5
SECTION 11: CYLINDER ASSEMBLY
Check all the holes in the cylinders (part M1) against the appropriate components and open up the holes if necessary. Reduce
the width of the inside cylinder faces to the etched lines provided as appropriate, so that the cylinders are a good fit it the
slots in the frames. Fold up the cylinders making sure they are square and fold out the 2-to-1 arm bracket.
Solder the valve crosshead guides (parts BR1 or BR3 - front & BR2 - rear) in place aligning them with a piece of 0.8mm wire
passed through the valve rod holes. File away the back of the rear guides as shown in Fig.9.
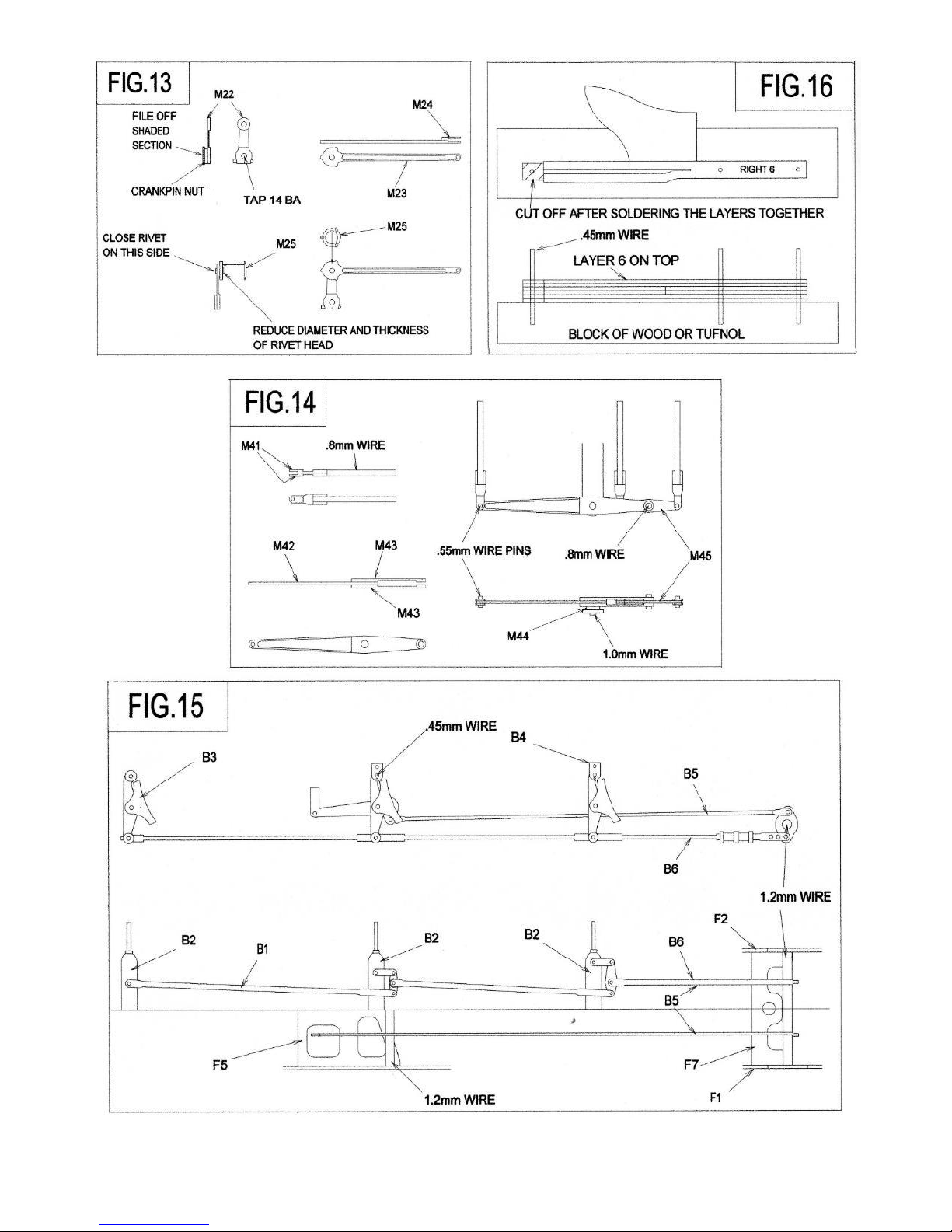
Construct the slidebars as shown in Fig. 16. Use plenty of solder whilst applying pressure to keep the laminations together.
Clean off the front and rear faces and remove the rear section. The crosshead slot will need cleaning out so that the crosshead
is a good fit. This can be done with a thin file - haven't gone one? - then use a piece of emery paper over a scrap piece of
brass etch. The appearance of the slidebars is much improved by carefully filing the top smooth.
Insert the slidebars in the cylinders and tack soldered in place. After checking all is square and parallel they are permanently
attached. Attach the piston rod glands (part NS2) and check that the crosshead slides properly. Attach the front covers (parts
NS3) and fit the relief valves (parts BR5). Add part M10 as shown in Fig. 9.
Solder together the connecting rod laminations (part M19 & M20) and add the rod boss laminations (part M21) to the big
end back and front. Drill the big end to fit the crankpins and the small end 1.0mm.
Solder the crosshead arm (part M39) to a piece of 1.0mm wire as a pin. Fit the connecting rod to the crosshead, ensuring the
crosshead arm is vertical, carefully solder the pin from the rear and file flush. Fit the connecting rods with a suitable washer
(part M50) between the coupling rods and connecting rods and check the clearance of the slidebar and crankpin nut. You
will possibly have to reduce the thickness of the nut. The connecting rod passes between the two lower slide bars and it will
be necessary to widen the gap between them to give clearance for the connecting rod to pass through.
SECTION 12: VALVE GEAR
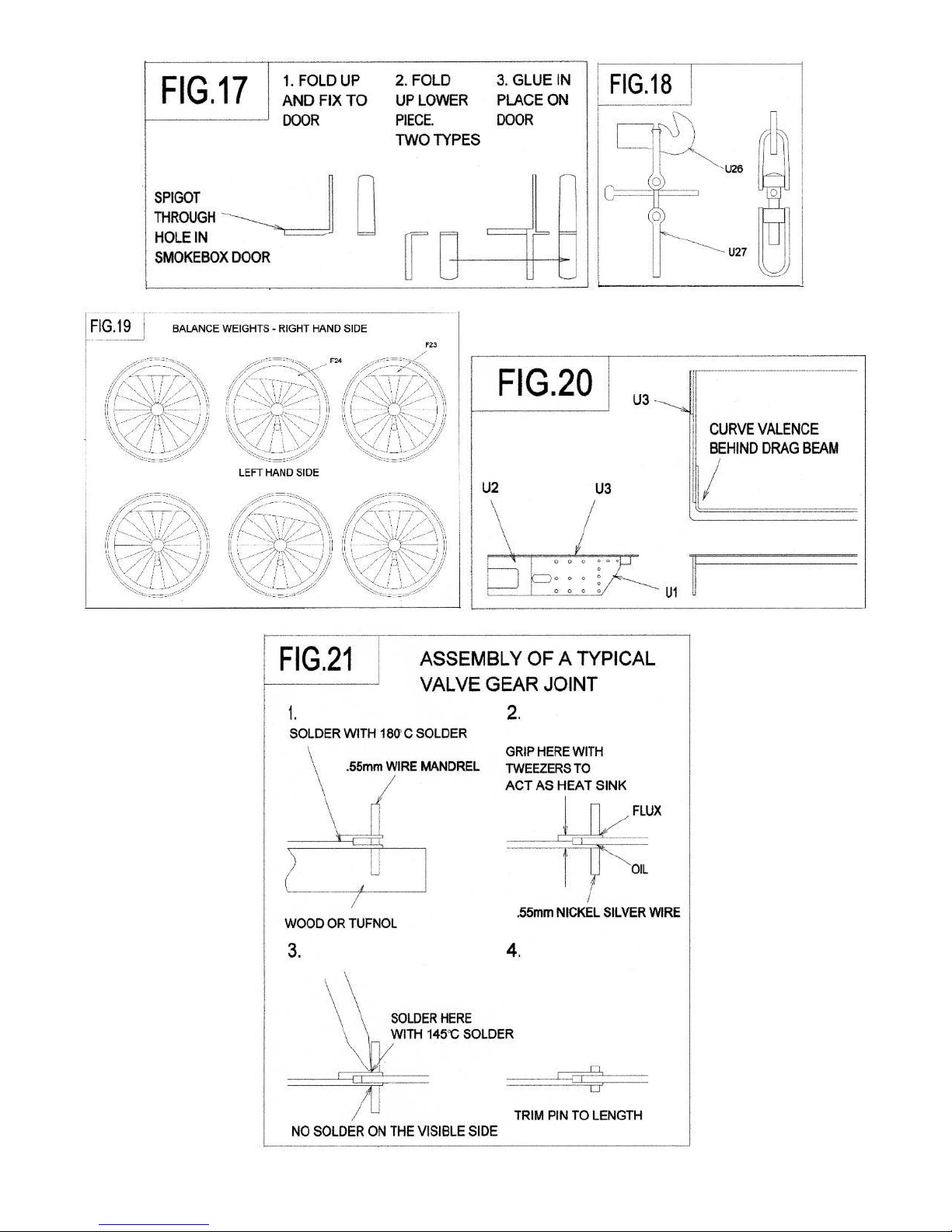
All the valve gear joints, with the exception of the eccentric arm/eccentric rod, are made with wire pins soldered on the
inside. This clearly runs the risk of soldering the joint solid. To minimise this:
(i) ensure the pin is a tight fit in the hole.
(ii) use oil or a proprietary solder mask.
(iii) use plenty of flux, a small amount of solder, and be quick!
Modify the motion bracket (part M11) to suit your frame spacing as shown in Fig. 9 and fold it up, with all fold lines on the
inside. Curve the lower ends of the motion bracket over a suitable rod to fit part M13. Solder part M13 in place in the groove
in part M11. Solder parts M12 in the grooves in parts M11 & M13 ensuring that the holes for the radius link pivot align
horizontally and vertically. Solder short pieces of 1.0mm wire to the brackets for the radius link pivots.
Drill out the holes in the radius link laminations (parts M26 & M27) to take the 0.3mm wire pins, which align the laminations
and represent the bolt heads. Solder the inner laminations together with 4 lengths of 0.3mm wire (Fig.11). Check that the
slot in the inner laminations is a sliding fit with the 0.7mm wire.
Place the radius rod (part M33) and radius rod front lamination (part M34) over the radius link, align with a piece of 0.7mm
wire, and solder the lamination to the rod. Solder the 0.7mm wire pin in place and clean off flush. The radius rod should now
move smoothly in the link. Add the fork joint (part M35) to the front of the radius rod. Open out the holes in the radius link
outer lamination (part M26) so that they are a good fit on the pivot wires on the radius link bracket. Solder the outer
laminations in place (N.B. they are not symmetrical –see Fig.11) and cut off the 0.3mm wire to represent the bolt heads.
Gently spring the links in place in the brackets (insert washers part M14 as shown in Fig.9) and check that the links pivot
freely and are vertical. Now remove the links and attach the reversing cranks (parts M28 & M29) using 0.7mm wire so that
they slide in the slots in the radius rods.
Attach the cylinders and motion bracket to the chassis with 10 BA screws. Check all alignments before soldering the motion