Wenn der Wulst zu groß wird oder der Belag zu stark
erhitzt, die Geschwindigkeit etwas erhöhen. Ein zu großer
Wulst führt zu einer unsauberen Nahtkante.
12/2009
Weldmaster
5
5.0 Anwendung
Der Schweißautomat eignet sich zur Nahtverschweißung bei
Bodenbelägen aus PVC, Linoleum, Polyolefin und Kautschuk.
Die zur Schweißung notwendige Lufttemperatur ist je nach
Material verschieden. Thermoplaste wie PVC oder Polyolefine
können mit maximaler Heizleistung verschweißt werden. Bei
Linoleum oder Kautschukbelägen ist die Angabe des Herstellers
zu beachten.
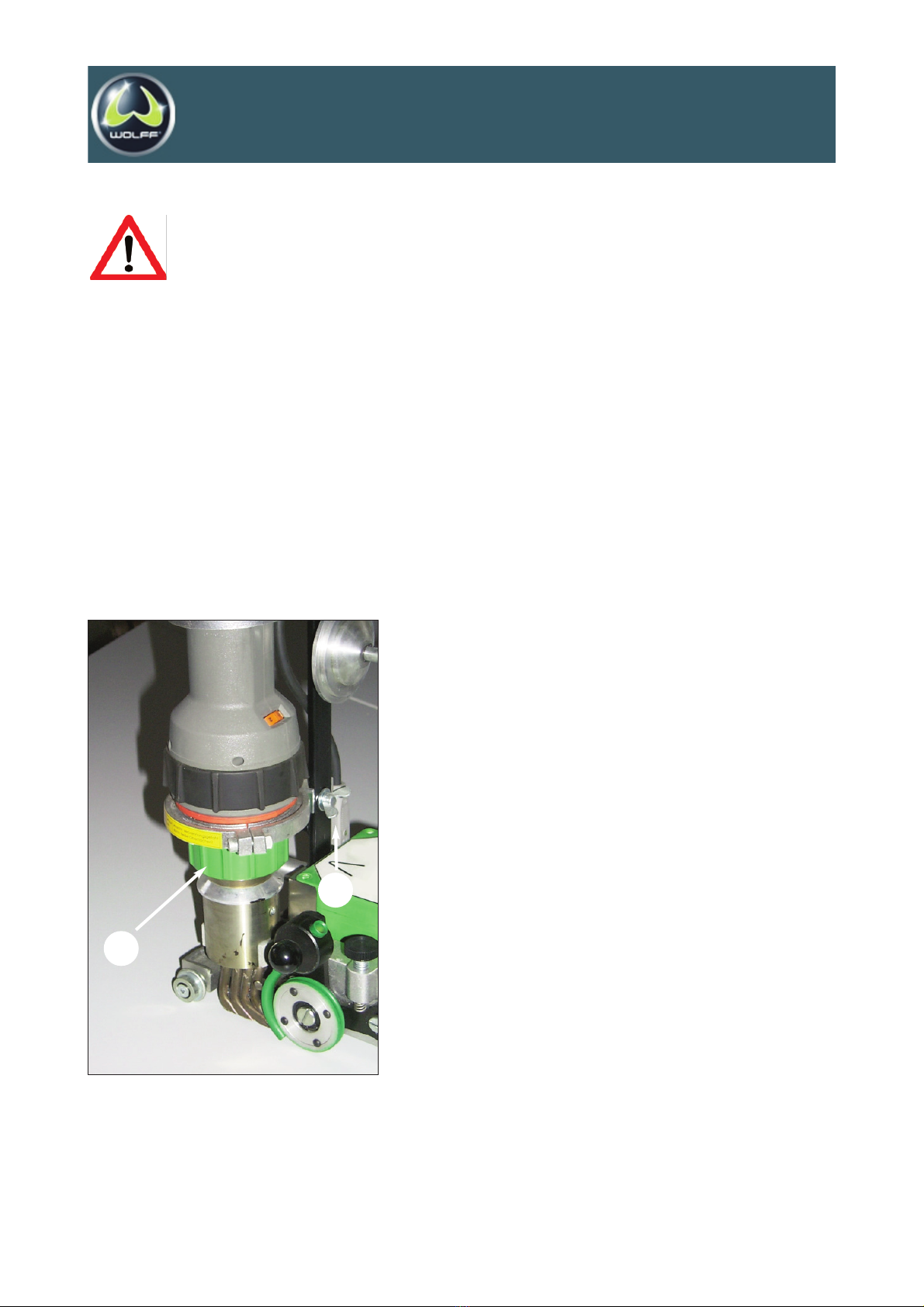
Die 4 Luftdüsen bestreichen nur die Nutfläche. Die Bereiche
seitlich der Naht werden nicht vom heißen Luftstrom erfaßt.
Glanzstreifen längs der Naht entstehen deshalb nicht.
Vorbereitung: Fräsen der Nut
Eine zur Schweißschnur passende Nut muß im Nahtbereich vor-
handen sein. Die Tiefe sollte nicht mehr als 2/3 der Belagstärke
betragen und bei Verwendung einer Schweißschnur mit 4 mm
Durchmesser nicht tiefer als ca. 1,8 mm sein.
Halbrunde Fräsblätter mit einem Radius von mehr als 1,8mm
ergeben u.U. schlechte Seitenhaftung. Dies macht sich nach
einiger Zeit in Form von schmalen, schwarzen Streifen zwischen
Schweißdraht und Belagskante bemerkbar. n diesem Fall
sollten Sie flacher fräsen, max. 1,3 mm tief. Allerdings verringert
sich dadurch die Haltbarkeit der Naht.
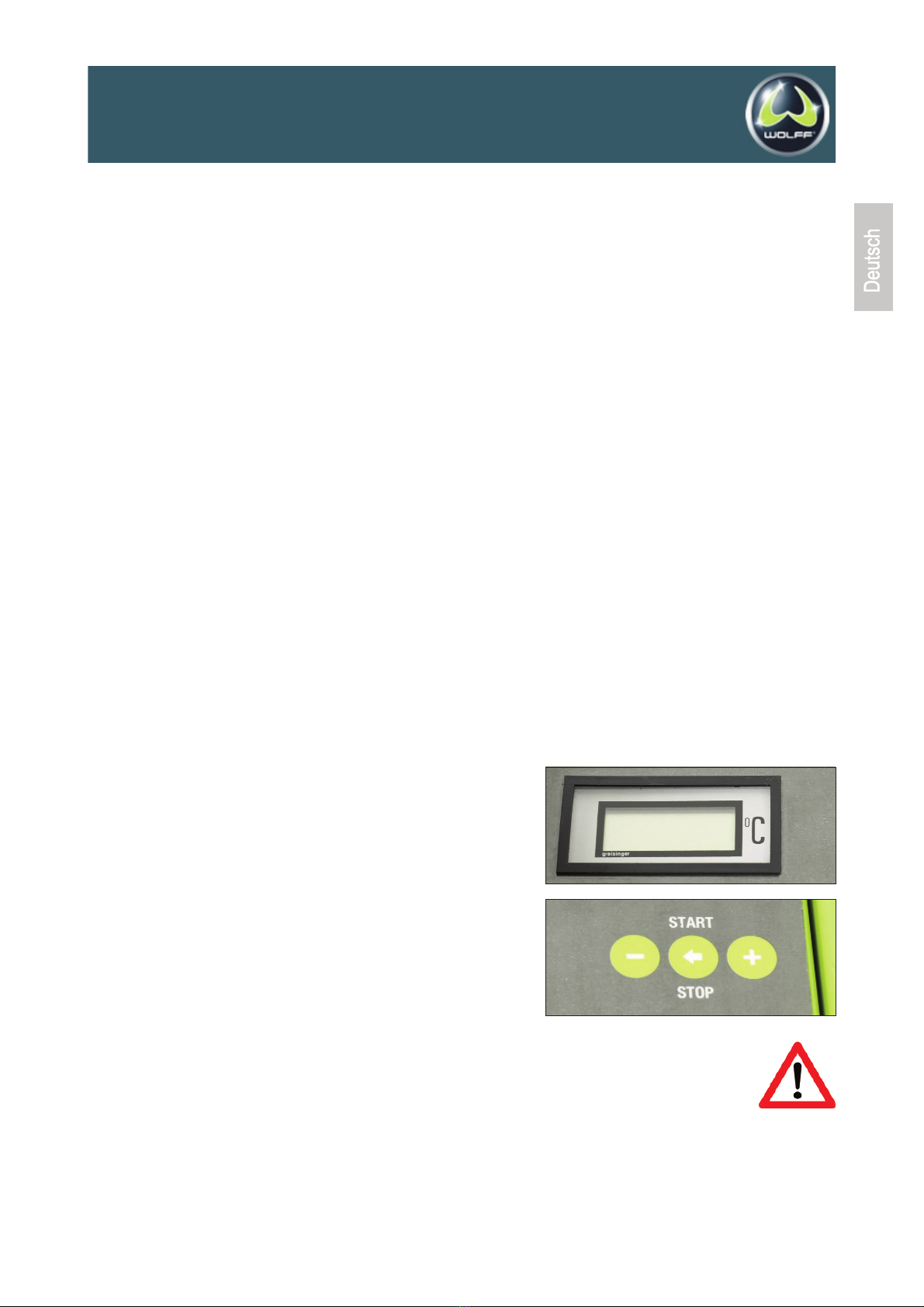
Aufheizen des Gerätes
Zum Aufheizen des Gerätes Heizgebläse auf Arbeitstemperatur
schalten. Siehe Temperaturanzeige
Solange der Weldmaster nicht läuft, wird der Luftstrom zur Seite
gelenkt und nicht durch die Luftdüse gegen den Boden. Eine
Beschädigung des Bodenbelags ist somit ausgeschlossen.
Stellen Sie die Geschwindigkeitsregelung mittels der + und -
Tasten auf den gewünschten Wert
Einstellen der optimalen Geschwindigkeit und Temperatur
Die optimale Geschwindigkeit und Temperatur ist erreicht, wenn
am Übergang von Schweißdraht zur Nahtkante ein kleiner Wulst
sichtbar wird. Dies zeigt eine Verflüssigung der Kontaktflächen
an.
Die nachfolgenden Angaben für Geschwindigkeit und
Temperatur sind als Richtwerte zu verstehen. Aufgrund von
Umgebungstemperatur, Belag, Schweißdraht und anderem
können sich mehr oder weniger große Abweichungen ergeben.