrode
positive. (Work return lead tted to the negative connector.)
Some grades of self shielded ux cored wires (i.e. E71T-11, E71T-GS etc)
needs to be welded on electrode negative. (Work return lead tted to
the positive connector.)
Selection of the Correct Shielding Gas
The selection of the shielding gas has a direct inuence on the
appearance and quality of the weldbead.
The thickness of the material to be welded will determine the type of
shielding gas that has to be selected. As a general rule the thicker the
material (C-Mn and Alloy steels) are the higher the percentage of CO2in
the shielding gas mixture.
Dierent grades of shielding are required for materials such as stainless
steel, aluminium and copper.
The following table gives an indication of the most common shielding
gases used for Carbon Manganese and alloy steel.
Material thickness Recommended shielding gas
1–8mm Argoshield Light
5–12mm Argoshield Universal
>12mm Argoshield Heavy

15BOC Smootharc 180 Multiprocess operating manual
More detailed selection charts, including recommendations for welding
parameters (voltage, amperage, electrical stickout, travelspeed and
gasow rate) can be found in the following pages.
2.6 4T/2T Trigger Latch Selection
On all MIG machines there is no current or wire feed until the trigger
on the torch is depressed. If a welder is doing a lot of welding then he
has to hold the trigger down for long periods of time and may cause
discomfort. This is can be similar to repetitive strain injury (RSI) that has
become a very popular topic for compensation by oce workers.
On all machines a special function called 2T and 4T is available. Also
referred to as trigger latching, this special feature allows the operator to
relax the trigger after rst depressing it, the gas shielding to start before
the welding commences. This feature is of particular importance as it
ensures that the weld will have adequate gas shielding to eliminate the
risk of oxidisation (contaminants) causing a defective weld. (Remember,
adefective weld may not be detected by a visual inspection.)
The 2T/4T function also allows for the shielding gas to continue after the
weld has nished and cooled. This eliminates the risk of oxidation while
the weld is still in its molten state. This is particularly important when
welding stainless steel materials.

3.0 Gas tungsten arc welding (GTAW/TIG)
16 BOC Smootharc 180 Multiprocess operating manual
3.1 Introduction
The Tungsten Inert Gas, or TIG process, uses the heat generated by an
electric arc struck between a non-consumable tungsten electrode and
the workpiece to fuse metal in the joint area and produce a molten
weld pool. The arc area is shrouded in an inert or reducing gas shield to
protect the weld pool and the non-consumable electrode. The process
may be operated autogenously, that is, without ller, or ller may be
added by feeding a consumable wire or rod into the established weld
pool.
3.2 Process
Direct or alternating current power sources with constant current output
characteristics are normally employed to supply the welding current.
For DC operation the tungsten may be connected to either output
terminal, but is most often connected to the negative pole. The output
characteristics of the power source can have an eect on the quality of
the welds produced.
Shielding gas is directed into the arc area by the welding torch and a
gas lens within the torch distributes the shielding gas evenly over the
weld area. In the torch the welding current is transferred to the tungsten
electrode from the copper conductor. The arc is then initiated by one of
several methods between the tungsten and the workpiece.
Schematic of the TIG welding process
Tungsten electrode
Collet
Workpiece
Shielding gas
Arc
TIG ller rod
Weld pool

3.3 Process variables
Process variable Explanation Usage
DCEN
Narrow bead,
deeppenetration
Nozzle
Ions Electrons
When direct-current electrode-negative (straight polarity)
is used:
• Electrons strike the part being welded at a highspeed
• Intense heat on the base metal is produced
• The base metal melts very quickly
• Ions from the inert gas are directed towards the
negative electrode at a relatively slow rate
• Direct current with straight polarity does not require
post-weld cleaning to remove metaloxides
For a given diameter of tungsten electrode, higher
amperage can be used with straight polarity. Straight
polarity is used mainly for welding:
• Carbon steels
• Stainless steels
• Copper alloys
The increased amperage provides:
• Deeper penetration
• Increased welding speed
• A narrower, deeper, weld bead
DCEP
Wide bead,
shallowpenetration
Nozzle
Ions Electrons
The DCEP (reverse polarity) are dierent from the DCEN in
followingways:
• High heat is produced on the electrode rather on the
base metal
• The heat melts the tungsten electrode tip
• The base metal remains relatively cool compared to sing
straight polarity
• Relatively shallow penetration is obtained
• An electrode whose diameter is too large will reduce
visibility and increase arc instability
• Intense heat means a larger diameter of electrode must
be used with DCEP
• Maximum welding amperage should be relatively low
(approximately six times lower than with DCEN)
17BOC Smootharc 180 Multiprocess operating manual

3.4 Shielding gas selection
Material Shielding gas Benets
Brass Argon Stable arc
Low fume
Cobalt-based alloys Argon Stable and easy to control arc
Copper-nickel
(Monel)
Argon Stable and easy to control arc
Can be used for copper-nickel
to steel
Deoxised copper Helium Increased heat input
Stable arc
Good penetration
Helium(75%)
/Argon(25%)
Stable arc
Lower penetration
Nickel alloys
(Inconel)
Argon Stable arc
Manual operation
Helium High speed automated
welding
Steel Argon Stable arc
Good penetration
Helium High speed automatic welding
Deeper penetration
Small concentrated HAZ
Magnesium alloys Argon Used with continuous high
frequency AC
Good arc stability
Good cleaning action
Stainless steel Argon Good penetration
Good arc stability
Helium Deeper penetration
Titanium Argon Stable arc
Helium High speed welding
3.5 Welding wire selection
The following table includes the recommended welding consumable for
the most commonly weldedmaterials.
Base material BOC Consumable
C-Mn and low carbon steels BOC Mild steel TIG wire
Low Alloy steels
1.25Cr/0.5Mo Comweld CrMo1
2.5Cr/1Mo Comweld CrMo2
Stainless Steel
304/304L Proll 308
316/316L Proll 316
309/309-C-Mn Proll 309
321/Stabilised grades Proll 347
Filler rod diameter (mm) Thickness of metal (mm)
20.5– 2
32– 5
45– 8
4 or 5 8– 12
5 or 6 12 or more
18 BOC Smootharc 180 Multiprocess operating manual

3.6 Tungsten electrode selection
Base metal type
Thickness
range Desired results
Welding
current Electrode type Shielding gas Tungsten performance characteristics
Copper alloys,
Cu-NI alloys and
Nickelalloys
All General purpose DCSP 2% Thoriated
(EW-Th2)
75% Argon/
25% Helium
Best stability at medium currents. Good arc
starts
Medium tendency to spit
Medium erosion rate
2% Ceriated
(EW-Ce2)
75% Argon/
25% Helium
Low erosion rate. Wide current range. AC or
DC. No spitting. Consistent arc starts
Good stability
Only thick
sections
Increase
penetration or
travel speed
DCSP 2% Ceriated
(EW-Ce2)
75% Argon/
25% Helium
Low erosion rate. Wide current range. AC or
DC. No spitting. Consistent arc starts
Good stability
Mild Steels,
Carbon Steels,
Alloy Steels,
StainlessSteels
and Titanium
alloys
All General purpose DCSP 2% Thoriated
(EW-Th2)
75% Argon/
25% Helium
Best stability at medium currents. Good arc
starts
Medium tendency to spit
Medium erosion rate
2% Ceriated
(EW-Ce2)
75% Argon/
25% Helium
Low erosion rate. Wide current range. AC or
DC. No spitting Consistent arc starts
Good stability
2% Lanthanated
(EWG-La2)
75% Argon/
25% Helium
Lowest erosion rate. Widest current range on
DC. No spitting. Best DC arc starts and stability
Only thick
sections
Increase
penetration or
travel speed
DCSP 2% Ceriated
(EW-Ce2)
75% Argon/
25% Helium
Low erosion rate. Wide current range. No
spitting. Consistent arc starts. Good stability
2% Lanthanated
(EWG-La2)
Helium Lowest erosion rate. Highest current range. No
spitting. Best DC arc starts and stability
19BOC Smootharc 180 Multiprocess operating manual

Tungsten tip preparation
= Diameter
Taper length
2–3x Dia
Flat
1/4–1/2x Dia
DCSP (EN) or DCRP (EP)
Max.ball
1x Dia
ACHP General Purpose
Ball tip by arcing on clean metal at low current DCRP (EP) then slowly
increase current to form the desired ball diameter. Return setting to AC.
Tungsten grinding
Shape by grinding longitudinally (never
radially). Remove the sharp point to
leave a truncated point with a at
spot. Diameter of at spot determines
amperage capacity (See below). The
included angle determines weld bead
shape and size. Generally, as the
included angle increases, penetration
increases and bead width decreases.
Use a medium (60 grit or ner)
aluminium oxidewheel.
Tungsten extension
General
purpose
3x Dia
Standard Parts
General
purpose
3x Dia
Maximum
6x Dia
Gas Lens Parts
(in draft free areas)
Tungsten electrode tip shapes and current ranges
Thoriated, ceriated, and lanthanated tungsten electrodes do not ball
as readily as pure or zirconiated tungsten electrodes, and as such are
typically used for DCSP welding. These electrodes maintain a ground
tip shape much better than the pure tungsten electrodes. If used on
AC, thoriated and lanthanated electrodes often spit. Regardless of the
electrode tip geometry selected, it is important that a consistent tip
conguration be used once a welding procedure is established. Changes
in electrode geometry can have a signicant inuence not only on the
weld bead width, depth of penetration, and resultant quality, but also on
the electrical characteristics of the arc. Below is a guide for electrode tip
preparation for a range of sizes with recommended current ranges.
Electrode
diameter (mm)
Diameter arc
tip (mm)
Constant
included angle,
(degrees)
Current range
(A)
1.0 0.125 12 2– 15
1.0 0.250 20 5– 30
1.6 0.500 25 8– 50
1.6 0.800 30 10– 70
2.3 0.800 35 12 –90
2.3 1.100 45 15 –150
3.2 1.100 60 20– 200
3.2 1.500 90 25– 250
20 BOC Smootharc 180 Multiprocess operating manual
Table of contents
Popular Welding System manuals by other brands

STEINEL PROFESSIONAL
STEINEL PROFESSIONAL HG Roof Information

BOC
BOC C-DW owner's manual

Hobart Welding Products
Hobart Welding Products EZ-TIG 165I owner's manual

Mweld
Mweld MW120mini-PRO instruction manual

ESAB
ESAB Warrior 500i CC instruction manual

Linz
Linz E2W10 Installation, operation and maintenance manual











