3
DESCRIPTION
Merci de votre choix ! Afin de tirer le maximum de satisfaction de votre oste, veuillez lire avec attention ce qui suit :
Les PowerMig 400-4, PowerMig Twin 400-4 et PowerMig Generator 400W sont des ostes de soudure semi-
automatique « synergic » sur roues, ventilés our le soudage (MIG ou MAG). Ils sont recommandés our le soudage
des aciers, des inox, des aluminums. Leur réglage est sim le et ra ide grâce à leur fonction « vitesse de fil
synergique ». Ils fonctionnent sur une alimentation 400V tri hasée. Le PowerMig Twin 400-4 eut accueillir le
dévidoir sé aré SATELLITE 4R (ref. 034150) ; Pour fonctionner, le générateur PowerMig Generator 400W doit être
utilisé avec le dévidoir sé aré SATELLITE 4W uniquement. (ref. 034167)
ALIMENTATION ÉLECTRIQUE
Le courant effectif absorbé (I1eff) our les conditions d'utilisation maximales est indiqué sur l'a areil. Vérifier que
l'alimentation et ses rotections (fusible et/ou disjoncteur) sont com atibles avec le courant nécessaire en utilisation.
L'a areil doit être lacé de façon telle que la fiche de rise de courant soit accessible.
Ne as utiliser de rallonge ayant une section inférieure à 4 mm². Ces a areils sont livrés avec une rise 32A de
ty e CEE 7/7. Ils doivent être reliés à une rise 400V 3Ph. AVEC terre rotégée ar un disjoncteur 32A et un
différentiel 30mA.
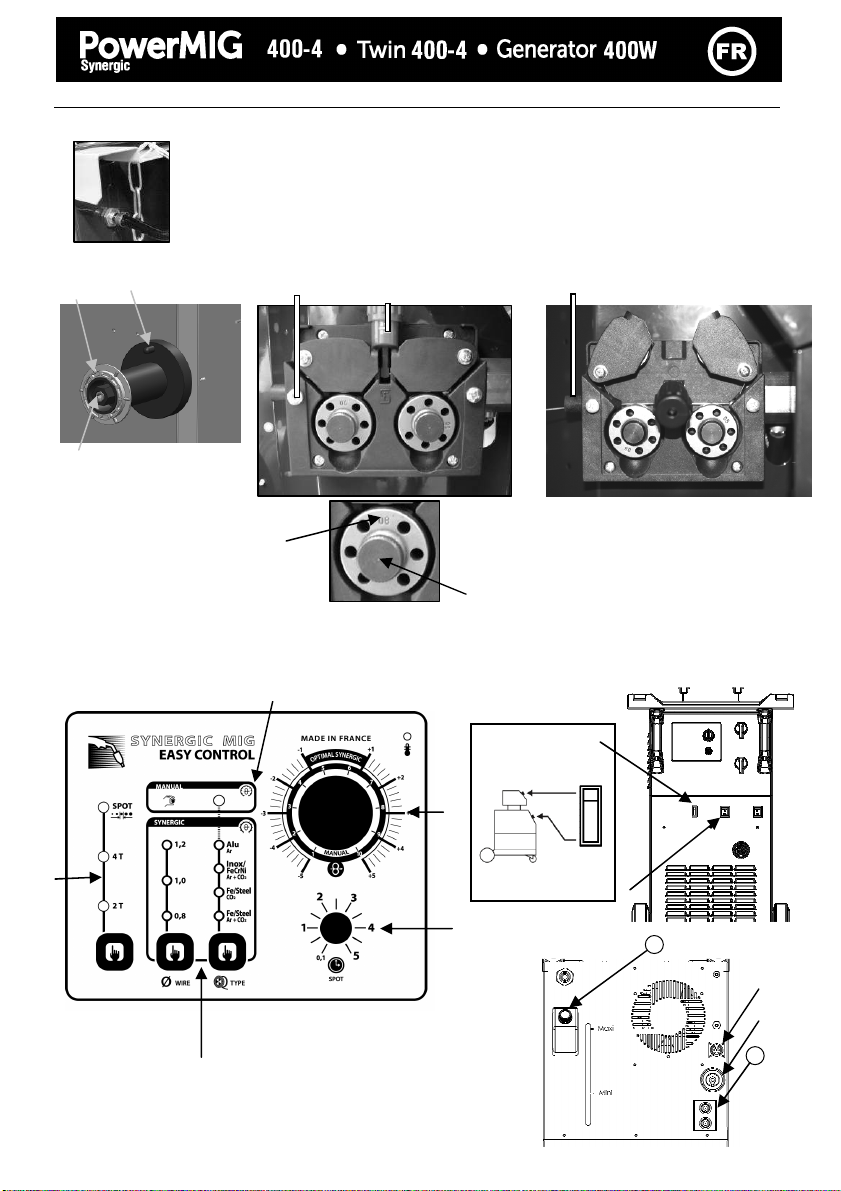
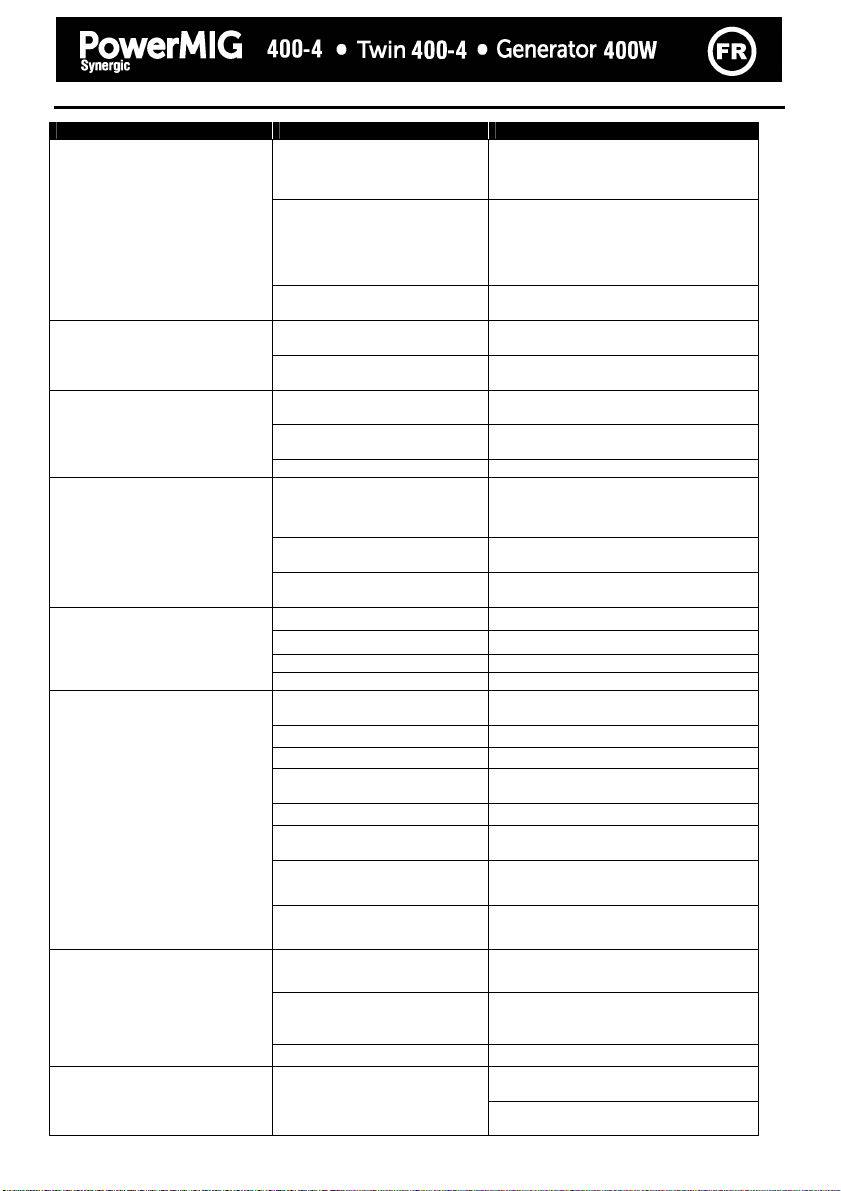
DESCRIPTION DU POSTE
① Interru teur marche – arrêt
② Réglage de uissance ar 2 commutateurs (2 et 7
ositions) ermet d’ajuster la tension de soudage en
sortie de générateur. Le réglage de tension de sortie
est ro ortionnel à l’é aisseur du matériau à souder.
(cf age 6)
③ Clavier de réglages des aramètres de soudage
(mode manuel ou automatique).
④ Raccords torche au standard euro éen.
⑤ Voyant de rotection thermique sur le clavier de
commande : signale une cou ure thermique lorsque
l’a areil est utilisé de façon intensive (cou ure de
lusieurs minutes).
⑥ Su ort torches avant
⑦ Câble d’alimentation (5m)
⑧ Sortie ince de masse.
⑨ Su ort bouteilles
(maxi une bouteille de 10m
3
).
⑩ Chaine de fixation our bouteilles.
Attention : bien ixer la bouteille
⑪ Su ort bobine Ø 200/300 mm.
⑫ Entrée gaz
⑬ Su ort cables arrière.
⑭Panneau arrière de connexion our dévidoir
sé aré (PowerMig Twin 400-4 et PowerMig
Generator 400W)
SOUDAGE SEMI-AUTOMATIQUE EN ACIER / INOX (MODE MAG)
Cet a areil eut souder du fil acier et inox de 0,8/1/1,2 et du 1,6mm occasionellement. (figure
⑮
)
Il est livré d’origine our fonctionner avec du fil Ø 1 mm en acier( galets Ø 0,8/1 acier/inox)
Lorsque vous utilisez du fil de diamètre 1 mm ; il convient d’utiliser une torche avec un tube contact de 1. Le galet
du moto-dévidoir est un galet réversible 0,8 / 1mm. Dans ce cas, le ositionner de telle façon à lire 1 mm sur le flanc
visible du galet.
L’utilisation en acier ou inox nécessite un gaz s écifique au soudage argon + CO
2
(Ar + CO
2
).La ro ortion de CO
2
varie selon l’utilisation. Pour le choix du gaz, demander conseil à un distributeur de gaz. Le débit de gaz en acier se
situe entre 10 et 20 L/min selon l’environnement et l’ex érience du soudeur.
Pour souder en 1,6mm, se munir de galets et d’une torche ada tés.
SOUDAGE SEMI-AUTOMATIQUE ALUMINIUM
Cet a areil eut souder du fil aluminium de 1 mm et 1,2 mm. (figure
⑯
)
Pour souder l’aluminium, il faut utiliser un gaz neutre: argon ur (Ar). Pour le choix du gaz, demander conseil à un
distributeur de gaz. Le débit du gaz se situe entre 15 et 25 L/min selon l’environnement et l’ex érience du soudeur.
Ci-dessous les différences entre l’utilisation soudage acier et soudage aluminium :
-La ression des galets resseurs du moto-dévidoir sur le fil : mettre un minimum de ression afin de ne as
écraser le fil.
-Tube ca illaire : retirer le tube ca illaire avant de connecter la torche aluminium avec une gaine en téflon.
-Torche : utiliser une torche s éciale alumimium. Cette torche ossède une gaine téflon afin de réduire les
frottements.
- NE PAS couper la gaine au bord du raccord ! cette gaine sert à guider le fil à artir des galets.
(cf schéma ⑯)
Tube contact : utiliser un tube contact SPECIAL aluminium corres ondant au diamètre du fil.