Version 03.2018 | Page/ Seite 6 www.dunkermotoren.com
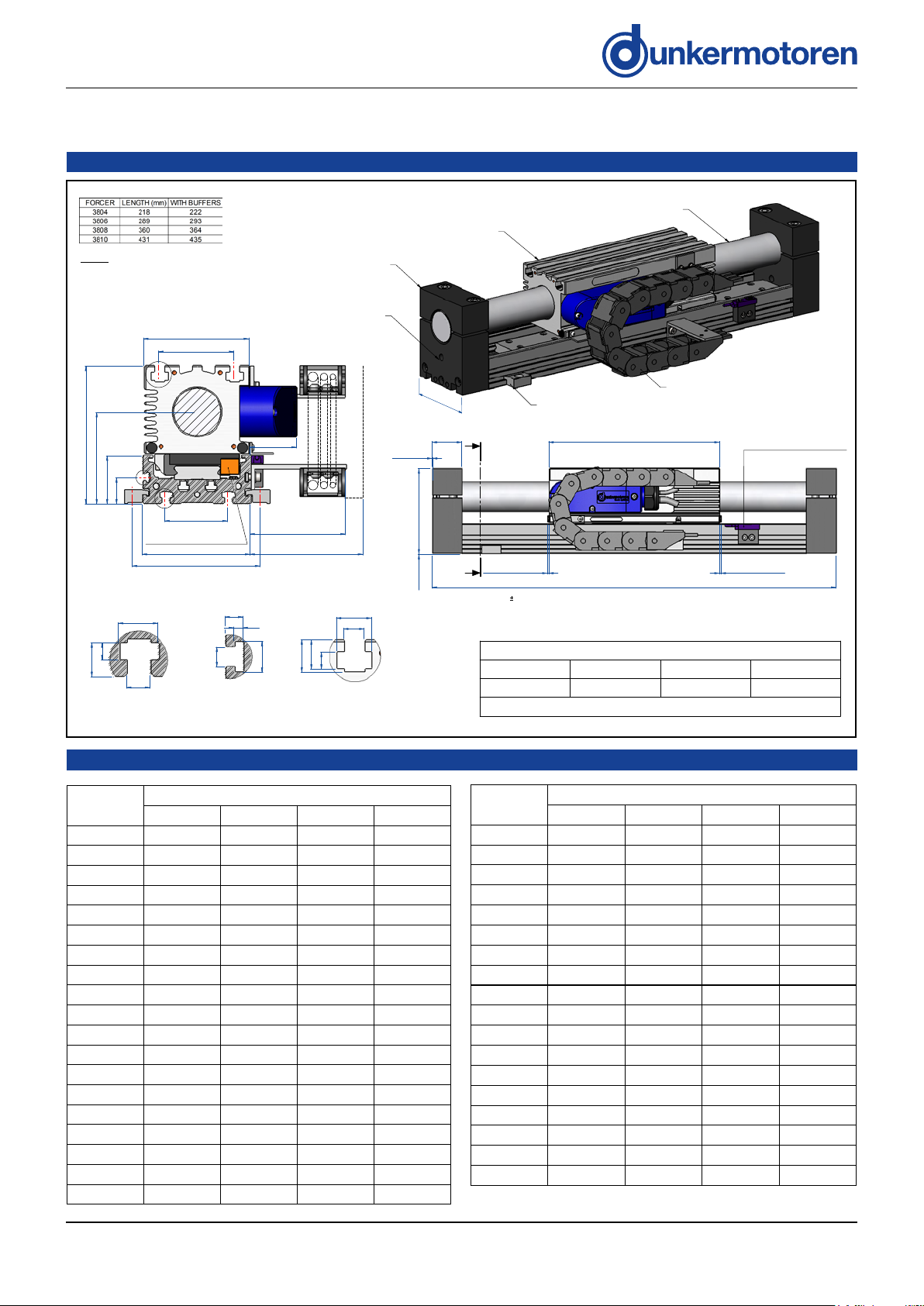
The ServoTube Module with fully integrated bearing
rail and position encoder oers unprecedented value in
high performance applications. The ServoTube Module
is a cost eective alternative to ballscrew and belt drive
systems where high speed and exibility are required.
accuracy, from a non-contact, integral position sensor.
The standard ServoTube position encoder output is
an industry standard 1V pk-pk sin/cos signal. For
applications requiring higher levels of accuracy, the
ServoTube Module is available with a fully integrated
optical position encoder giving a resolution of up to 1
micron.
The non-contact nature of the direct linear drive results
in life expectancy far above that for typical belt drive
and ballscrew systems, with the added advantage of no
deterioration in accuracy or repeatability over the entire
life of the product.
The ServoTube Module is an ideal OEM solution for
easy integration into pick-and-place gantry and general
purpose material handling machines. The load is
mounted directly to the forcer giving a very stable base.
Servotube Modules can be easily integrated with each
other or with other ServoTube products to create multi-
axis systems with minimal design eort.
The ServoTube has superior thermal eciency, radiating
heat uniformly. High duty cycles are possible without the
need for forced-air or water cooling.
Servotube is complemented by a range of matched, self
tuning servo-ampliers and indexers complete with plug
and play cabling. Ampliers interface easily to PLCs and
feature CANopen network connectivity for distributed
control applications.
Chapter 1
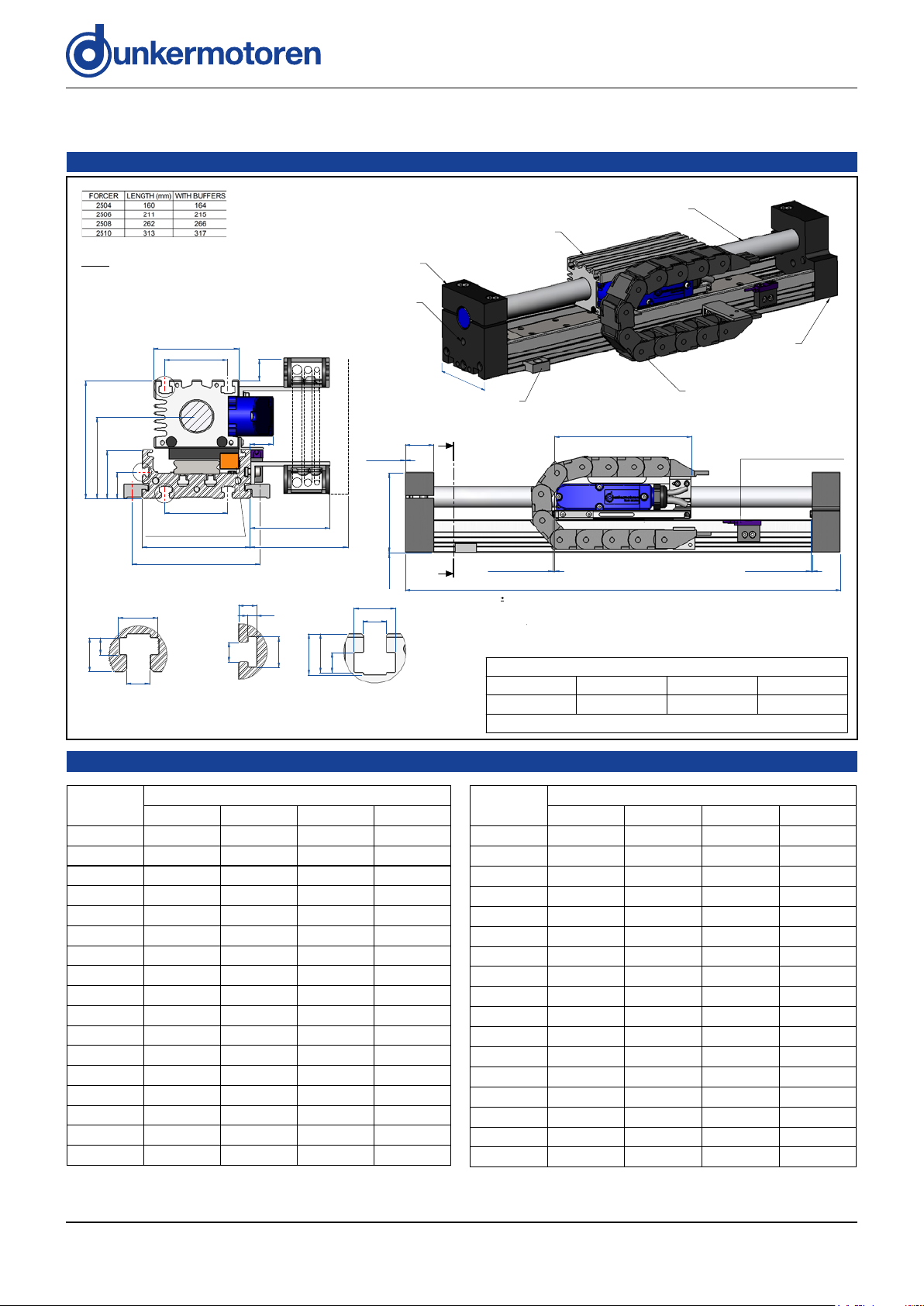
Product Overview
Eight models deliver a continuous force of 51 to 276 N
(11 to 62 lb) with peak forces of up to 1860 N (418 lb).
Standard stroke lengths of 21 mm to 1323 mm are
available.
The magnetic design of ServoTube generates
12 micron repeatability and 350 micron absolute