TER T 200P User manual
BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
This manual must be completed by the “CE Operating and service manual” Edition of 30/03/2016 Rev. 02
Dieses Benutzerhandbuch ist von dem “CE Betriebs- und Wartungsanleitung” ergänzt Ausgabe von dem 30/03/2016 Aufbereitung 02

BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
INHALTSVERZEICHNIS SEITE
1. KONFORMITÄTSERKLÄRUNG 1
2. SICHERHEITSMAßNAHMEN 2
3. ALLGEMEINE BESCHREIBUNG 2
4. BETRIEBE UND BEFEHLE 3
5. MMA SCHWEIßUNGSMODUS 4
6. TIG SCHWEIßUNG 4
7. TIG SCHWEIßUNGSMODUS 5
8. TECHNISCHE DATEN UND ZUBEHÖR 6
9. ERSATZTEILE 7
10. ELEKTRISCHE SCHEMA 8
INDEX PAGE
1. CONFORMITY DECLARATION 1
2. SAFETY PRECAUTIONS 2
3. GENERALE 2
4. OPERATION AND CONTROL 3
5. MMA MODE 4
6. TIG WELDING 4
7. TIG MODE 5
13. TECNICAL DATA 6
14. SPARE PARTS 7
15. ELETTRIC WIRING DIAGRAM 8

BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
WARNING
IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS
OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL
USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.THIS
EQUIPMENT MUST BE USED ONLY FOR CUTTING OPERATIONS.
INTRODUCTION
To obtain the best performance from the machine and ensure the longest possible
life of all its components you must careffully follow the instructions for use and main-
tenance detailed in this manual. In the interest of our customers we suggest any
maintenance or repair of the equipment is made by qualied personnel.
All our products are subject to a constant development. We are therefore con-
strained to reserve the right to make any necessary or useful changes in design
and equipment.
ROUTINE MAINTENANCE
Prevent metal powder from accumulating inside the equipment. Disconnect the
power supply before every operation ! Carry out the following periodic controls on
the power source:
• Clean the power source inside by means of low-pressure
compressed air and soft bristel brushes.
• Check the electric connections and all the connection cables.
For the use and maintenance of the pressure reducers, consult the spe-
cic manuals.
VORAUSGEHENDE WARNUNG
WICHTIG: VOR DER INBETRIEBNAHME DER MASCHINE MUSS DER INHALT DIE-
SES HANDBUCHS GELESEN WERDEN UND ANSCHLIESSEND FÜR DIE GESA-
MTE BETRIEBSZEIT DER MASCHINE AN EINEM ORT AUFBEWAHRT WERDEN,
DER DEN BETROFFENEN PERSONEN BEKANNT IST. DIESE MASCHINE DARF
AUSSCHLIESSLICH FÜR SCHNEIDARBEITEN VERWENDET WERDEN.
EINFÜHRUNG
Für eine optimale Leistung und maximale haltbarkeit der Anlage müssen die Anweisun-
gen zur Betrieb und Wartung in diesem Betriebsanleitung genau
befolgt werden.
Im Interesse des Kunden wird empfohlen, Wartungsarbeiten und - bei Bedarf Repa-
raturarbeiten an der Anlage in eine unserem Fachwerkstätten unseres Kundendienstes
ausführen zu lassen, da dort die entsprechende Ausrüstung und geschultes Personal zur
Verfügung stehen.
Alle unsere Anlagen werden ständig weiterentwickelt. Daher behalten wir uns Änderun-
gen an Konstruktion und Ausstattung vor.
ROUTINEMÄSSIGE WARTUNG
Je nach bedarf muss ca. alle 2-3 Monate eine Reinigung und Prüfung durchgeführt
werden bei wenig einsatz periodisch verlängern.
Vor jedem Eingriff die Anlage von der Stromversorgung trennen!
• Die Innenreinigung mit Druckluft bei niedrigem Druck und einem
weichen Borstenpinsel durchführen.
• Die Elektroanschlüsse und alle Verbindungskabel prüfen.
Für Wartung und Betrieb der Druckminderer in den entsprechen-
den Handbüchern nachschlagen

BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
1. Konformitätserklärung
TER SRL - Via Leopardi, 13 - 36030 Caldogno (VI) Italy
erklärt, dass die in diesem Handbuch beschriebenen Maschinen zur
Verwendung in einem gewerblichen und industriellen Umfeld vorge-
sehen sind.
Die Konstruktion entspricht den Richtlinien:
2014/35/EU (LDV) – 2014/30/EU (EMC) – 2002/95 (RoHs)
und, falls anwendbar, den nachfolgenden harmonisierten Normen:
EN 60974-1 EN 60974-2 EN 60974-3 EN 60974-5 EN 60974-7
EN 60974-10 EN 60974-12
Datum 30/03/2016
Maurizio Terzo
Generaldirektor
BEI STÖRUNGEN FACHLEUTE ZU RATE ZIEHEN
1. declaration of conformity
TER SRL - Via Leopardi, 13 - 36030 Caldogno (VI) Italy
declares that the machines descripted in this manual must be
use solely for professional purposes in an industrial environ-
ment and they are manufactured in compliance with the in-
structions contained in the harmonized standard:
2014/35/EU (LDV) – 2014/30/EU (EMC) – 2002/95 (RoHs)
and with the instructions contained in the harmonized stan-
dard, if applicable:
EN 60974-1 EN 60974-2 EN 60974-3 EN 60974-5 EN 60974-7
EN 60974-10 EN 60974-12
Date 30/03/2016 Maurizio Terzo
General Manager
IN CASE OF BAD OPERATION YOU DEMAND THE ATTEN-
DANCE OF QUALIFIED STAFF.
Wichtiger Hinweis: Dieses Maschine entspricht nicht den Vorschriften in EN/IEC 61000-3-12.
Es liegt in der Verantwortung des Installateurs oder des Benutzers, sicherzustellen, dass die
Maschine an ein öffentliches Niederspannungsnetz angeschlossen werden kann (bei Bedarf den
Verteilnetzbetreiber zu Rate ziehen).
The equipment don’t compiles with EN/ IEC 61000-3-12.
The installer or the user must be sure that it can be connected to the public low voltage power line,
if necessary, in consultation with the network distributor.

BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
WICHTIG
BEVOR MAN DIESEN GENERATOR BENUTZT, LEST AUFMERKSAM DEN INHALT
DIESES BENUTZERHANDBUCH; DAS VORLIEGENDE BENUTZERHANDBUCH MUSS
IN EINEM SICHEREN PLATZ ARCHIVIERT SEIN, DEM BEKANNT UND ZUGÄNGLICH
ALLEN BENUTZER DER MASCHINE HINDURCH DIE GANZE WIRKSAME PERIODE
DER MASCHINE SEIN MUSS. DIESER GENERATOR MUSS NUR BENUTZT SEIN, UM
SCHWEIßUNGSARBEITEN ZU MACHEN.
1. Konformitätserklärung
Die Maschinen, die in diesem Benutzerhandbuch beschrieben sind, T 200P, müssen profes-
sionell und möglichst in einem industriellen Bereich benutzt sein. Sie sind gemäß den stan-
dardisierten Bestimmungen EN 50199 (elektromagnetische Kompatibilität) und EN 60974-1.
Für den Fall, dass es eine schlechte Arbeitsweise gibt, fordern Sie das Eingreifen des Fa-
chpersonal an.
1.1 RAEE Bestimmung
Das Symbol auf dem Produkt oder der Verpackung zeigt an, dass dieses Produkt nicht über
den Hausmüll entsorgt werden darf, sondern an einem Sammelpunkt für das Recycling von
elektrischen und elektronischen Geräten abgegeben werden muss.
Eine ordnungsgemäße Entsorgung des Produkts trägt dazu bei, mögliche negative Folgen
durch die unsachgemäße Entsorgung des Produkts zu verhindern. Weitere Informationen
zum Recycling dieses Produkts erhalten Sie bei der Gemeindeverwaltung, der örtlichen Mül-
lentsorgung oder dem Geschäft, in dem Sie das Produkt erworben haben.
2. SICHERHEITSMAßNAHMEN
DAS LICHTBOGENSCHWEIßEN KANN FÜR SIE UND ANDERE GESUN-
DHEITSSCHÄDLICH SEIN, daher muss der Benutzer über die nachfolgend aufgeführten
Gefahren aufgeklärt werden, die sich aus den Schweißarbeiten ergeben.
STROMSCHLAG - kann tödlich sein.
Verwenden Sie das Gerät nicht im Freien bei Regen.
Das Schweißgerät gemäß den geltenden Vorschriften installieren und erden.
Stromführende Elektroteile und Elektroden nicht mit ungeschützter Haut oder nas-
sen Handschuhen berühren. Isolieren Sie sich gegenüber dem Boden und dem
Werkstück. Achten Sie darauf, dass Ihre Arbeitsplatz sicher ist. Achten Sie darauf,
dass der Fehlerstrom-Schutzschalter (FI) auf den Stromverbrauch des Geräts ausgelegt ist.
Dieser Schutz-Schalter muss bei Gefahr auslösen. Prüfen Sie das Netzkabel regelmäßig auf
Unversehrtheit.
IMPORTANT
BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MA-
NUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.THIS EQUIPMENT
MUST BE USED SOLELY FOR WELDING OPERATIONS.
1. Conformity declaration
The machines descripted in this manual, T 200P, must be used solely for professional
purposes in an industrial environment and they are manufactured in compliance
with the instructions contained in the harmonized standard EN50199 (electromagnetic
compatibility) and EN60974-1. In case of bad operation you demand the attendance of
qualied staff.
1.1 RAEE Norm
The symbol on the product or on its packaging indicates that this product may not be
treated as household waste. Instead it shall be handed over to the applicable collec-
tion point for the recycling of electrical and electronic equipment. By ensuring this
product is disposed of correctly, you will help prevent potential negative consequen-
ces for the environment and human health, which could otherwise be caused by inap-
propiate waste handling of this product. For more detailed information about recycling
of this product, please contact your local city ofce, your household waste disposal
service or the shop where you purchased the product.
2. SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The
user must therefore be educated against the hazards, summarized below, deriving
from welding operations.
ELECTRIC SHOCK – May be fatal.
Install and earth the welding machine according to the applicable
regulations. Do not touch live electrical parts or eletrodes with bare
skin, gloves or wet clothing. Isolate yourselves from both the earth
and the workpiece. Make sure your working position is safe.
1
BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
FUME AND GASES – May be hazardous to your health.
Keep your head away from fumes.
Work in the presence of adequate ventilation, and use ventilators around
the arc to prevent gases from forming in the work area.
ARC RAYS – May injure the eyes and burn the skin.
Protect yuor eyes with welding masks tted with ltered lenses, and
protect your body with appropiate safety garments.
Protect others by installing adequate shields or curtains.
RISK OF FIRE AND BURNS
Sparks (sprays) may cause res and burn the skin; you should the-
refore make sure there are no ammable materials in the area, and
wear appropriate protective garments.
NOISE
This machine does not directly produce noise exceeding 80dB. The plasma
cutting/welding procedure may produce noise levels beyond said limit;
users must therefore implement all precautions required by law.
PACEMAKERS
The magnetic elds created by high currents may affect the operation of pacema-
kers. Wearers of vital electronic equipment (pacemakers) should consult their physi-
cian before beginning any arc welding, cutting, gouging or spot welding operations.
EXPLOSIONS
Do not weld in the vicinity of containers under pressure, or in the presence
of explosive dust, gases or fumes. All cylinders and pressure regulators
used in welding operation should be handled with care.
3. General description
This machine is a constant direct current power source, designed for welding electri-
cally conductive materials (metals and alloys) using the electical arc procedure.
2
RAUCHGASE UND GASE - Können gesundheitsschädlich sein.
Nase, Mund und Augen von Rauchgasen und giftigen Dämpfen fern halten.
Währendem schweissens muss eine ausreichende Belüftung oder de-
mentsprechenden Absaugung vorhanden sein.
Schützen Sie sich und ihr Arbeitsplatz vor giftigen Rauch und Gase.
AUGENSCHUTZ - STRAHLEN DES LICHTBOGENS
Können zu Augenverletzungen und Hautverbrennungen führen.Die Augen
mit entsprechenden Schutzvorkehrungen schützen, (Schutzmaske , Han-
dschild usw.Fremdpersonen durch geeigneten Schutz schützen.
BRAND- UND VERBRENNUNGSGEFAHR
Die Funken (Spritzer) können Brände verursachen und zu Hautverbrennun-
gen führen. Daher ist sicherzustellen, dass sich keine entzündlichen Materia-
lien in der Umgebung benden und es muss entsprechende Schutzkleidung
(Handschuhe, Gamaschen und feuerfeste Anzüge) getragen werden.
GERÄUSCHENTWICKLUNG
Dieses Gerät erzeugt selbst keine Geräusche über 80dB. Beim Plasma-
schneidverfahren kann der Lärmpegel jedoch über diese Grenze steigen,
daher müssen die Benutzer die gesetzlich vorgeschriebenen Vorsichts-
maßnahmen ergreifen.
HERZSCHRITTMACHER
Die durch die erzeugten Magnetfelder können die Funktion von Herzschrittma-
chern stören. Träger von lebenswichtigen elektronischen Geräten (Herzschrittma-
cher) müssen daher vor der Ausführung von Schweissarbeiten mit ihren Arzt in
Verbindung setzen.
EXPLOSIONSGEFAHR!
In feuer – und explosionsgefährdeten Räumen darf nicht geschweißt
werden. Hier gelten besondere Vorschriften! An Behältern, in denen
Gase, Treibstoff, Öle, Farbstoffe oder dergl. gelagert wurden, dürfen kei-
ne Schweißarbeiten vorgenommen werden, auch wenn sie schon lange
Zeit entleert sind. Es besteht Explosionsgefahr durch Rückstände. Keine
Schweißarbeiten in der Nähe von unter Druck stehenden Behältern ausführen. Nicht in
Umgebungen schweißen, in denen Staub, Gas oder explosive Dämpfe vorkommen.Keine
beschädigten oder undichten Gasaschen verwenden.
3. Allgemeine Beschreibung
Diese Maschinen wurden entwickelt, um elektrisch leitende Materialien (Metalle – Alumi-
nium usw.) durch das Lichtbogen-Schweißverfahren zu schweißen.

BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
1
9
6
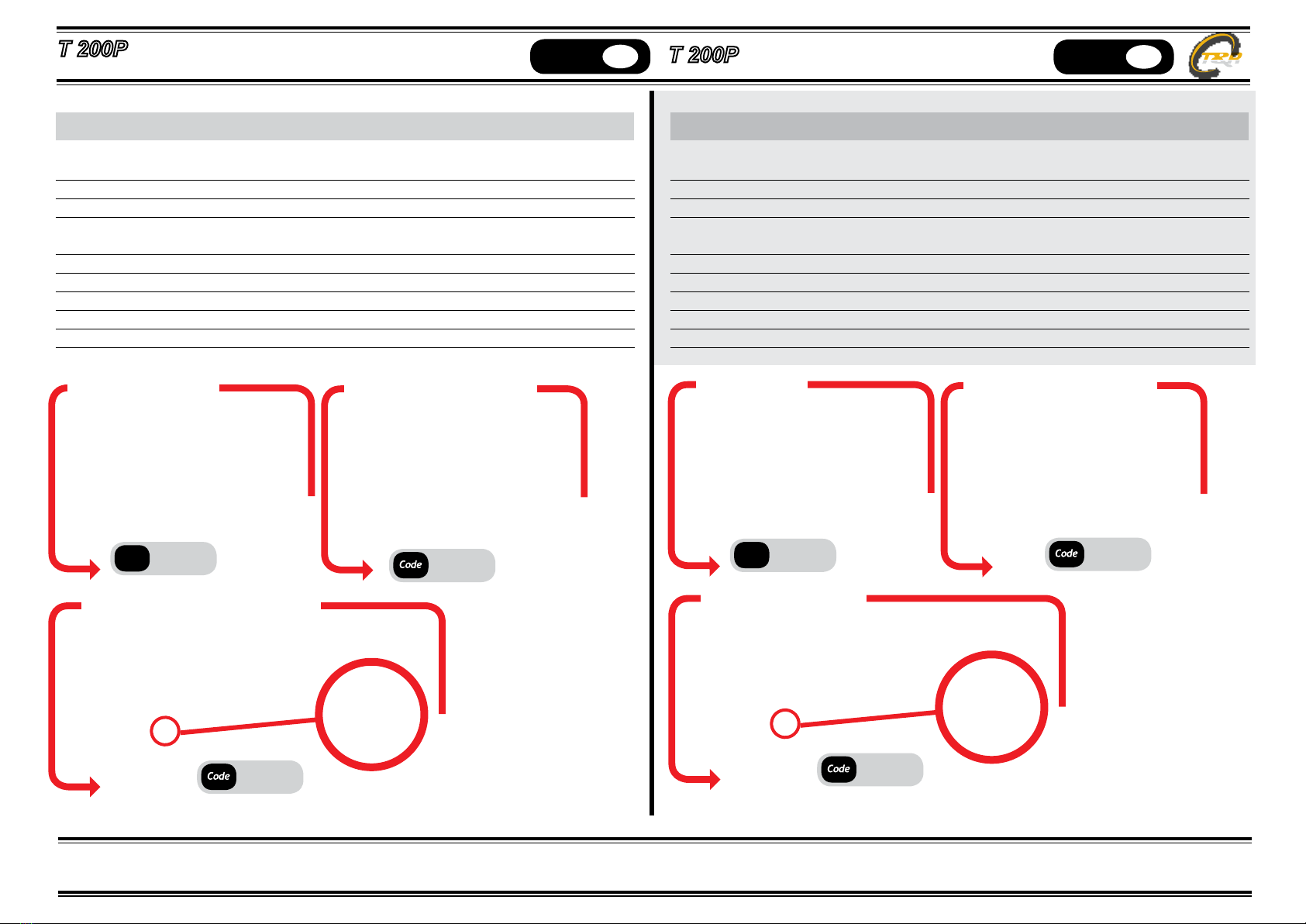
NR. BESCHREIBUNG DESCRIPTION
1 Generalschalter ON/OFF Main Switch
2 Positive Ausgangssteckdose Positive socket
3 Verbinder für Schweißbrennerknopf Torch trigger socket
4 Nippel des Gasaustritt (1/4” G) - Gas outlet (1/4” G)
5 Negative Ausgangssteckdose Negative socket
6 Potentiometer für die Ramperegulierung der “Trichterschließe “ Down slope knob
7 Potentiometer für die Stromregulierung Current adjustment knob
8 Display der Stromanzeige Current display
9 Leitungswähler dem Tig/langwierigen Tig Selector switch Tig/
pulsierten Tig/ schnellen pulsierten Tig Tig puls slow/Tig puls fast
10 Led der Stromversorgung Power ON led
11 Led der Überhitzung oder des Schaden Overheat led
12 Leitungswähler des Schweißungsprozess Tig/Stick Mode selector
2
7
8
53
10 11
4
12
3

BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
4
MMA MODE
•Connect the electrode holder and the earth clamp plugs to the correct machine
polarities, according to the electrode manufacturer specs.
•Select “STICK” mode
•Turning the “CURRENT KNOB”, adjust the displayed current level and weld.
TIG WELDING
•Select the switch “WELDING PROCESS” on “TIG” position. Connect the torch to
the negative polarity and the earth clamp to the positive one.
•Connect the torch gas hose to the machine gas outlet.
•Connect the torch trigger plug to the “Torch trigger socket” (ref. pict. 3 pag. 3).
•Connect the gas bottle (ARGON) hose to the machine gas inlet nipple.
•Turning the current knob adjust your current level.
•During the welding process the “real” current will appear on the display.
MMA SCHWEIßUNGSMODUS
• Verbinden die Elektrodenschelle und die Erdungsschelle zu den korrekten Polaritäten,
aufgrund der Auistung der benutzten Elektrode.
• Wählen das Symbol der Elektrode mit dem Schalter“SCHWEIßUNGPROZESS“.
• Mit dem Potentiometer der “STROMREGULIERUNG“ stellen den korrekten Stand auf das Display
der Stromanzeige ein; beginnen die Schweißung.
TIG SCHWEIßUNG
• Wählen mit dem Schalter “SCHWEIßUNGPROZESS” das TIG Symbol. Verbinden den
Schweißbrenner zu der negative Polarität und die Erdungsschelle zu der positive Polarität.
• Verbinden die Gasverbindung des Schweißbrenner zu dem Nippel des Gasaustritt.
• Verbinden den Stecker des Schweißbrenner zu der “Steckdose des Tig Schweißbrennerknopf”
(in Bezug auf das Bild nr. 3, Seite 3).
• Verbinden die Gasasche (ARGON) zu dem Nippel des Gaseintritt (Schussweite: 5/9 lt/min).
• Mit dem Potentiometer der “STROMREGULIERUNG“ stellen den erwünschten Wert ein (gezeigt
auf der Serigraphie um den Potentiometer).
• Wenn man zu schweißen beginnt, zeigt das Display den wichtigen Strom.
BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
5
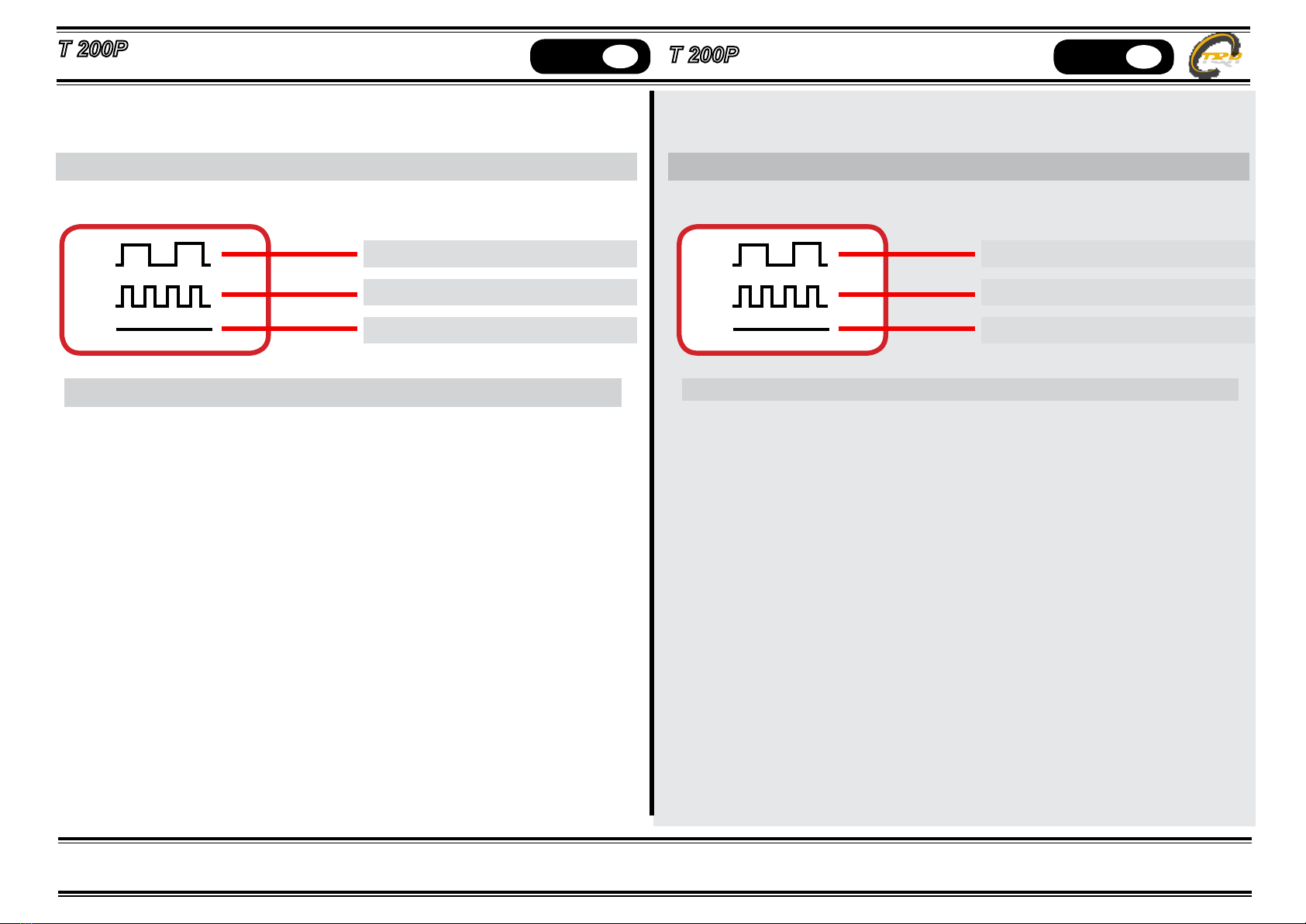
TIG SCHWEIßUNG MODUS
Pulsiertes Tig mit niedriger Frequenz
TIG MODE
Pulsiertes Tig mit hoher Frequenz
Standard Tig
RAMPE DER TRICHTERSCHLIEßE
• Das Potentiometer gestattet die Rampezeit der“Trichterschließe“ von 0 bis 5 Sekunden zu
verändern.
• Verlängern die Rampezeit aufgrund der Dimension des Schweißungbad.
Pulsed tig slow frequency
Pulsed tig fast frequency
Tig Standard
DOWN SLOPE – CRATER FILLER
•The down slope knob allows setting fear 0 up to 5 seconds
•Adjust the down slope time according to the weld pool dimension
BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
TECHNISCHE DATEN UND ZUBEHÖR
MODELL T 200P
Stromversorgungsspannung 1 x 230
Schmelzsicherung 16A
ED TIG 100% - 125A
40% - 200A
Nenneingangsspannung 40% 5,4 KVA
Leerlaufspannung 65V
Schutzart IP 21 S
Dimensionen 375X175X290
Gewicht 9Kg
TECNICAL DATA
MODEL T 200P
Single Phase 1 X 230V
Fuse 16A
ED TIG 100% - 125A
40% - 200A
Imput Power 40% 5,4 KVA
No load Voltage 65V
IP Protection Class IP 21 S
Dimension 375X175X290
Weight 9 Kg
komplett mit 3 m. Kabel 35 mmq. und
Stecker
ERDUNGSSCHELLE ELEKTRODENSCHELLE
Code Z0027AA
komplett mit 3 m. Kabel 35 mmq. und
Stecker
Z0028AA
TIG SCHWEIßBRENNER 26 SP
ZOO30AA
Tig Schweißbrenner mit ON - OFF Knopf, Länge 4 m., kom-
plett mit Gasverbindung von ¼ , Stecker und Zubehör von
2,4 mm. zusammengebaut
TIG TORCH 26 SP
ZOO30AA
Single switch (on-off), 4 m. long with plug and ¼ gas
adaptor – 2,4 mm. spares included
With 3 m. 35 mmq ground cable and
plug
EARTH CLAMP ELECTRODE HOLDER
Code Z0027AA
With 3 m. 35 mmq ground cable and
plug
Z0028AA
6
BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
7
14
7
6
18
10
11
9
8
10
9
12 13
15
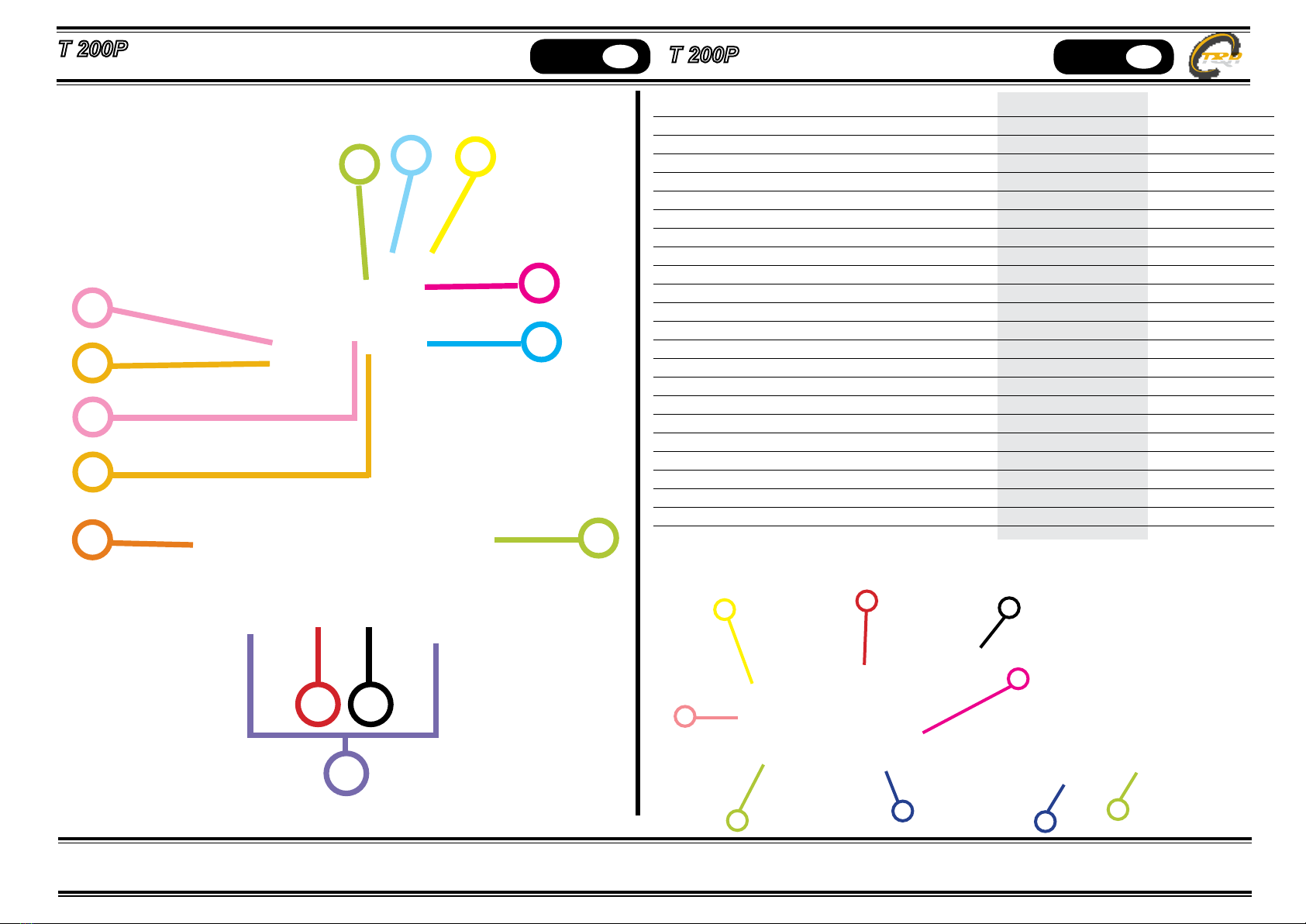
NR. BESCHREIBUNG DESCRIPTION CODE
1 Obertafel T 200P top board T 200P I-PMB-53-A
2 Lüfterrad fan I0008AA
3 Elektrosicherung solenoid valve I0047AA
4 Vordertafel front panel I0048AA
5 Hintentafel rear panel I0049AA
6 Grüne Led + Grüner Ledträger green led+led holder I0011AA
7 Rote Led + Roter Ledträger red led+red holder I0012AA
8 Leitungswähler der Brückenwaage (3 Zeiten) pulsation switch I0050AA
9 Drehknopf potentiometer knob I0004AA
10 Potentiometer potentiometer I0005AA
11 Leistungssteckdose polarity socket I0014AA
12 Gasnippel 1/4” G gas nipple 1/4” G C0026AA
13 Steckdose des Schweißbrennerknopf torch trigger socket I0051AA
14 Schalter ON/OFF ON/OFF switch I0010AA
15 Schale der linken Seite left panel body I0052AA
16 Schale der rechten Seite right panel body I0053AA
17 Stromversorgungskabel power cable I0009AA
18 Leitungswähler der Brückenwaage process switch I0013AA
19 Mitteltafel T200P middle board T200P I-PDB-48-B
20 Untertafel T200P Bottom board T200P I-PZB-52-A
- Filtertafel EMC board I-PHB-84-H
- Tafel des Schweißbrennerknopf Hand switch board I-PHB-10-D
1
3
5
24
16
17 3
19
20

BENUTZERHANDBUCH Deutsch DE OPERATING MANUAL Inglese GB
ELEKTRISCHE SCHEMA T200P WELDING DIAGRAM T200P
8
1
1
2
2
3
3
4
4
D D
C C
B B
A A
Title
Number RevisionSize
A4
Date: 2011-01-25 Sheet of
File: C:\Documents and Settings\..\T200P .schDrawn By:
PZ-52-A
AC 220V
1
2
DN1
VH-02
1
2
5
6
7
3
X8 VH-07(06)
CP1
CP2
CP4
CP1CP6
CP3CP2
20A220V
PH-84-H
AV220
2
1 3
4
U?
BRIDGE1
1
2
3
4
6
7
9
10
X9
CON10
2
1 3
4
U?
BRIDGE1
1
2
3
4
6
7
9
10
X10
CON10
1
CP1
1
CP2
+
-
C5
C6
1
3
X2 CON3
1
3
X4
CON3
1
3
X7
CON3
M?
220VAC
1
2
5
6
7
3
X2 VH-07(06)
C5 C5
1K
A
-
+
24VDC
1
2
X16
VH-02
1
2
3
4
X12
CON4
1
2
3
4
X5
CON4
1 2
SWICH
SW-01
L?
1
2
3
X?
CON3
1
2
3
X?
CON3
1
3
X6
CON3
1
2
3
X11
XH-03
1
2
3
4
X13 XH-04
V1
1
2
3
X10 XH-03
2
3
1
S1
SW-SPDT
MMA/TIG
1
2
3
X18
XH-03
2
3
1
S1
SW-SPDT
1
2
3
4
5
X19
XH-05
HIGH FREQUENCY
LOE FREQUENCY
K4
SW-0113
100K
1
2
X8
VH-02
t0
T5
THERMAL PROTECTION
1
2
X9
XH-02
LED(PROTECT)
1
2
X14
XH-02
LED(POWER)
1
2
3
5
6
7
X1
VH-07 1
2
3
X7
VH-03
1
2
X2
XH-02
1
2
3
X4 VH-03
1
2
DN
VH-02
1
3
X3
CON3
T200P
PM-53-A
PD-48-B
FAN
PH-10-D
Ter srl Via Giacomo Leopardi, 13 - 36030 Caldogno (VI) ITALY •
Other TER Welding System manuals


Popular Welding System manuals by other brands

Craftsman
Craftsman 934.205111 Operator's guide

ESAB
ESAB Warrior 750i CC/CV instruction manual

Lincoln Electric
Lincoln Electric Vantage 300 Operator's manual

Thermal Dynamics
Thermal Dynamics CE CutMaster 80XL Operation manual

Saf-Fro
Saf-Fro PRESTOTIG II 210 DC Instructions for safety, use and maintenance

Mosa
Mosa DSP 400 YSX Use and maintenance manual, spare parts catalog

Miller
Miller DIALARC 400 AC/DC owner's manual

Hypertherm
Hypertherm XPR170 Replacement Part Procedures

Furukawa
Furukawa S178 Ver.2 user manual

HOLZMANN MASCHINEN
HOLZMANN MASCHINEN DIPA 100 user manual

Lincoln Electric
Lincoln Electric RANGER 250 Operator's manual

SAF
SAF PRESTOZIP 615 Safety instruction for use and maintenance





