CAMPO DE TRABAJO
Tubo de cobre rígido y recocido DIN 1786 øs 12 a 28 mm: 1,5 mm pared.
Tubo de acero duro y blando DIN 2391, DIN 2393, DIN 2394; øs 12 a 28 mm x 2,5.
Tubo de acero DIN 2440 1/4” (14), 3/8” (18), 1/2 “ (22), 3/4 “ (28).
Tubo de acero inoxidable AISI 304-316 espesor hasta 1,5 mm øs 12 a 28 mm
Tubo de conducción eléctrica: 16-20-25-32 mm
INSTRUCCIONES DE SERVICIO
SPANISH
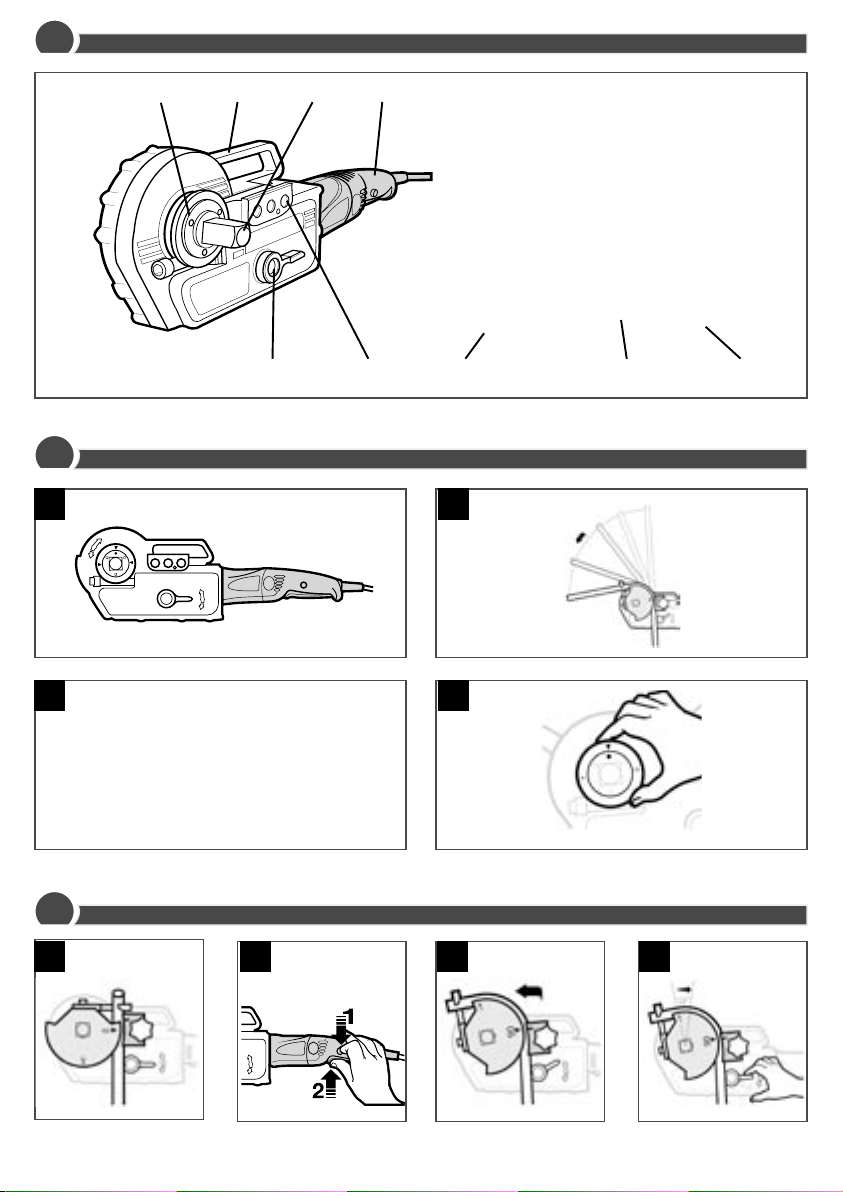
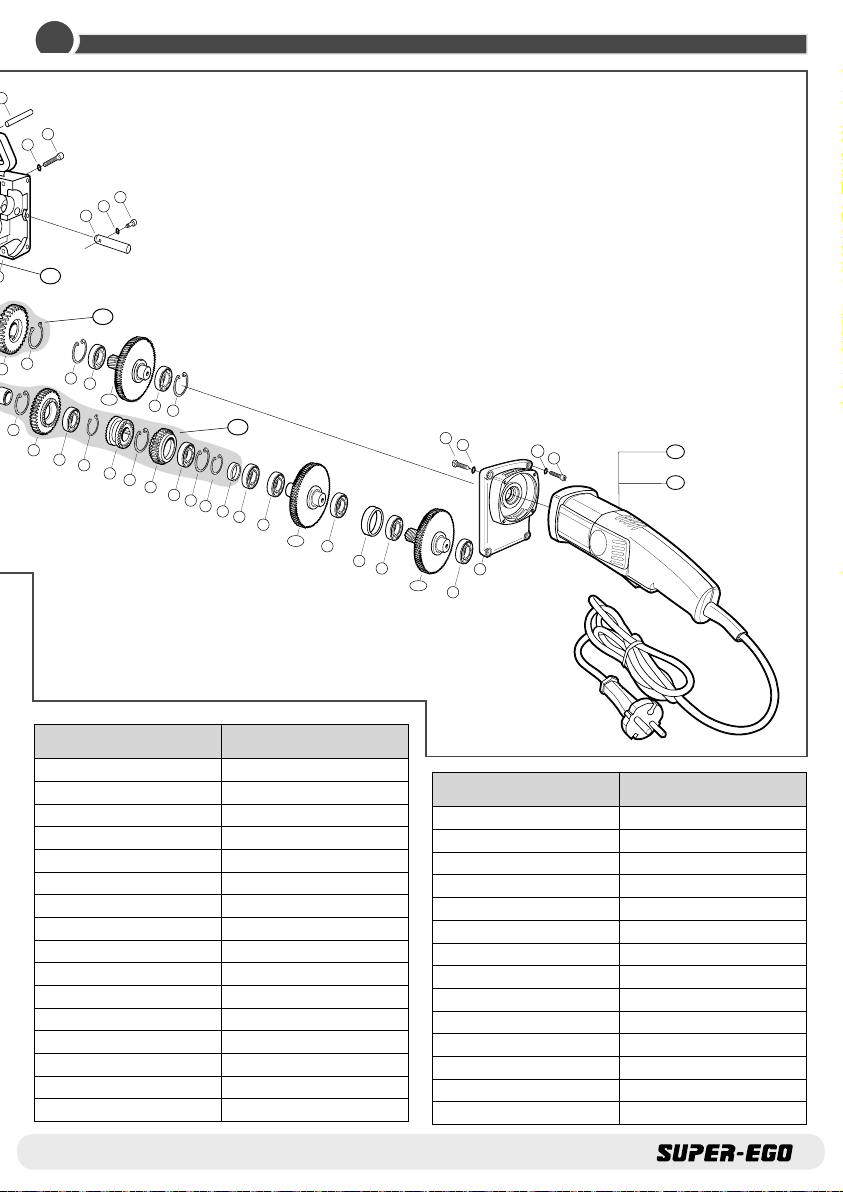
COMPONENTES DE LA MAQUINA (Ver figura A)
1. Motor
2. Palanca de inversión de marcha
3. Asidero
4. Alojamiento
5. Trípode
6. Galleta
7. Gancho de la galleta
8. Bulón de la máquina
9. Patín
10. Bulón de sujeción
11. Escala para curvados en serie
TECHNICAL CHARACTERISTICS
Capacidad de curvado: 12 – 32 mm
Tipo de curvado: 0º - 180º
Tipo de corriente: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Potencia absorbida: 1010 W (900W)
Interruptor de marcha: Sin bloqueo
Peso máquina: 13 kgs
Dimensiones máquina: 560 x 145 x 215 mm
Peso equipo (12, 15, 18 y 22 mm): 24 kgs
Dimensiones de la maleta: 590 x 430 x 200 mm
Nivel de ruido: 100 dBA
Lp: 87 db
Nivel de vibraciones: 5,9 m/s2
Preparación para la puesta en marcha
1. Posición de trabajo del operario (Ver figura B.1)
Por comodidad y seguridad la posición que aparece
reflejada en el dibujo sería la ideal para realizar el
proceso de curvado completo.
2. Area de rotación del tubo (Ver figura B.2)
El operario antes de comenzar el proceso de curvado
tiene que asegurarse que el área que describe el tubo
al curvarse esté libre de obstáculos, que no haya
ningún elemento ajeno que interfiera el curvado del
tubo.
3. Ejemplo de cables extensibles
Asegúrese que el cable sea lo más grueso y corto
posible. El cable extensible deberá ser de más de 15
Amp. y nunca sobrepasará los 30 metros de longitud.
4. Compruebe el estado del interruptor de
marcha
Asegúrese que el interruptor de marcha se
desbloquea automáticamente al desaparecer la
presión sobre él.
5. Utilización del trípode (opcional) (Ver figura B.3)
Montaje del trípode y acoplamiento de la máquina
curvadora.
6. Dispositivo para curvados en serie (Ver figura B.4)
La ROBEND® 3000 va provista de un dispositivo que
permite fijar el ángulo a curvar entre 0º y 180º. Para
ello aflojar la escala graduada que rodea el bulón de
la máquina y hacer coincidir el ángulo deseado con la
marca blanca interior. Ver figura. Una vez seleccionado
el ángulo volver a apretar los tornillos y proceder
como se indica en el capítulo de Puesta en Marcha.
Importante: no es aconsejable utilizar con tubos
superiores a ø 22 x 1,2 mm. Retirar las manos de las
partes móviles de la máquina durante el curvado.
Puesta en marcha
Antes de realizar cualquier operación
con la máquina asegúrese de leer las
instruccionesgenerales de seguridad y las de
preparación de la puesta en marcha.
Atencion: Para realizar cualquier curvado seguir
íntegramente las operaciones que se describen a
continuación.
1. Seleccionar el tubo que queremos curvar. Escoger la
galleta y el patín correspondiente a la medida elegida.
2. Introducir la galleta en el bulón de la máquina.
Poner el tubo en el hueco de la galleta y fijarlo con
el gancho. (Atención debe sobresalir 10 mm como
mínimo del gancho), poner el patín correspondiente y
fijarlo con el bulón de sujeción en su alojamiento.
3. Posición de inicio. Para comenzar a curvar el punto
“0” de la galleta tiene que coincidir con el punto
medio del patín. Ver figura C.A. Ahora estamos listos
para comenzar a curvar.
4. Curvado del tubo. Mover la palanca de inversión de
marcha en la posición accionar el interruptor del