Fine Tuning Screw
Cutting Depth
Set Screw
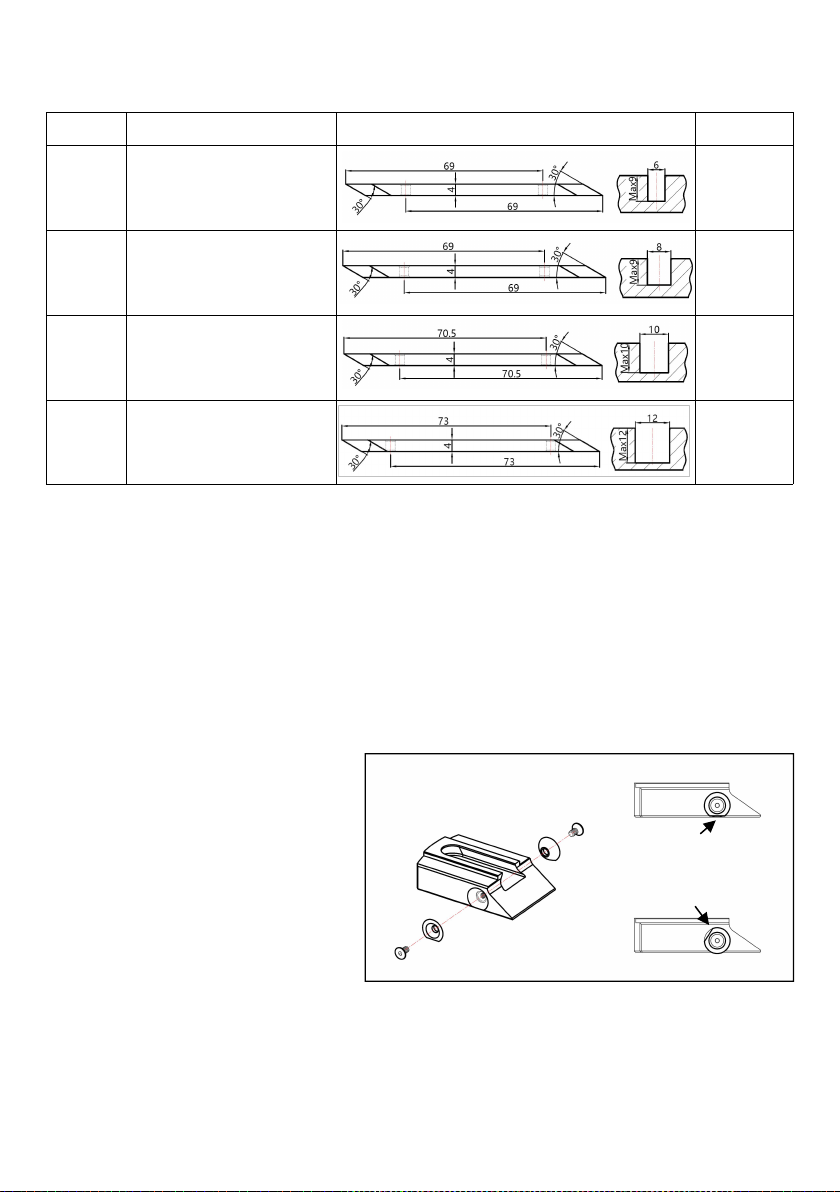
When the D-shape Scoring Cutter is not needed, loosen, and rotate the cutter to make the small
flat notch parallel to the bottom of the front sole and secure the retaining screw. When in the
retaining position, the cutting edge should not protrude underneath the sole and should have no
impact when cutting. (Refer to Fig. 3 – Retaining Position for reference)
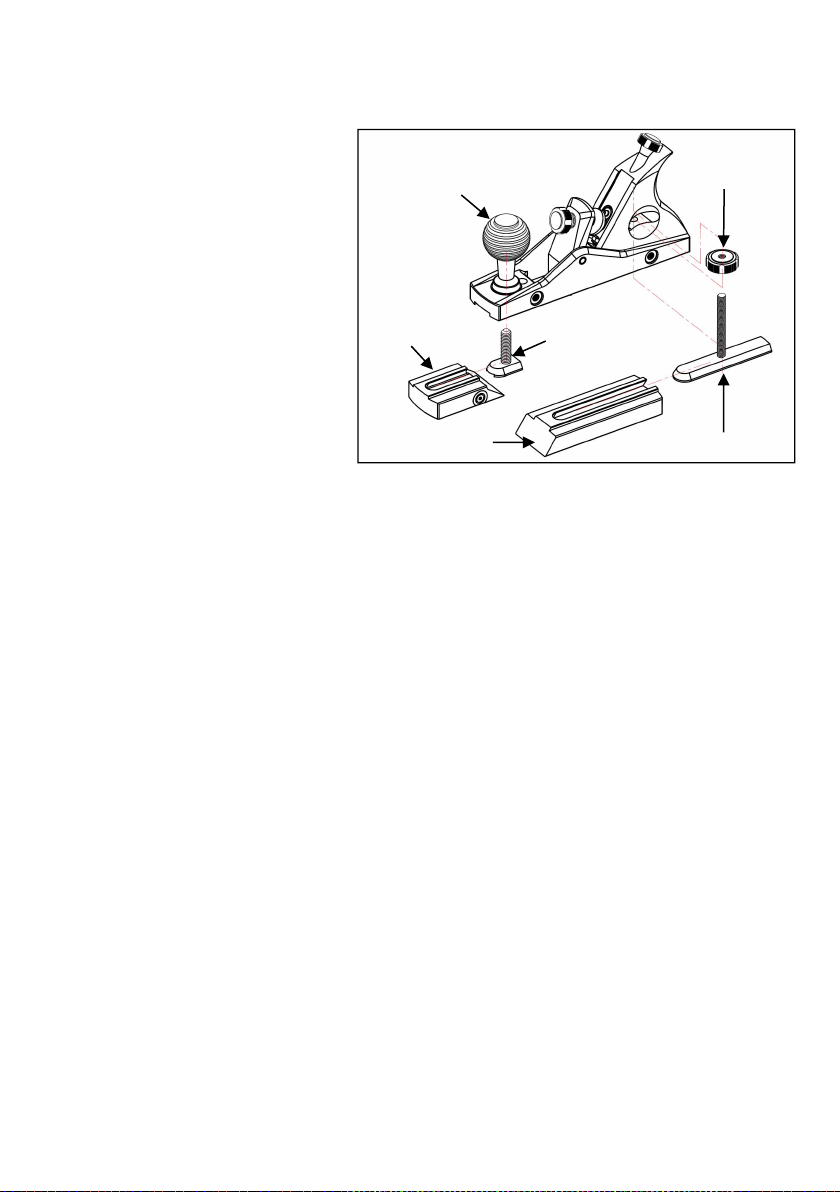
Dado Scoring Cutter (Fig. 4)
The Dado Scoring Cutters is used
with the matching Dado
Groove Irons (2~12mm). The Dado
Scoring Cutter is installed in the slot
of the front sole of the
corresponding iron and tightened
with screws, as shown in Fig. 4.
When adjusting the marking depth,
loosen the screws and move the
Dado Scoring Cutter up and down
to the desired depth. The
fine-tuning screws on the plane
body can be used for additional
After completing all adjustment, tighten the screws to secure the cutter. It is recommended that
the marking depth does not exceed 0.25mm.
Note:The scoring cutter is a special part, if it is worn, you need to replace a new one. To avoid
personal injury, DO NOT ATTEMPT TO HONE OR REPAIR THE SCORING CUTTER. Please reach
out to Bridge City Tool Works customer service to purchase replacement parts.
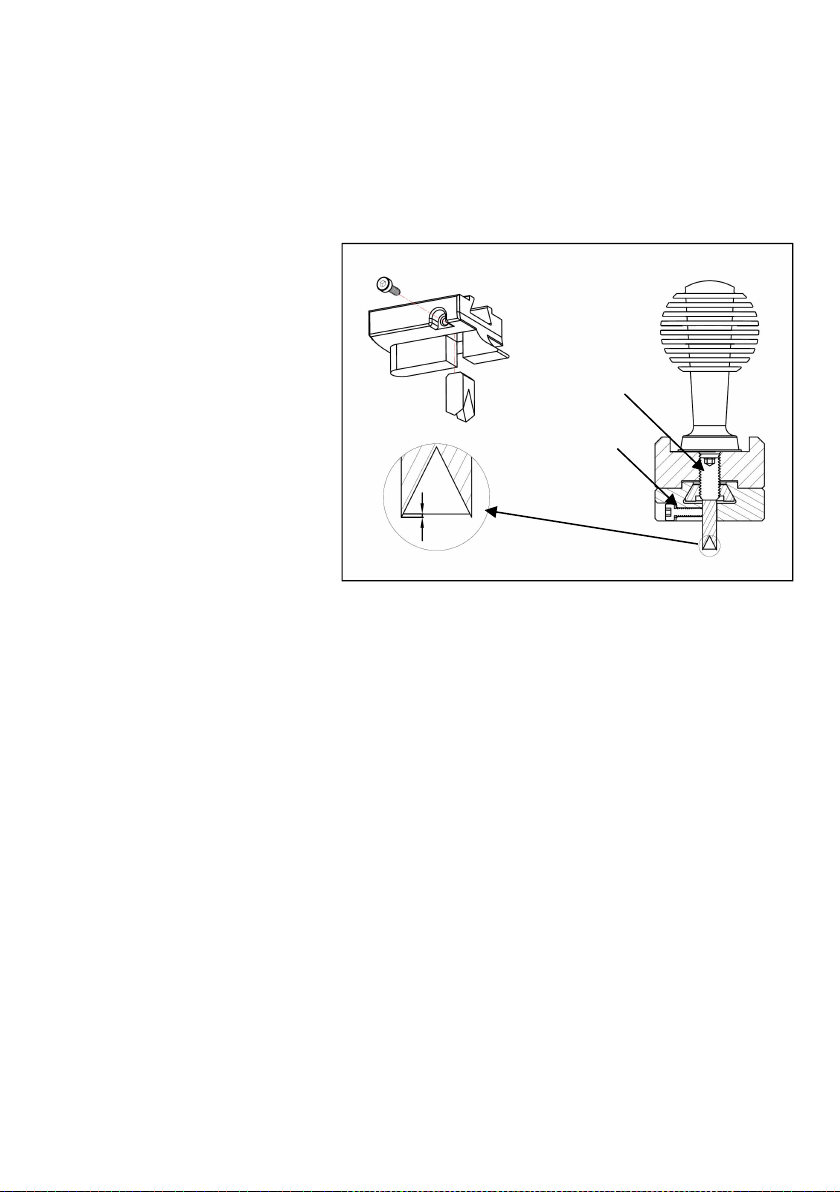
3. The Hone is utilized for the V-Groove Irons and the Crown Irons. It is machined from CNC
aluminum alloy to produce a specific sized V-shape angle and arc. The surface is hardened,
sandblasted, and anodized for an amazing finish. When paired with grinding paste of 6000 mesh
or above, you can achieve a razor-sharp edge on your iron. During the honing process, it is
necessary to ensure that the beveled edge is making complete contact to the honing surface (as
shown in Fig. 5). This is to avoid damaging the iron and hone due to incorrect grinding angle and
direction..
Note: When honing, grinding paste (not included) must be used in conjunction with the hone
to achieve best results.
Fig. 4 Dado Scoring Cutter Installation