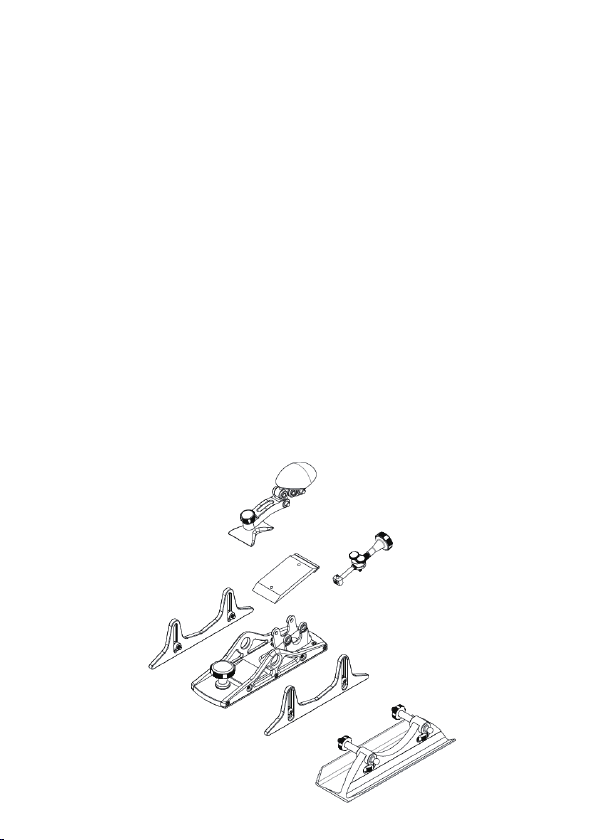
Please follow the steps below to remove the iron:
1.Fully open the mouth by loosening the front tote and sliding the
throat plate all the way forward and tighten. This helps to prevent
nicking the iron on the throat plate.
2.Lift the cap until the clamping mechanism is raised to its highest
position.
3.Hold the plane in one hand with your hand on top and your index
finger on the iron. Turn the plane upside down and the iron can be
safely removed as you allow it to drop into your palm.
Please follow the steps below to install the iron:
1.Mount the magnetic iron guard on the end that will not be used.
2.Insert the iron by introducing the protected end first.
3.Slowly lower the iron onto the index pin.
4.Push down the cap to tighten the iron.
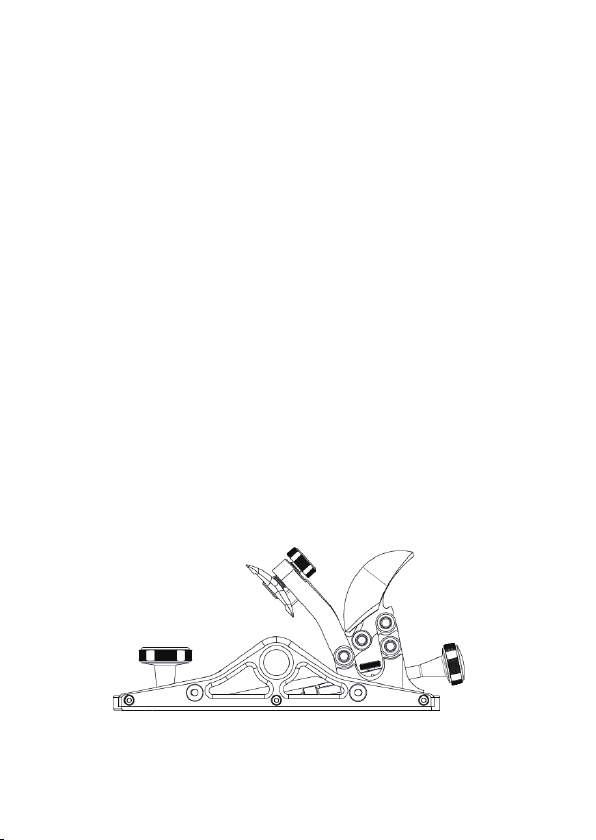
Iron Adjustment
Both cutting depth and cant (iron angle) can be adjusted by the lead
screw under the cap. However, in use we find it much easier to adjust
the cant of the iron with your index fingers through the pockets in the
plane sides.
Adjusting Cutting Depth
The lead screw has 2 threads per millimeter. One full revolution
clockwise will increase the depth of cut by 0.1mm (0.004”). Decrease
the cut depth by rotating the lead screw counter clockwise.
There are five semi-circular cuts milled around the lead screw knob.
These serve two purposes, it is easy to grip and combined with the
knurled sections between each of the five cuts, the lead screw
becomes a base 10 form to achieve incredibly small incremental
adjustments.