5
4. Schließen Sie die Hydraulikpumpe ans Netz an. Überprüfen Sie vorher die auf dem Gerät angegebene
Eingangsspannung/ Netzfrequenz mit den Daten ihres elektrischen Anschlusses.
5. Stellen Sie die Betriebsart am Grundgerät auf „Biegen“ oder „Stanzen“ ein.
Nur dann sprechen die Sicherheitssensoren am Gerät an.
6. Mit den Bedientasten „Start“, „Stop“ und „Out“ am Grundgerät wird das Biege- und Lochstanzgerät bedient.
Sofern Sie einen Fußschalter (Art.Nr. 03861) mitbestellt haben, können Sie diesen an die Anschlussdose (4)
anschließen und anstelle der Starttaste verwenden. Mit dem 3-Pedaligem Fußschalter (Art.Nr. 03865), der
zwischen die Hydraulikpumpe und der Anschlussdose (6) angeschlossen wird, können Sie sämtliche „START“,
„STOP“ und „OUT“ Funktionen bedienen.
Für andere, als in dieser Anleitung zugelassene, Antriebsaggregate übernehmen
wir keine Gewährleistung.
Stromschienen biegen
1. Stellen Sie den Schalter am Grundgerät auf „Biegen“.
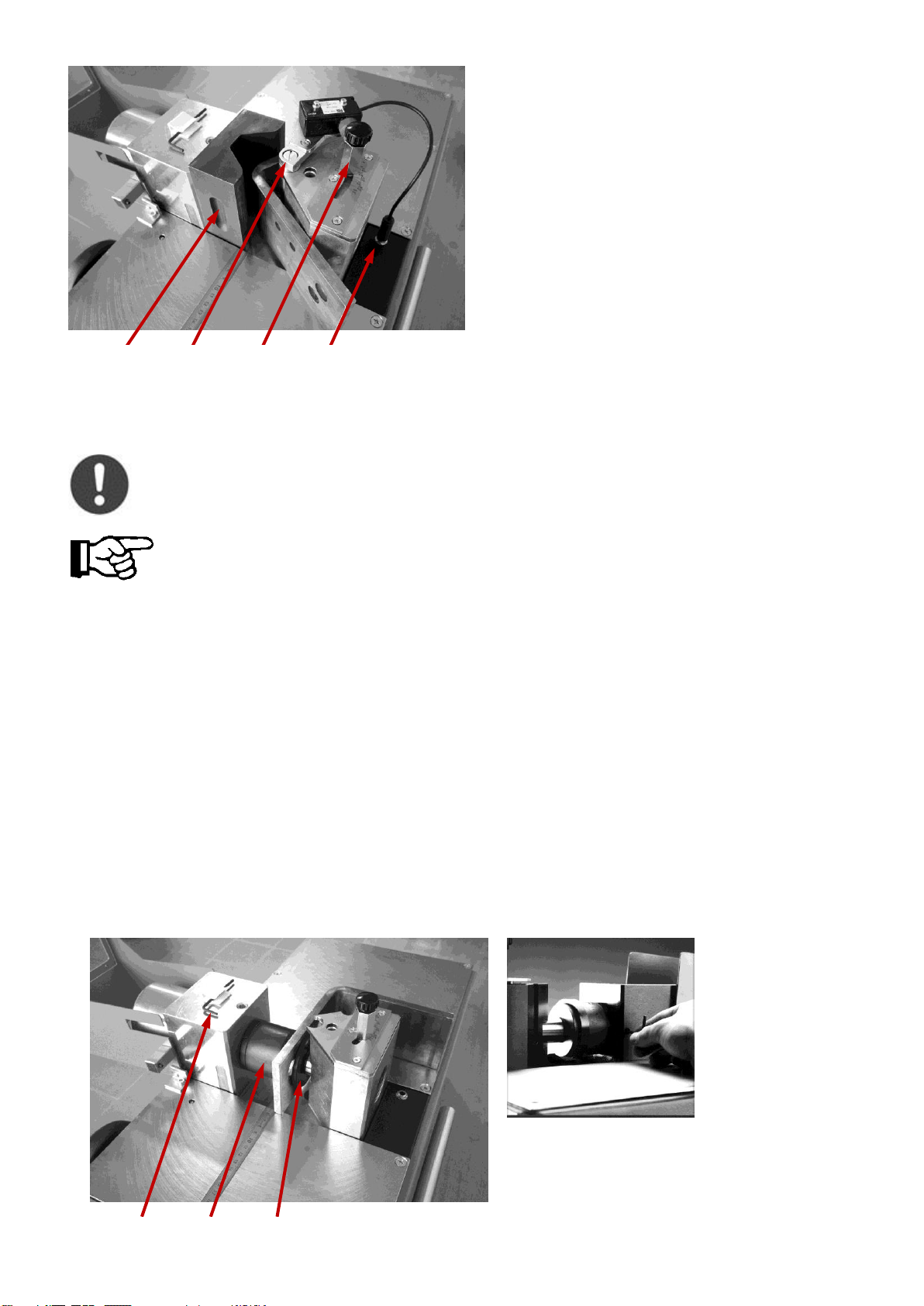
2. Setzen Sie die Biegematrize in den Hydraulikzylinder ein.
3. Schieben Sie den elektrischen Winkelableser in die runde Führungsnut des Gegenblocks.
Als Zubehörteil ist auch ein digitaler Winkelableser unter der Art.Nr. 03229 lieferbar.
4. Schließen Sie das Verbindungskabel an der Buchse auf der Rückseite des Arbeitsblocks an.
5. Fixieren Sie den Winkel auf der Winkelskala mit der Stellschraube.
Wir empfehlen Ihnen, je nach Materialstärke, 1-3° über den gewünschten Biegewinkel hinaus
einzustellen, da das Material zurückfedert.
6. Stellen Sie den Arbeitsblock mit Hilfe des Handrads auf die Höhe ein, die der halben Breite der Stromschiene
entspricht.
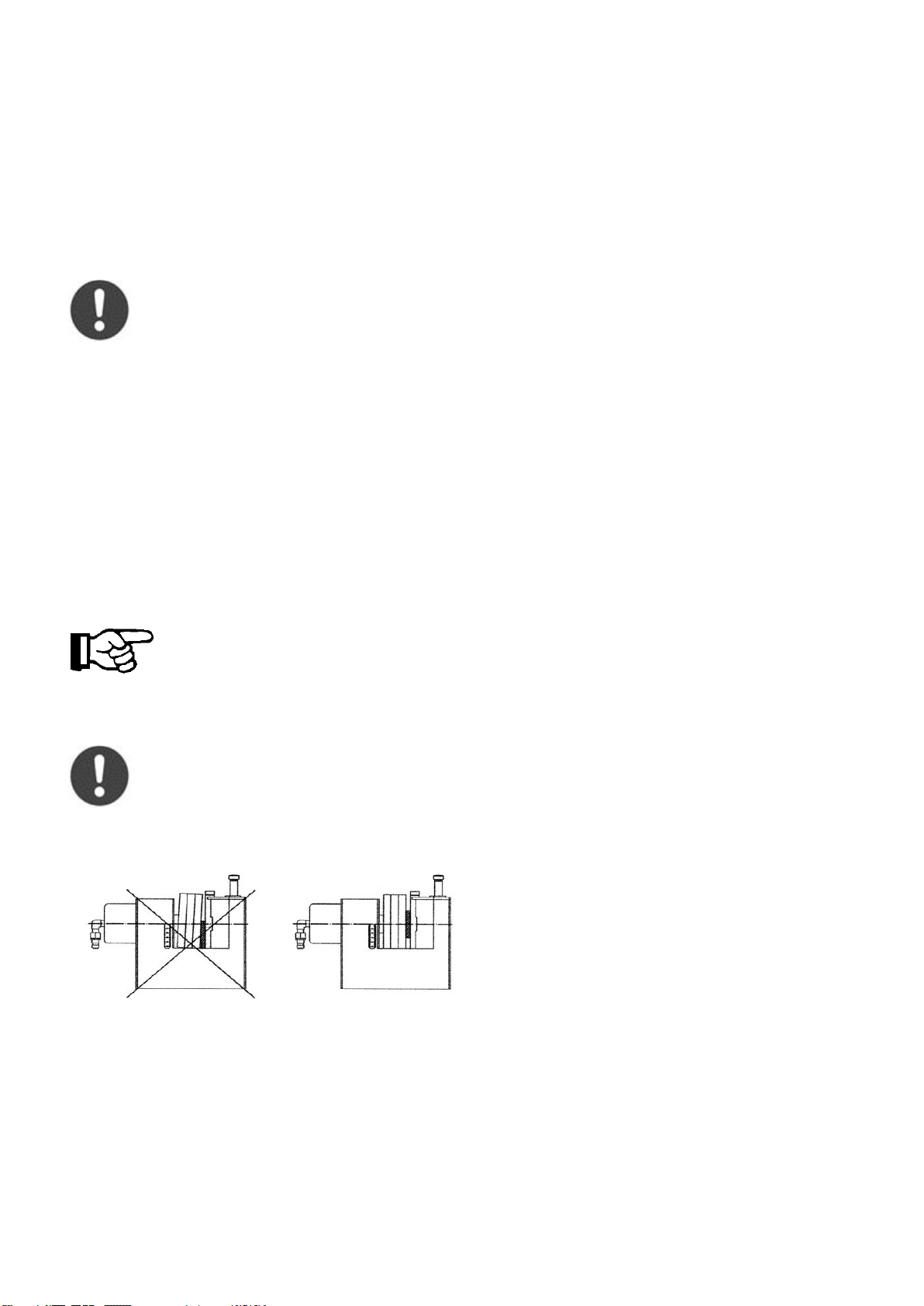
Stromschienen beim Biegen immer mittig zentrieren.
7. Schließen Sie die Sicherheitshaube.
8. Durch Betätigung der „Start“-Taste wird der Biegevorgang ausgelöst.
Wenn der eingeleitete Arbeitsgang unterbrochen werden soll, genügt ein leichtes Anheben der Schutzhaube oder das
Betätigen der „Stop“-Taste. Der Hydraulikzylinder verbleibt in seiner momentanen Stellung. Um den Arbeitsprozess
fortzusetzen, schließen Sie die Sicherheitshaube wieder und betätigen Sie erneut die „Start“-Taste.
Bei Betätigung der „Out“-Taste wird der Hydraulikzylinder in die Ausgangsstellung zurückgeführt.