- 7 -
Pozice 7 Tlačítko režimu svařování - umožňuje zapnutí a vypnutí režimu
dvoutakt, čtyřtakt, bodování a pulsování.
Pozice 8 LED znázorňující režim bodování.
Pozice 9 LED znázorňující režim čtyřtakt.
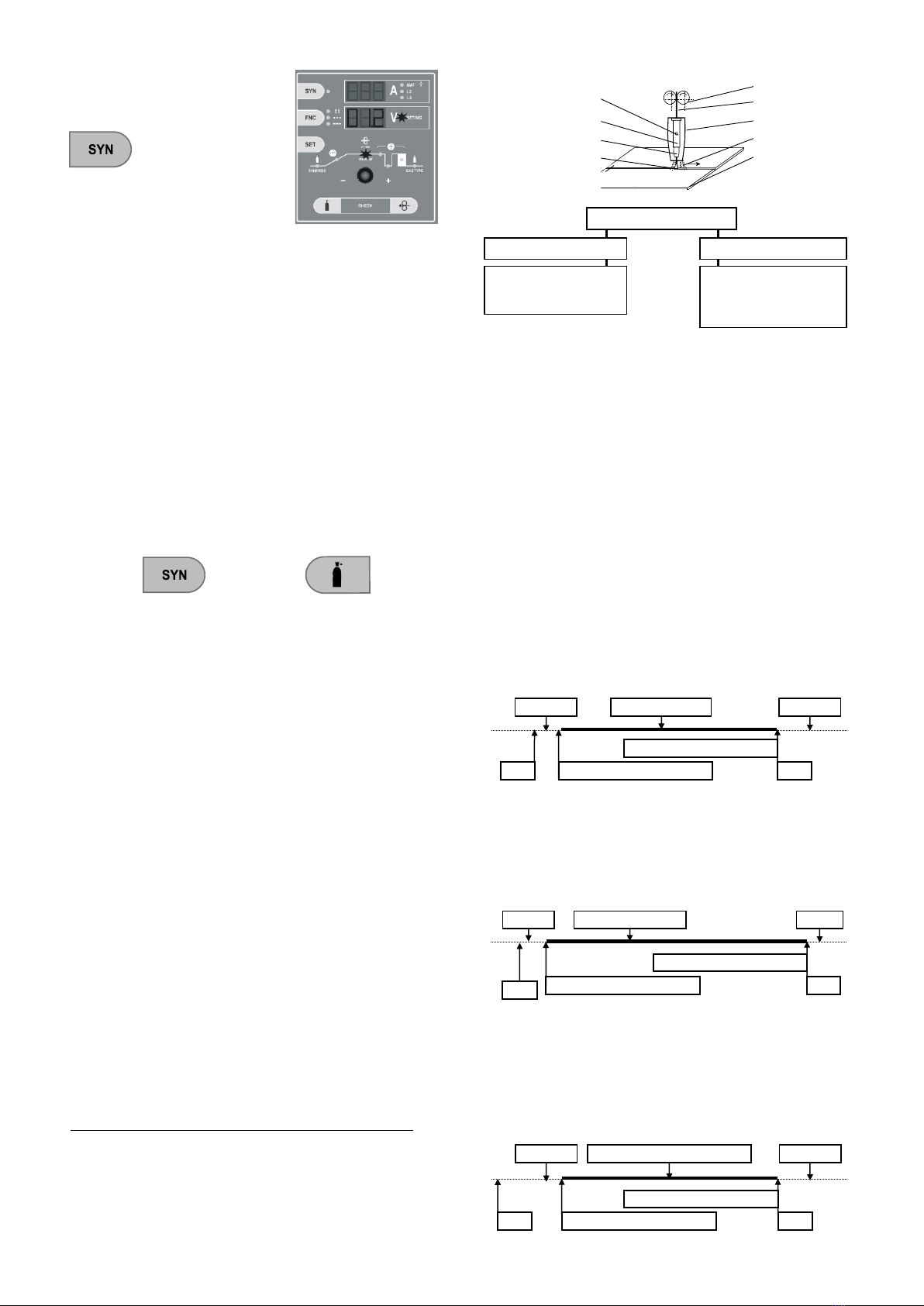
Pozice 10 Tlačítko zapnutí a vypnutí funkce SYNERGIC.
Pozice 11 LED znázorňující zapnutí funkce SYNERGIC.
Pozice 12 Displej svařovacího proudu.
Pozice 13 LED signalizující zobrazení orientační hodnoty síly svařovaného
materiálu na displeji. Když dioda nesvítí, displej zobrazuje hodnotu
svařovacího proudu.
Pozice 14 LED signalizující doporučení, jaký vývod tlumivky se má použít.
Pozice 15 LED signalizující doporučení, jaký vývod tlumivky se má použít.
Pozice 16 Displej zobrazující svařovací napětí a hodnoty při svítící LED
SETTING. Jsou to hodnoty rychlosti posuvu drátu, předfuku atd.
Pozice 17 LED SETTING, která svítí jen při zobrazování parametrů: rychlost
posuvu drátu, náběh drátu, předfuk a dofuk plynu, čas bodu a pul-
sace, dohoření drátu.
Pozice 18 LED znázorňující rychlost posuvu svařovacího drátu.
Pozice 19 LED znázorňující čas bodu.
Pozice 20 LED znázorňující čas dohoření.
Pozice 21 LED znázorňující čas dofuku plynu.
Pozice 22 LED znázorňující čas pulsace.
Pozice 23 Tlačítko zavádění drátu.
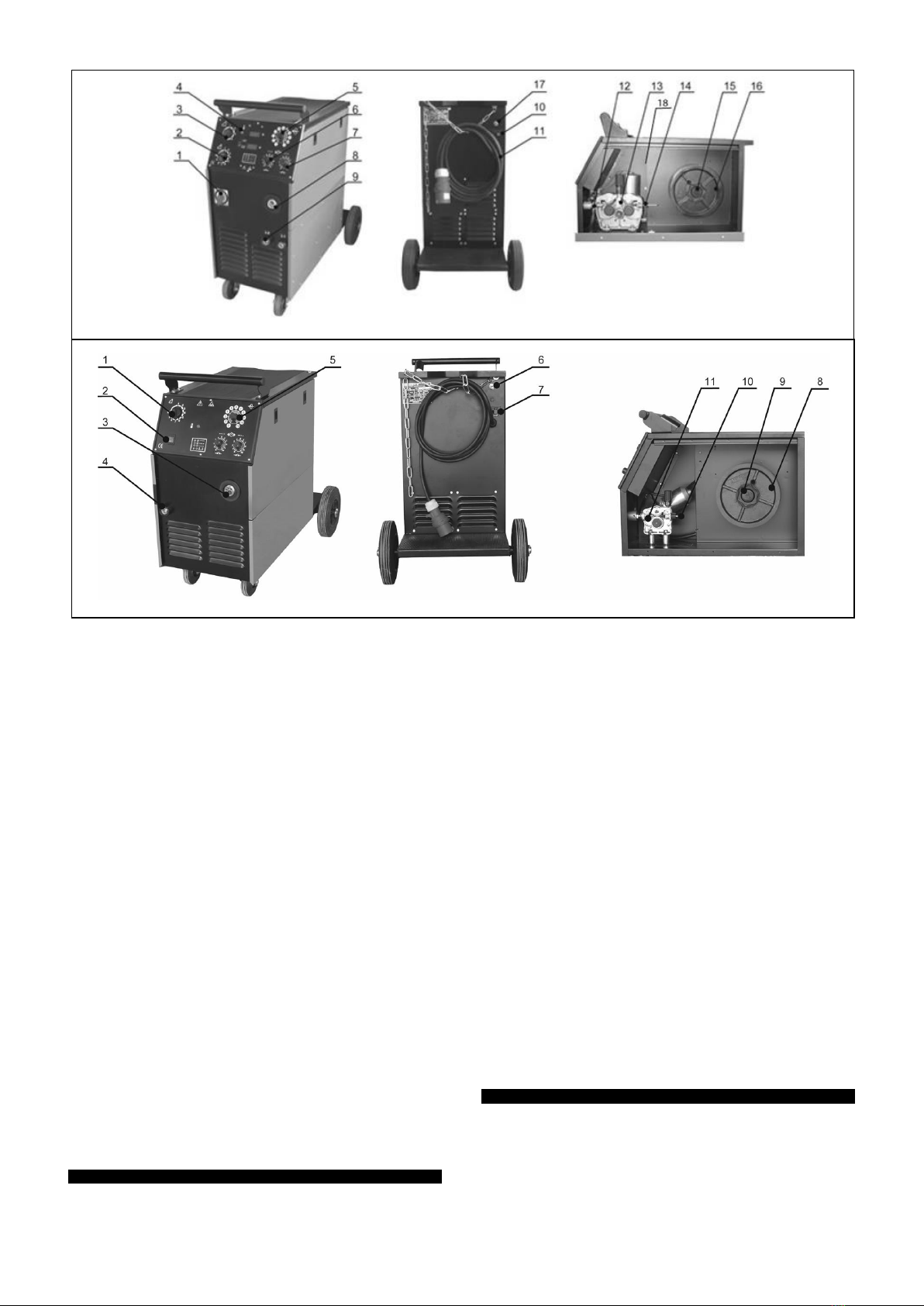
Připojení svařovacího hořáku
Při připojování hořáku odpojte stroj od sítě! Do EURO konektoru (obr. 1A poz.
8, 1B poz. 3) připojte svařovací hořák a pevně dotáhněte převlečnou matici.
Zemnící kabel připojte do jedné zemnící rychlospojky a dotáhněte. Zemnící
rychlospojku - vývod určete dle tabulky 3 nebo postupujte podle tabulky
„Doporučené nastavení svařovacích parametrů“.
Svařovací hořák a zemnící kabel by měly být co nejkratší, blízko jeden druhé-
mu a umístěné na úrovni podlahy nebo blízko ní.
SVAŘOVANÁ ČÁST
Materiál, jež má být svařován, musí být vždy spojen se zemí, aby se zreduko-
valo elektromagnetické záření. Velká pozornost musí být též kladena na to, aby
uzemnění svařovaného materiálu nezvyšovalo nebezpečí úrazu.
Zavedení drátu a nastavení průtoku plynu
Před zavedením svařovacího drátu je nutné provést kontrolu kladek posuvu
drátu, zda odpovídají průměru použitého svařovacího drátu a zda odpovídá
profil drážky kladky. Při použití ocelového svařovacího drátu je nutné použít
kladku s profilem drážky ve tvaru „V“. Přehled kladek najdete v kapitole „Náh-
radní díly posuvů drátu a seznam kladek“.
VÝMĚNA KLADKY POSUVU DRÁTU
U obou používaných typů posuvů drátu (dvou-kladka i čtyř-kladka) je postup
výměny shodný. Kladky jsou dvoudrážkové. Tyto drážky jsou určeny pro dva
různé průměry drátu (např. 0,8 a 1,0 mm).
Odklopte přítlačný mechanizmus, přítlačná kladka se odklopí vzhůru.
Vyšroubujte plastový zajišťovací dílec a vyjměte kladku.
Pokud je na kladce vhodná drážka, kladku otočte a nasaďte ji zpět na hřídel
a zajistěte plastovým dílcem.
POSTUP ZAVEDENÍ DRÁTU
Odejměte boční kryt zásobníku drátu.
Do zásobníku nasaďte cívku s drátem na držák.
Odstřihněte nerovný konec drátu připevněný k okraji cívky a zaveďte jej
do bovdenu (obr. 2A poz. 14) přes kladku posuvu do naváděcí trubičky
(obr. 2A poz. 12) alespoň 10 cm. Zkontrolujte, zda drát vede správnou
drážkou kladky posuvu.
Sklopte přítlačnou kladku dolů tak, aby zuby ozubeného kola do sebe za-
padly a vraťte přítlačný mechanizmus do svislé polohy.
Nastavte tlak upínací matice tak, aby byl zajištěn bezproblémový posun
drátu a přitom nebyl deformován přílišným přítlakem.
Seřiďte brzdu cívky svařovacího drátu tak, aby se při vypnutí přítlačného
mechanizmu posuvu cívka volně otáčela. Příliš utažená brzda značně na-
máhá podávací mechanismus a může dojít k prokluzu drátu v kladkách
a špatnému podáváním. Seřizovací šroub brzdy se nachází pod plastovým
šroubením držáku cívky (obr. 3).
Odmontujte plynovou hubici svařovacího hořáku.
Odšroubujte proudový průvlak.
Zapojte do sítě síťovou vidlici.
Zapněte hlavní vypínač do polohy 1.
Stiskněte tlačítko na čelním panelu.
Svařovací drát se zavádí do hořáku bez plynu, po průchodu drátu z hořá-
ku našroubujeme proudový průvlak a plynovou hubici.
Připojte ochranný plyn k plynovému ventilu (obr. 1A, poz. 17)
Před svařováním použijeme na prostor v plynové hubici a proudový prů-
vlak separační sprej. Tím zabráníme ulpívání rozstřikovacího kovu a prod-
loužíme životnost plynové hubice.
UPOZORNĚNÍ! Při zavádění drátu nemiřte hořákem proti očím!
Obrázek č. 3
ZMĚNY PŘI POUŽITÍ HLINÍKOVÉHO DRÁTU
Stroje nejsou speciálně určeny pro svařování hliníku, ale po níže popsaných
úpravách je možné hliník svařovat. Pro svařování hliníkovým drátem je třeba
použít speciální kladky s profilem „U“. Abychom se vyhnuli problémům s „cu-
cháním“ drátu, je třeba používat dráty o průměru min. 1,0 mm ze slitin AlMg3
nebo AlMg5. Dráty ze slitin Al99,5 nebo AlSi5 jsou příliš měkké a snadno
způsobí problémy při posuvu.
Pro svařování hliníku je dále nezbytné vybavit hořák teflonovým bovdenem
a speciálním proudovým průvlakem. Jako ochrannou atmosféru je potřeba
použít čistý argon.
NASTAVENÍ PRŮTOKU PLYNU
Elektrický oblouk i tavná lázeň musí být dokonale chráněny plynem. Příliš malé
množství plynu nedokáže vytvořit potřebnou ochrannou atmosféru, naopak
příliš velké množství plynu strhává do elektrického oblouku vzduch, čímž je svár
nedokonale chráněn. Postupujte následovně:
nasaďte plynovou hadici na vstup plynového ventilku na zadní straně
stroje (obr. 1A poz. 17, obr. 1B poz. 6)
pokud používáme plyn CO2, je vhodné zapojit předehřev redukčního ven-
tilu (při průtoku menším než 6 litrů/min není nutný předehřev redukční-
ho ventilu)
kabel předehřevu redukčního ventilu zapojíme do zásuvky (obr. 1A poz.
10) na stroji a do konektoru u redukčního ventilu, na polaritě nezáleží
stiskněte tlačítko TEST PLYNU a otočte nastavovacím šroubem na spodní
straně redukčního ventilu, dokud průtokoměr neukáže požadovaný
průtok, potom tlačítko uvolníme (u strojů PROCESSOR a SYNERGIC)
po dlouhodobém odstavení stroje nebo výměně hořáku je vhodné před
svařováním profouknout vedení čerstvým plynem
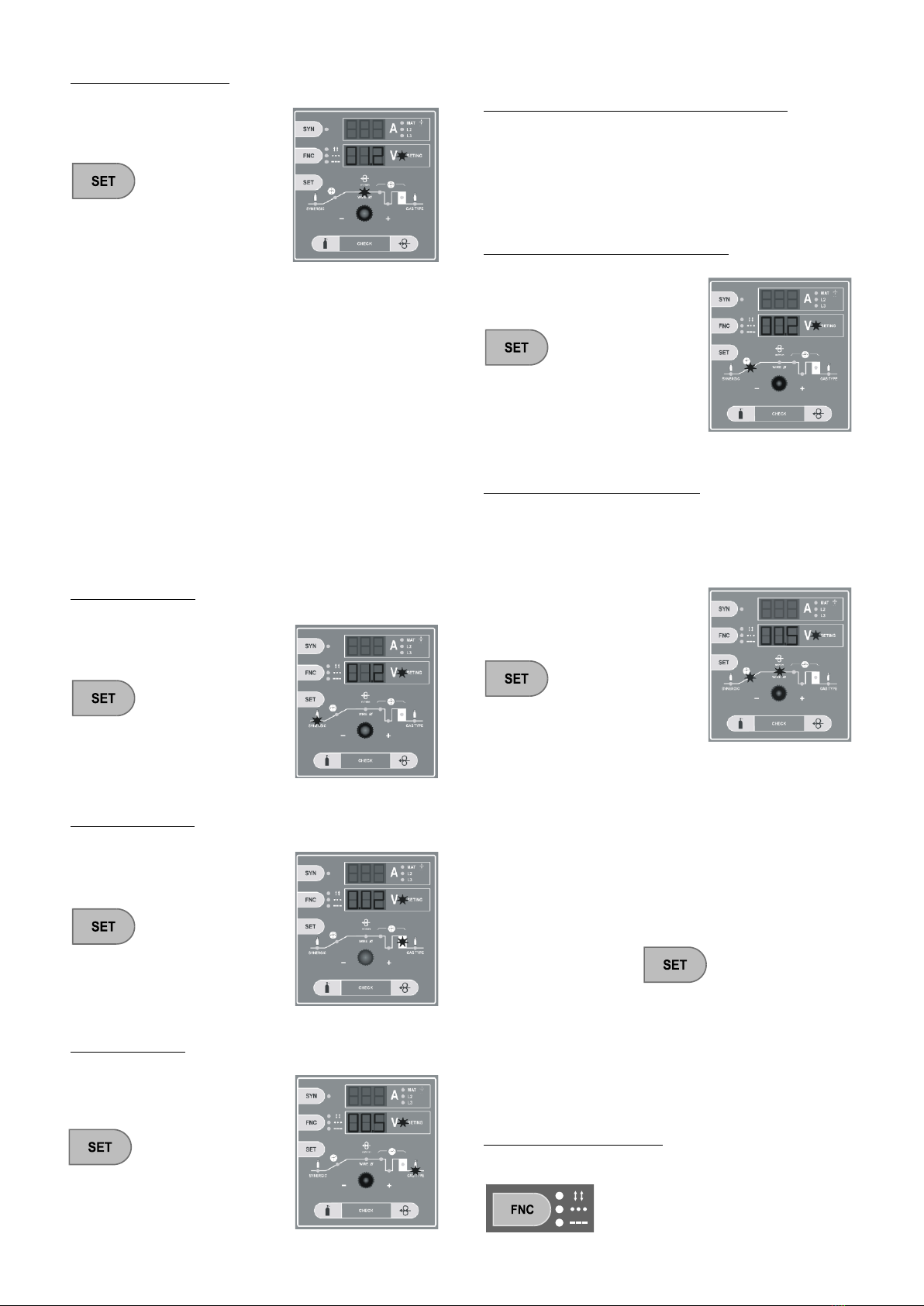
Nastavení svařovacích parametrů napětí a rychlosti
posuvu drátu
Nastavení hlavních svařovacích parametrů svařovacího napětí a rychlosti po-
suvu drátu se provádí potenciometrem rychlosti drátu a přepínačem napětí
(obr. 1A, poz. 2, 3 a 5). Vždy se k nastavenému napětí (poloha přepínače 1-40
dle zvoleného stroje) přiřazuje rychlost posuvu drátu. Nastavované parametry
záleží na použitém ochranném plynu, průměru drátu, použitém typu drátu,
velikosti a poloze sváru atd.
Orientační nastavení rychlosti drátu k poloze přepínače naleznete
v tabulkách na str. 56 až 60.
NAPŘÍKLAD: Svařovací stroj 305, použitý ochranný plyn MIX (82 % Argonu
a 18 % CO2) a při použitíprůměru drátu 0,8 mm je vhodná tabulka (program
No. 4). Nastavené hodnoty tedy budou - poloha přepínače A1 a nastavená
rychlost posuvu drátu bude 2,5 m/min.
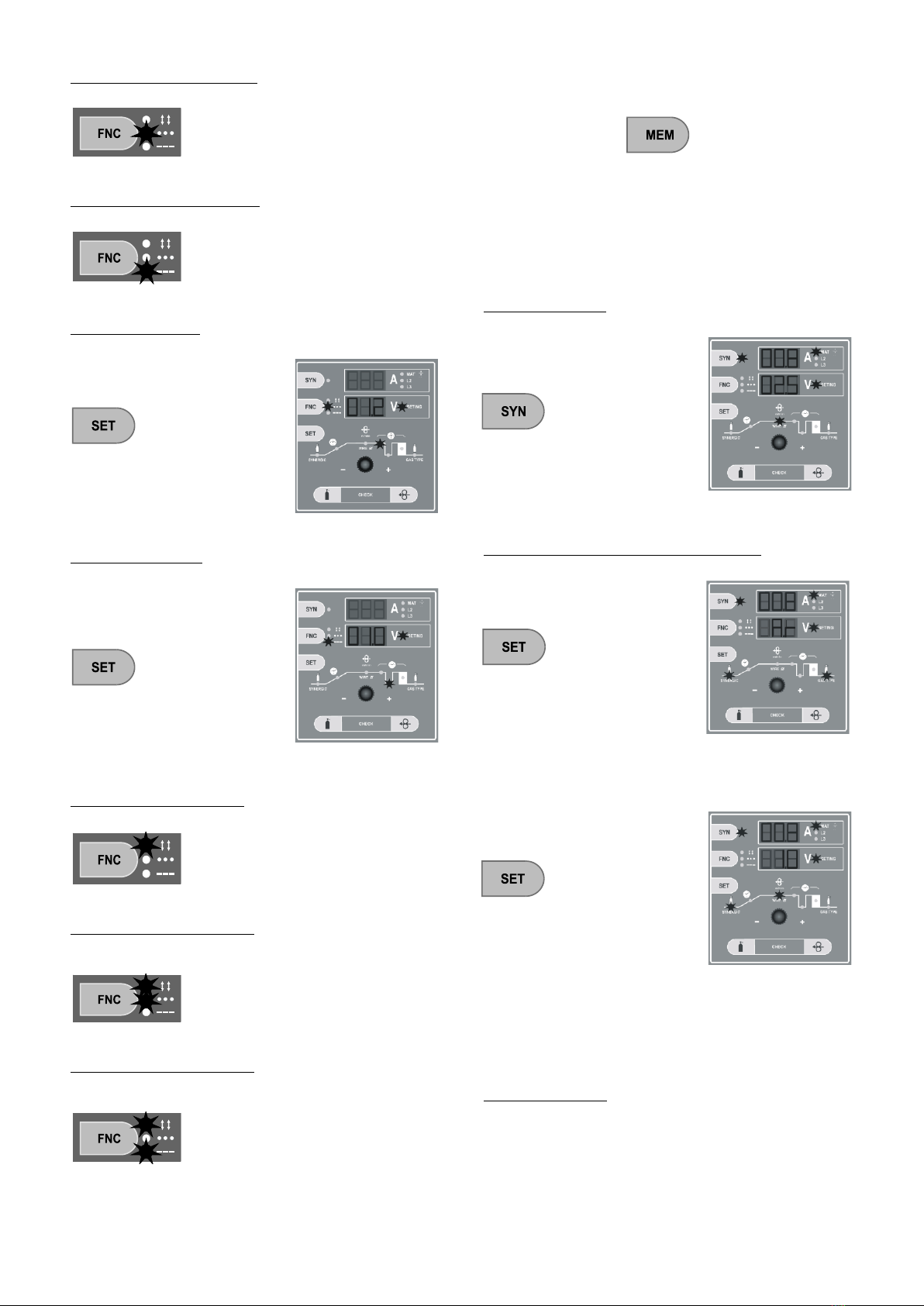
STROJE PROCESSOR A SYNERGIC
Tabulka č. 4 -Rozsah nastavovaných hodnot funkcí
doba
trvání
předfu-
ku plynu
doba náběhu
rychlosti
posuvu drátu