10
Réglage
REMARQUE
Pour effectuer un étalonnage complet, l’alimentation M200 doit
être branchée sur une prise fournissant une tension de 200 à
230V.
REMARQUE
L’étalonnage de l’alimentation M200 doit être effectué dans
un environnement compatible avec l’utilisation de matériel
électrique et électronique destiné aux mesures, aux contrôles
et à un usage de laboratoire.
1. Vériez que la version 2.50 ou une version ultérieure du
logiciel de l’alimentation M200 est bien installée. Dans le
menu principal, sélectionnez Réglage. Sélectionnez l’onglet
Logiciel. Les informations concernant l’application doivent
indiquer qu’il s’agit de la version 2.5.0.0 ou d’une version
ultérieure.
2. Le mot de passe propriétaire est nécessaire pour activer
les fonctions d’étalonnage de l’intensité et de la tension
du courant. Pour entrer le mot de passe, sélectionnez
Mots de passe; pour plus d’informations sur les mots de
passe, reportez-vous au Manuel de l’utilisateur de l’unité
d’alimentation M200, MS-13-212. La vitesse de la tête à
souder peut être vériée quel que soit le niveau utilisateur.
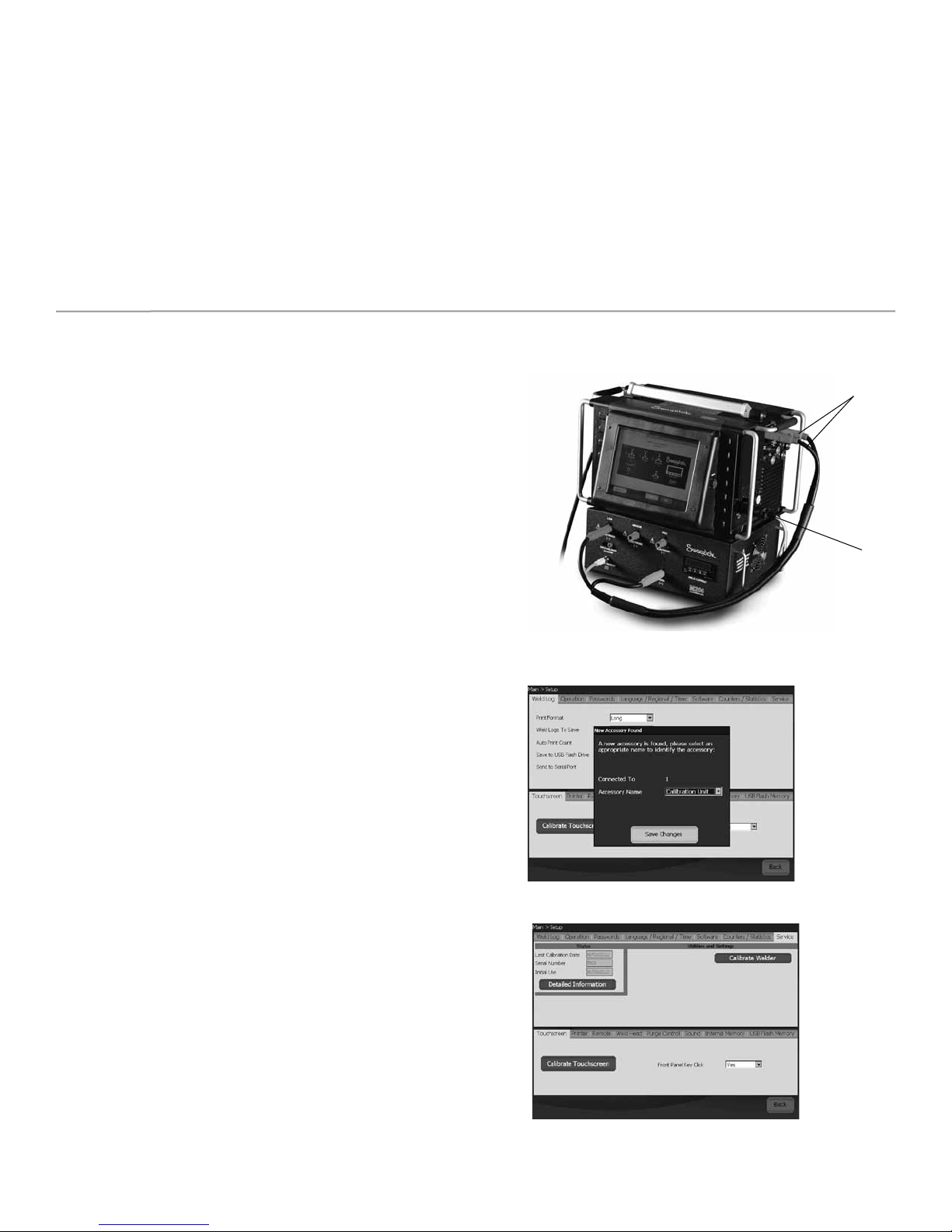
3. Raccordez le faisceau de câbles (entrée/sortie) et les câbles
de soudure à l’alimentation M200 et à l’unité d’étalonnage,
comme cela est indiqué sur la gure1.
Remarque: Effectuez un quart de tour dans le sens des
aiguilles d’une montre avec les connecteurs des
câbles de soudure.
4. Une boîte de dialogue s’afche sur l’écran de l’alimentation
M200. Assurez-vous que «Unité de calibration» est le nom
de l’accessoire gurant dans le menu déroulant. Appuyez sur
Sauvegarder les changements (Fig. 2).
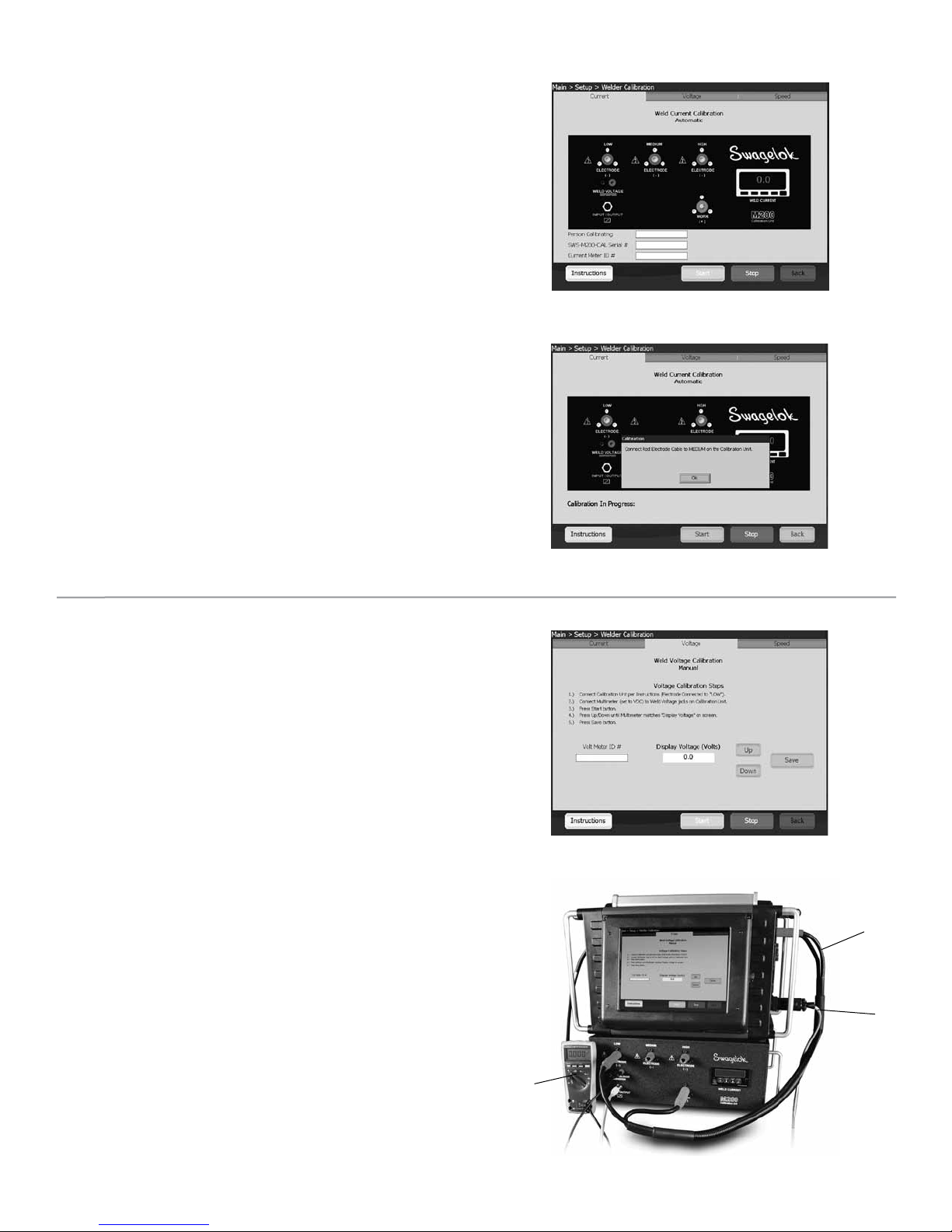
5. Sélectionnez l’onglet Maintenance, puis appuyez sur
Soudeur étalonné. Un message invitant à fournir des
informations s’afche à l’écran. Ces informations seront
utilisées dans le certicat optionnel disponible à la n du
processus d’étalonnage. Il n’est pas obligatoire de fournir
ces informations avant de procéder à l’étalonnage (Fig. 3).
Fig. 2 — Écran «Accessoire »
Fig. 3 — Onglet «Maintenance»
Mentions d’avertissement et symboles de
sécurité utilisés dans cette notice
MISE EN GARDE Indique une situation dangereuse qui, si
elle n’est pas évitée, peut entraîner des
blessures graves voire mortelles.
PRUDENCE Indique une situation dangereuse qui, si
elle n’est pas évitée, peut entraîner des
blessures légères ou modérées.
ATTENTION Indique une situation dangereuse qui, si elle
n’est pas évitée, peut endommager l’outil ou
provoquer d’autres dégâts matériels.
Symbole de sécurité indiquant un risque possible de
blessures corporelles.
Symbole de sécurité indiquant un risque possible de
blessures corporelles causées par un choc électrique.
Fig. 1 — Raccordements de réglage
Câble de
soudure
Faisceau
de câbles