EW-5010A OPERATION MANUAL
the automatic case, the cycle time is parallel to the manual take-up and
release time); The setting interface settings are displayed or closed.
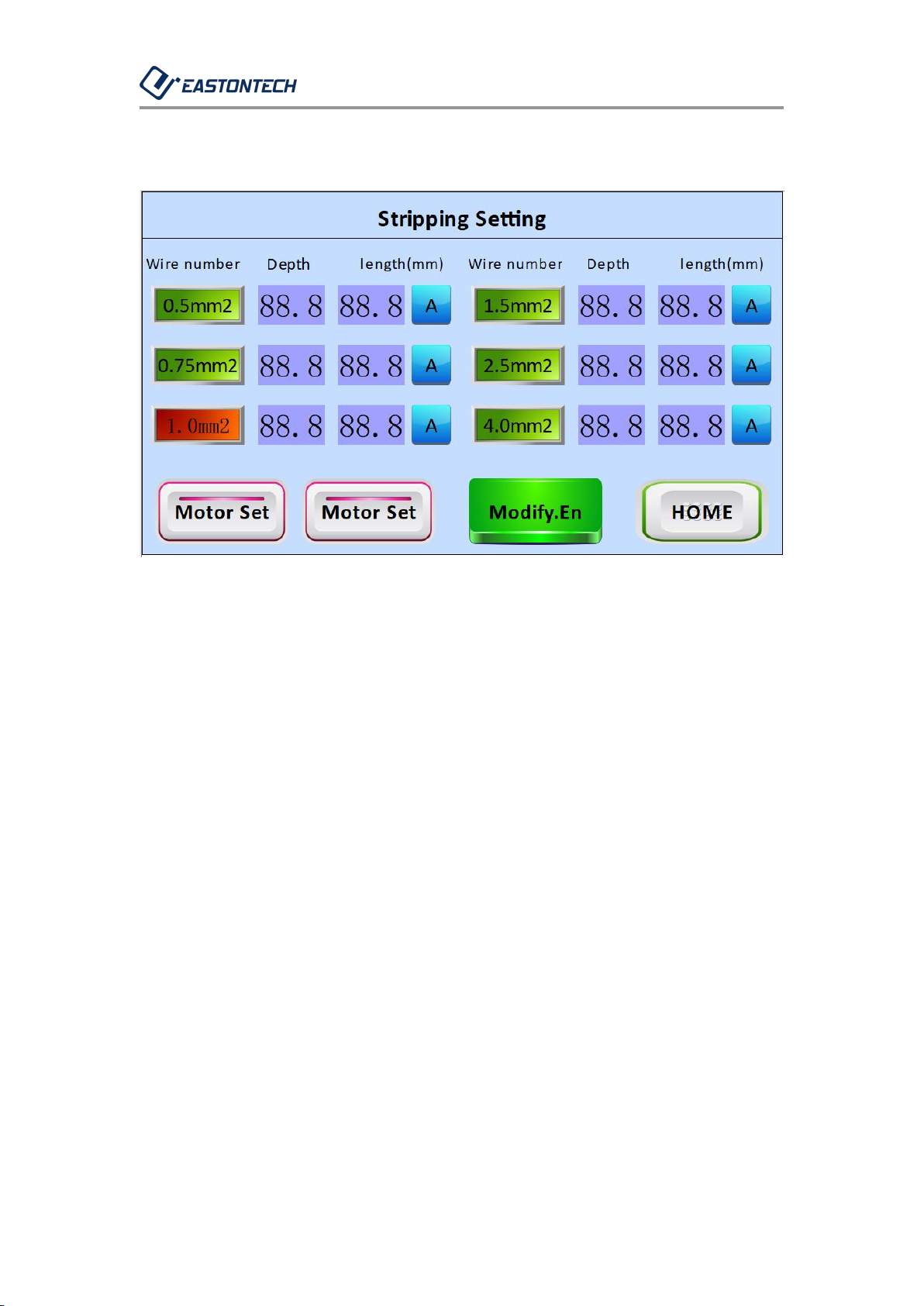
1-1-5. Peeling settings: pull down the menu key, see the related interface
for details.
1-1-6. Parameter setting: pull down the menu key. For details, please
refer to the related interface introduction.
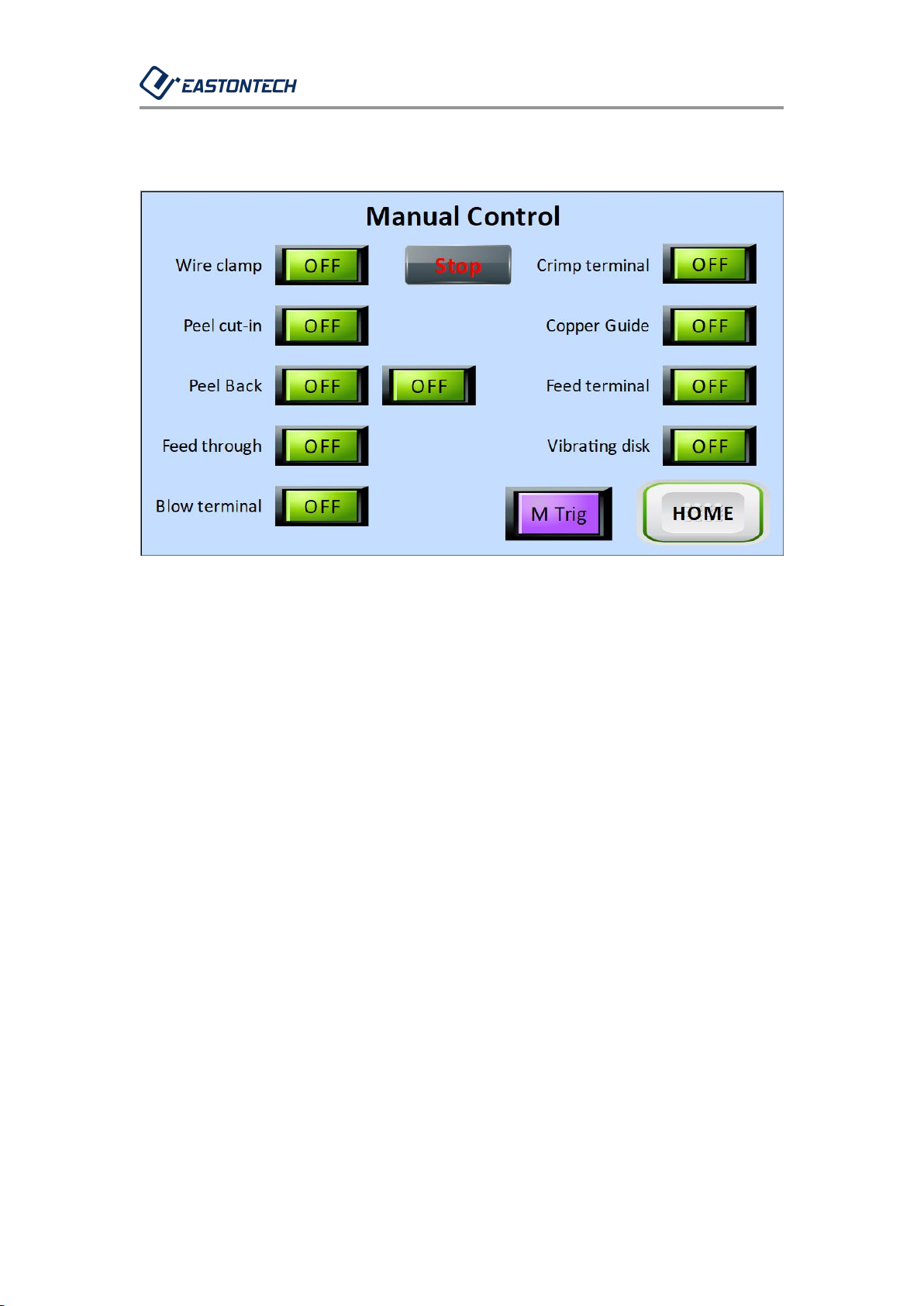
1-1-7. Manual control: pull down the menu button, see the related
interface for details.
1-1-8. Peeling and crimping: This button is a function selection, you can
click to switch to peeling.
1-1-9. Manual mode: This button is a function selection, you can click to
switch to automatic mode.
1-1-10. Jog: This button is used for jog control for single-step operation,
and it must be effective in the "manual mode"; the function is activated
when the jog button is pressed for about 2 seconds, and the background
color of the button turns red after startup , Click again to proceed to the
next action (click the next interval is valid for 1S).
1-1-11. The time in the upper right corner can be corrected in the system
settings interface.