TABLE OF COTETS
NOTICE ...........................................................................................................................1
INTRODUCTION............................................................................................................2
SECTION 1 - SAFETY ...................................................................................................3
1.1 SAFETY SUMMARY................................................................................3
1.2 SAFETY LABELS......................................................................................
1.2.1 EXAMPLES OF SAFETY LABELS ..........................................
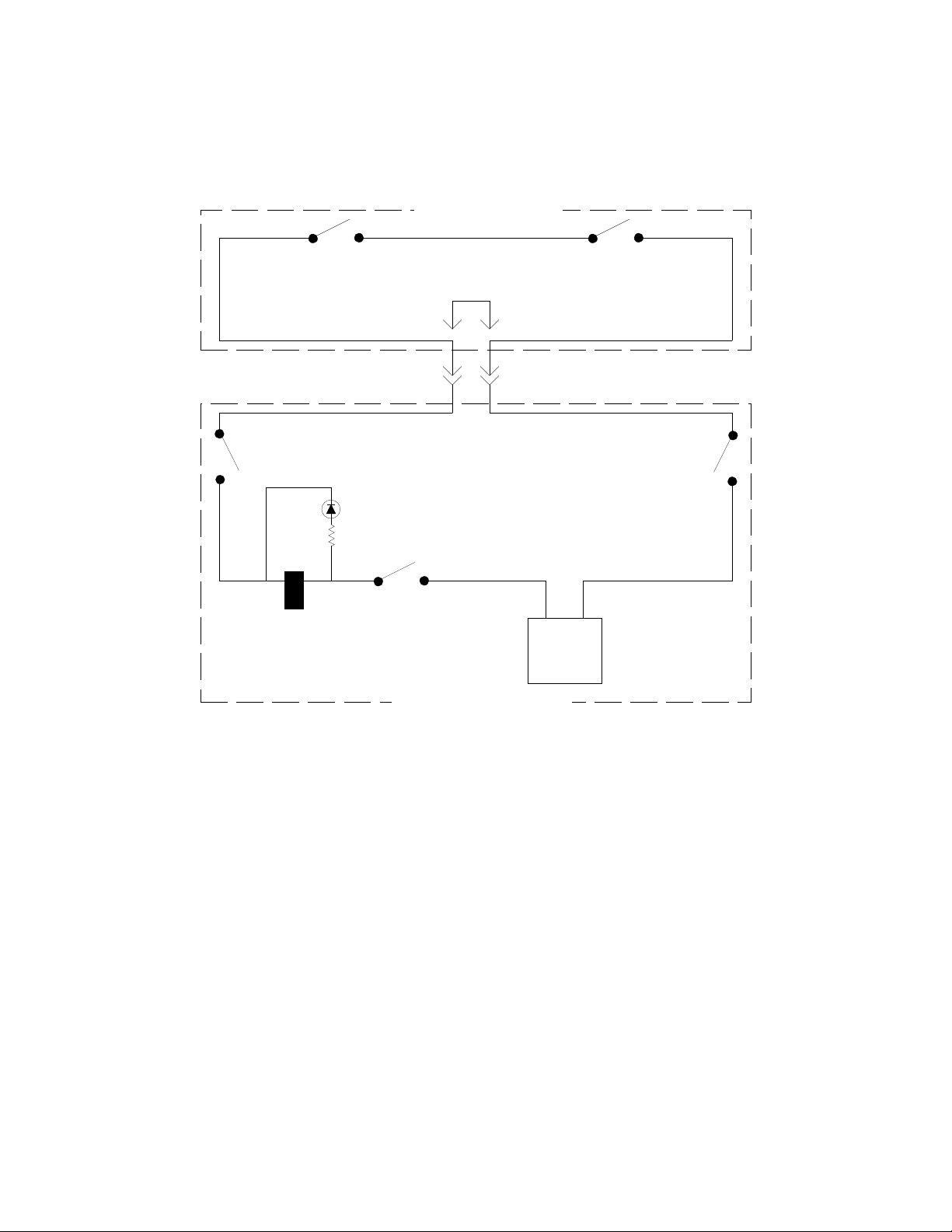
1.3 SAFETY INTERLOCK ..............................................................................5
1. ELECTRICAL SAFETY ............................................................................5
SECTION 2 - INSTALLATION......................................................................................7
2.1 CAUTIONS ................................................................................................7
2.2 SET UP PROCEDURE ..............................................................................7
2.2.1 VENTILATION PROCEDURES ................................................8
2.2.2 CONNECTION WITH COMPUTERS .......................................9
2.2.3 DIP SWITCH LOCATION..........................................................9
2.2. RS-232 SERIAL CABLE CONFIGURATION...........................10
SECTION 3 - OPERATION............................................................................................11
3.1 BASIC OPERATING PROCEDURE ........................................................11
3.2 TURNING THE LASER SYSTEM ON.....................................................11
3.2.1 EMERGENCY OFF SWITCH ....................................................11
3.3 CONTROL PANEL LAYOUT...................................................................12
3. OPERATION CONTROLS........................................................................13
3.5 SHUTTER CONTROLS ............................................................................15
3.6 PROCESSING SPEED CONTROLS.........................................................15
3.7 LASER CONTROLS..................................................................................17
3.8 SOFTWARE CONTROLLED POWER CHANGE (optional) ..................20
3.9 FOCUSING PROCEDURE........................................................................20
3.10 COMMAND SYSTEM ..............................................................................22
3.11 VIEW POSITION INDICATOR ................................................................22
3.12 LASER PROCESSING AREA...................................................................22
SECTION - MAINTENANCE .....................................................................................2
.1 SAFETY SUMMARY................................................................................2
.2 GENERAL CLEANING.............................................................................25
.3 OPTICS CLEANING..................................................................................26