Take note of the resulting color. Future coolant additions can be made by
approximating the color of the mix rather than exact measurement. When properly
mixed the color will be similar to Windex and have a distinct oily feel.
Check the coolant level before use by simply removing the lid and observing the level.
If it is less than about 2/3 full, add a gallon.
During use, if the coolant looks milky in the hose leading up to coolant spout, then the
pump is sucking air. Take care not too add too much coolant during cutting to prevent
overflow when all of the coolant drains into the pail.
The coolant level in the pail should cover the motor at all times for proper motor cooling.
You will find that you will need to add water frequently. It may not be necessary to add
Koolmist every time, but if the color becomes less blue, then the mixture is too lean, and
it loses lubrication capability.
The cutting process will create a sludge of very fine metal particles. Plan to replace the
coolant and clean the pail every 3-4 months or sooner.
Plan to clean the chips out of the drain pan every day. The chips may be scraped uphill
in the drain pan to facilitate draining.
.
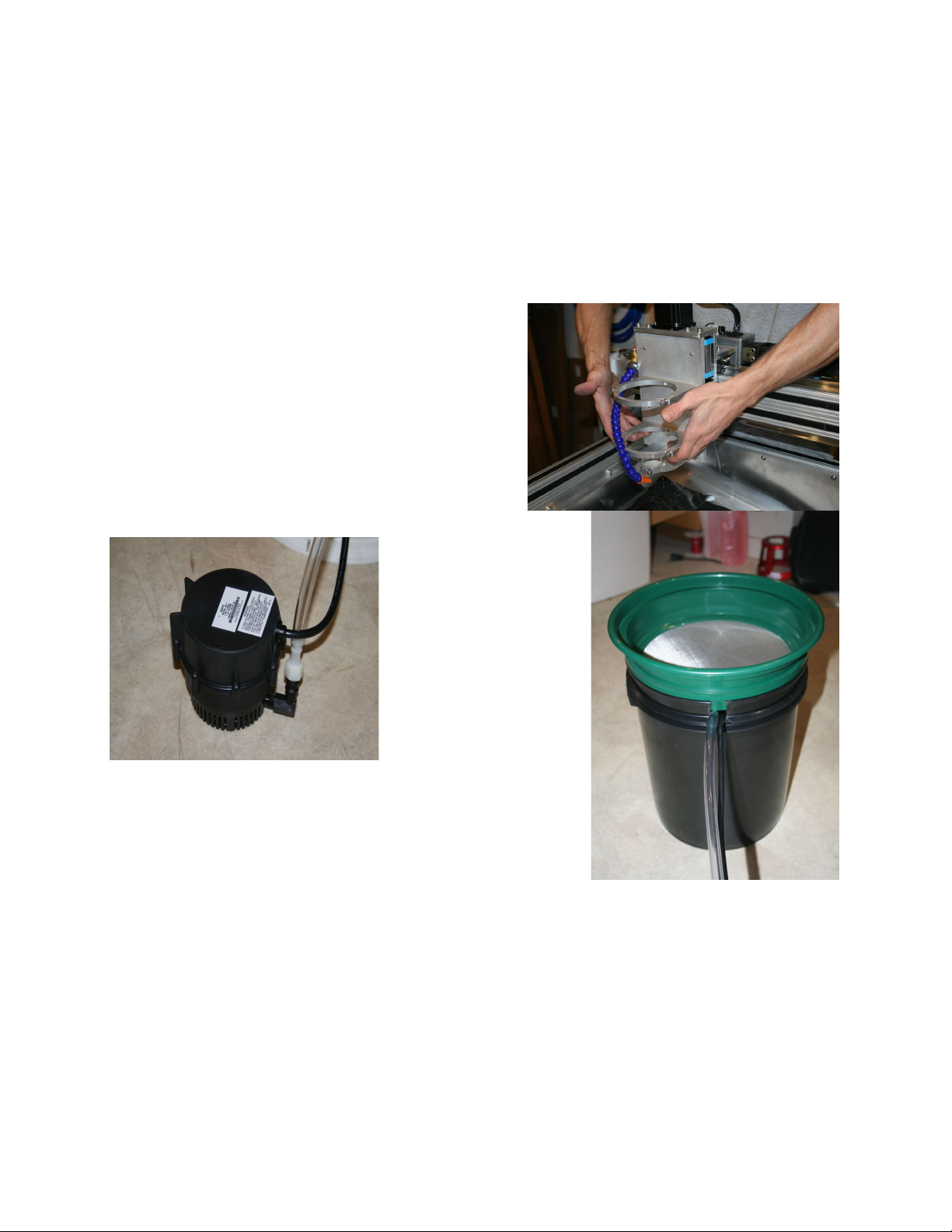
17.You will find the 2 pieces of the flow director as flat pieces of aluminum shipped
inside the coolant pail. Fit the 2 pieces together and Install it in the drain hole. Its
purpose is to prevent coolant splashing beside the screen in the pail when a large
volume of coolant is poured in the pan. It is shown assembled and installed to the
right.
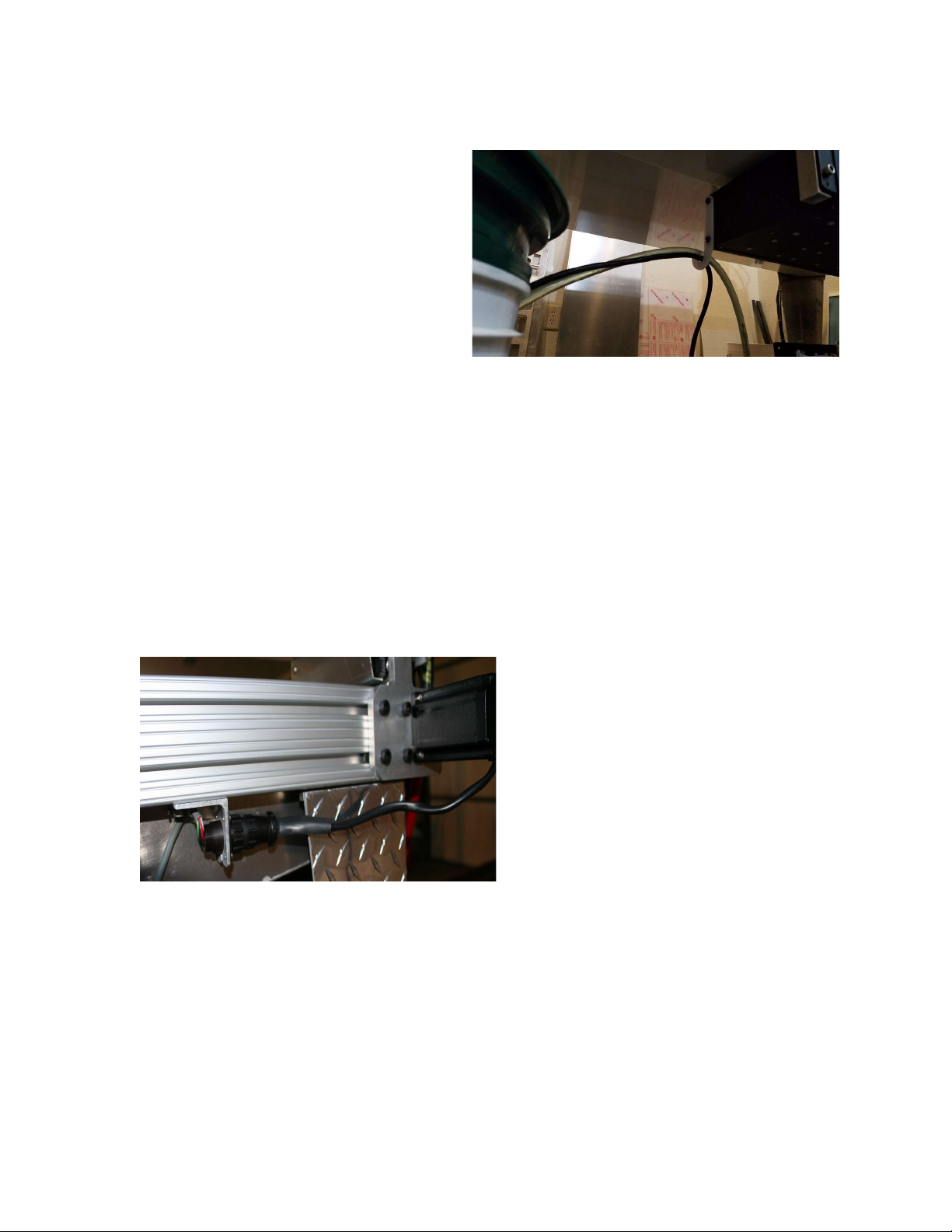
18.The controller mount bars (shipped in the tool box) are mounted to the front of the
drain pan. Supplied with the controller mount bars are 8 each 6x25 mm socket head
screws. Liberally apply silicone seal under the head of 4 of the 6mm socket head
screws. Loosely install the controller mount arms
to the drain pan with these screws. Attach the SC3
controller to the arms with the remaining 4
6x25mm screws. Line up the arms and tighten the
screws. There is a bag packaged with the
controller that includes the laser key and a 2 pin
shorting plug. The 2 pin shorting plug
MUST be installed on the rear of the controller in order for the
controller to turn on. The plug is provisions for a customer supplied safety
curtain.