Turbinaire
Operator’s Manual – Page 8 of 14
Ensure that the surface you are spraying is clean, dry, and free from dust, oil, grease or any other
contaminant. A dirty or greasy surface will affect adhesion, can spoil a finish and is very difficult to correct
once sprayed. Do not wipe the surface with your hand – body oil may stay on the part and ruin the
surface preparation.
OPERATING and MAINTAINING THE TURBINE
All Turbinaire systems are equipped with a re-settable circuit breaker on the face of the machine. If the
turbine is not functioning properly, check your power source and/or reset the breaker by pressing it once.
The motor inside the turbine cabinet draws large amounts of air volume. It is therefore very important to
ensure that the filters are properly installed on either side of the turbine cabinet and to check them after
every use. Blow them off with the air from the turbine after every use and clean them as necessary to
ensure that air flow is never restricted. Filters are washable however once the pores are permanently
blocked or begin to visibly deteriorate, the filters should be changed.
WARNING: Do not put wet filters in the turbine - this may cause electrical shock and/or premature wear
of the turbine. Do not operate your turbine without the foam air filters.
NOTE: Due to the high speed of the turbine (18,000 to 24,000 RPM) and the frictional forces this causes,
it is normal for the turbine to heat up during operation. Generally, the system will heat up and then remain
at a constant temperature during use.
SPRAYING TECHNIQUES
Positioning: The gun should be perpendicular to the surface at all times. Also, keep the gun upright
when there is material in the cup. You may tilt the gun as necessary to spray a ceiling or table top for
example but note that the Pressurization Tube that pressurizes the cup must remain clean in order to
push the material to the Fluid Tip. The in-line check valve on the Pressurization Tube will prevent material
from backing-up into the gun body but avoid turning the gun completely upside down when there is
material in the cup – the material may block the air hole on the underside of the Cup Top and prevent the
pressurization of the cup.
Distance: Maintain a consistent distance of +/- 6 inches from the surface and spray in a smooth
continuous motion. Moving closer to the surface may sometimes be necessary for touch-up work and fine
lines in the round pattern. Otherwise, moving closer will narrow the spray pattern and concentrate the
material to deliver a thicker coat; moving further from the surface will widen the spray pattern and any
further than 8” may result in “dry-spray”.
Direction: The direction of the spraying motion should be based on the spray pattern chosen: when
spraying a horizontal pattern, the direction should be up and down; when spraying a vertical pattern, the
direction should be left to right or right to left; when spraying a round pattern, the direction can be either.
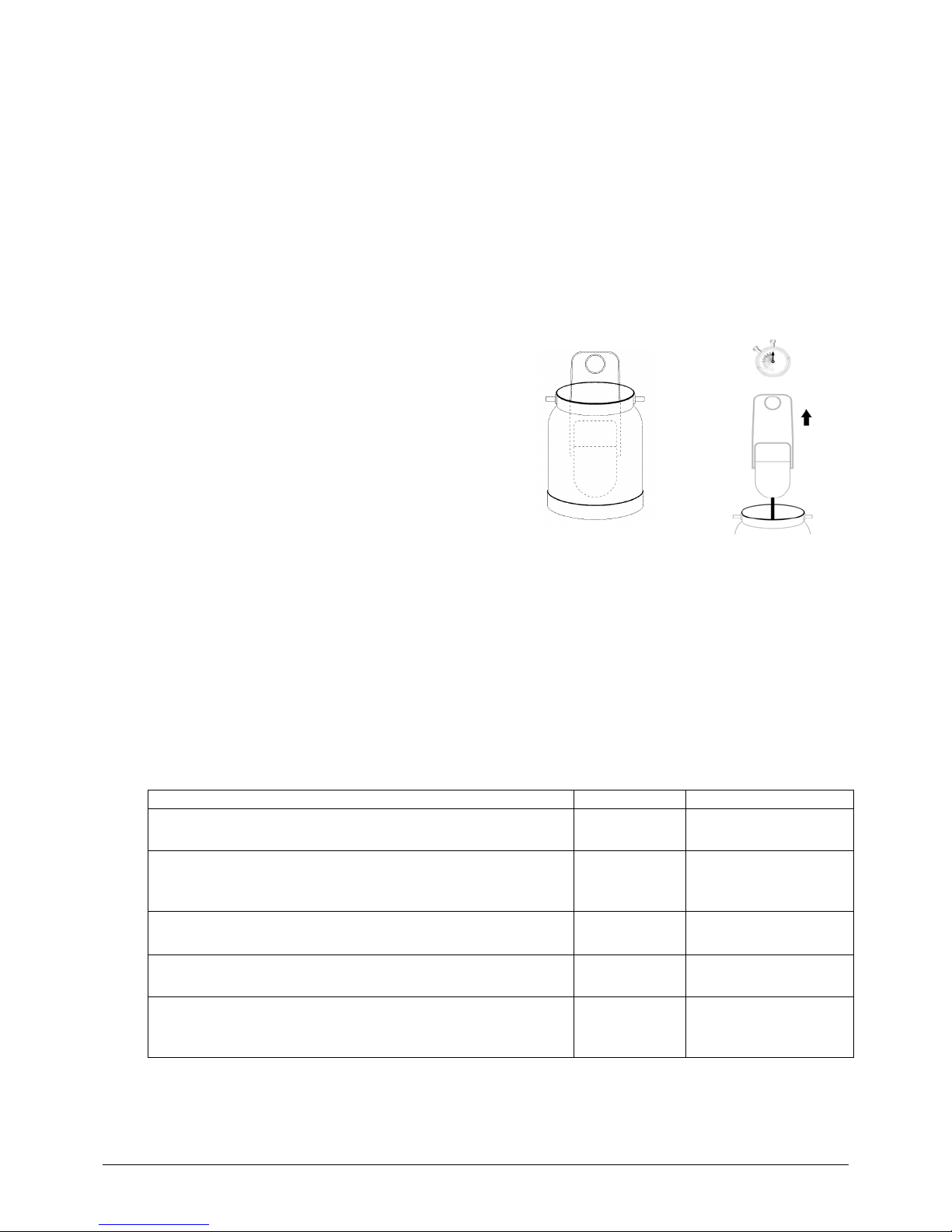
Speed: To test the proper application speed (speed of your hand), spray one pass on a sample of the
surface to be coated at a consistent speed, then spray a second pass overlapping the first one by 50%.
Examine the overlapped section: if there appears to be space between the droplets of material, slow down
your application speed; if individual droplets are not visible and the film seems even, note the application
speed and maintain it throughout use.
Overlapping: Always overlap passes by 50%.