Electrex Mig 306 M User manual

РУ
Инструкция по эксплуатации
User’s guide
Сварочные полуавтоматы MIG/MAG
DIGIT II Modular
MIG/MAG WELDING MACHINE
DIGIT II Modular
Mig 306 M
Mig 356 M
Mig 406 M
Mig 506 M
Mig 656 M
MIT08349
Ed.
0
1
/201
7
GB

300M / 350M / 400M / 500M / 650M
2
Русский
1 - Техника безопасности ................................................................... стр.3
2 - Сварочный процесс Mig/Mag .………………………………………..стр.6
2.1 - Описание апаратов.......................................................стр.6
2.2 - Панель управления............. ......................................... стр.8
2.3 - Сообщения об ошибках ……………………………….стр.12
3 - Технические характеристики...................…………………………..стр.12
4 - Установка, подключение ............................................................... стр.14
5 - лектрические схемы .................................................................. стр.15
6 - Техническое обслуживание ............................................................ стр.20
English
1 - Safety instructions............................................................................. pag.21
2 - Mig/Mag welding ………………………………………………………….pag.23
2.1 - Description ................................................................... pag.23
2.2 - Arcair system ……………………………………………. pag.27
2.3 - Error messages ………………………………………….. pag.29
3 - Technical data................................................................................... pag.29
4 - Installation/Operating........................................................................ pag.31
5 - Electric schema................................................................................. pag.32
6 - Maintenance...................................................................................... pag.37
РУ
Спасибо за приобретение нашего оборудования. Оборудование которое вы только что приобрели, имеет ряд
профессиональных преимуществ, основанных на богатом опыте впроизводстве сварочного оборудования, наряду
споследними достижениями вобласти технологии силовой электроники. Мы настоятельно рекомендуем
прочитать внимательно главы, касающиеся техники безопасности ииндивидуальной защиты, прежде чем
использовать это оборудование.
We thank your preference for our mark. We continue building equipments that guarantee reliability and robustness.
This manual must be read and understood carefully. Do not install, operate or maintain this appliance before read this user's
manual. The equipment must be installed, operated or maintained only by qualified persons. Never start up this welding
rectifier without his casing. Before open, disconnect it from the main's socket.
GB

300M / 350M / 400M / 500M / 650M
3
I. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ДЛЯ РАБОТ ПО ДУГОВОЙ СВАРКЕ
Предписания по те нике безопасности, приведенные вданном руководстве, обязательны для безопасности и
предотвращению несчастны случаев. До установки, ввода вэксплуатацию иобслуживания сварочного оборудования,
необ одимо внимательно прочитать ипонимать правила те ники безопасности ипредотвращения несчастны случаев. В
любом случае, персонал, участвующий виспользовании сварочного оборудования, должен быть надлежащим образом
подготовлен всвязи сиспользованием машин исоблюдение основны правил сварки. Безопасность людей зависит от
соблюдения эти минимальны требований. Всвоей концепции, спецификации изделий ипроизводства, это оборудование
изготовлено всоответствии сдействующим нормативным положением, аименно европейскими имеждународными
стандартами EN иIEC.
При разработке иизготовлении применялись европейские директивы «Электромагнитная совместимость» и«Низкое
напряжение», атакже стандарты IEC 60974-1 / EN 60974-1 иIEC 60974-10 / EN 60974-10.
1.1. ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ
Пользователь несет ответственность за установку ииспользование оборудования для дуговой сварки всоответствии с
инструкцией завода-изготовителя. Если будут обнаружены электромагнитные поме и, то пользователь оборудования для
дуговой сварки должен нести ответственность по урегулированию ситуации при те нической поддержке производителя. В
некоторы случая это действие может быть таким же простым, как заземление сварочной цепи. Вдруги случая речь
может идти опостроении электромагнитны экранов, вмещающи источника сварочного тока, иработы сполной
установкой связанны в одны фильтров. Во все случая электромагнитные поме и должны быть сведены кминимуму,
чтобы избежать повреждений.
Перед установкой оборудования для дуговой сварки пользователь должен провести оценку возможны проблем в
прилегающей области. Во внимание должны быть приняты следующие моменты:
a) Прокладка силовы кабелей, кабелей управления, сигнализации ителефонны кабелей выше, ниже ирядом с
оборудованием для дуговой сварки;
b) Установка радио ителевизионны передатчиков иприемников;
c) Установка компьютеров идругого оборудования;
d) Безопасность критически важного оборудования, например, о рана промышленного оборудования;
e) Здоровье окружающи людей, например, использование кардиостимуляторов ислу овы аппаратов;
f) Установка оборудование, используемое для калибровки или измерения;
g) Защита оборудования иокружающей среды – пользователь должен убедиться всовместимости другого оборудования.
Это может потребовать дополнительны мер защиты;
h) Рабочие часы, вкоторые выполняются работы по сварке.
1.1.1. Методы сокращения поме
Подключение кэлектрической сети питания
Оборудование для дуговой сварки должно быть подключено кэлектрической сети питания всоответствии с
рекомендациями завода-изготовителя. При возникновении поме принять дополнительные меры, например установка
фильтров сети питания. Следует обратить внимание на экранирование кабелей питания стационарно установленного
оборудования для дуговой сварки например, помещение кабелей вметаллические трубы или гофрированные шланги.
Экранирование должно быть электрически непрерывным по всей его длине. Экран должен быть подключен ксварочному
источнику питания собеспечением орошего электрического контакта.
Сварочные кабели
Сварочные кабели должны быть как можно более короткими идолжны быть расположены близко друг кдругу,
располагаться на полу или максимально низко.
Уравнивание потенциалов
Должны быть проверены соединения металлически компонентов всварочном источнике питания. Контакт металлически
деталей сварочной установки сзаготовкой увеличит риск того, что оператор может получить поражение электрическим
током, одновременно коснувшись эти металлически деталей иэлектрода. Оператор должен быть изолирован от все
металлически компонентов.
Заземление заготовки
Если свариваемое изделие не связано сземлей по требованиям электробезопасности из-за свои размеров иположения
(например, корпуса судов или строительство металлоконструкций), заземление заготовки может сократить выбросы в
некоторы , но не во все случая . Следует проявлять осторожность, помня, что заземление заготовки увеличивает риск
травмы пользователя или повреждения другого электрооборудования. Там, где необ одимо, при соединении заготовки на
землю должно быть сделано прямое подключение кзаготовке но внекоторы страна , где прямое подключение не
допускается, соединение должно быть достигнуто путем соответствующей мероприятий всоответствии снациональными
правилами.
Экранирование изащита
Выбор экранирования изащиты други кабелей иоборудования вокрестностя может предотвратить поме и.
Экранирование всей сварочной установки может быть рассмотрено для специальны применений.
1.2. ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ
1.2.1. Подключение ксети питания
Перед подключением оборудования, вы должны убедиться, что:

300M / 350M / 400M / 500M / 650M
4
a) Защитные устройства от перегрузки по току совместимые смаксимальной мощности инапряжения питания источника
сварочного тока (см. Таблицу на задней панели установки);
b) Подключение коднофазной или трё фазной электрической сети питания осуществляется вилкой или разъёмом
питания;
c) Заземление разъёма сети питания не будет отключено;
d) Выключатель питания сварочного источника выключен.
1.2.2. Электрический разряд
Поражения электрическим током могут быть вызваны напряжением 110 Вили меньше. Серьезность этого поражения
определяется интенсивностью электрического тока, про одящего через тело человека. Поэтому:
a) Не допускайте контакта кожи сметаллическими элементами или использования мокрой или влажной одежды. Носите
только орошо су ие перчатки;
b) При выполнении сварочны работ во влажны места операторы должны носить очень орошо су ие перчатки,
резиновые ботинки или сапоги. Также необ одимо обеспечить су ое покрытие пола, чтобы оператор был изолирован
от электрического тока;
c) Сварочный аппарат должен быть оснащён соответствующим дифференциальным заземлением. Подключение должно
выполняться всоответствии снормами электрической безопасности;
d) Не используйте для сварки поврежденные кабели. Не перегружайте кабели. Кабельные соединения должны быть
всегда орошо изолированы;
e) Неиспользуемое оборудование должно быть выключено, потому что случайный электрический разряд может привести
кперегреву испровоцировать пожар;
f) Не закручивайте кабели вокруг тела;
g) Обратный кабель (кабель «земля») должен быть подключен ксвариваемой детали как можно ближе кместу сварки. Не
используйте вкачестве обратного провода металлические конструкции, канаты, тросы ит.д.
1.2.3. Рабочая область
Использование дуговой сварки предполагает строгое соблюдение правил безопасности вотношении электрического тока.
Надо убедиться, что никакие металлические части, доступные оператору ии помощникам, не могут напрямую
контактировать сфазным проводом инейтралью сети питания. Вслучае неопределенности эта металлическая часть
будет подключена кзаземлению проводником, имеющем, по крайней мере, эквивалентное сечение по сравнению с
максимальным фазным проводом.
Убедитесь, что правильно заземлены все металлические части, которы оператор может коснуться неизолированными
частями своего тела (голова, руки без перчаток, ит.д.); заземление должно выполняться проводником, имеющим, по
крайней мере, эквивалентное сечение по сравнению смаксимальным обратным проводом или сварочной проводом
горелки.
Обращайте особое внимание на работу сварочного оборудования на открытом возду е, во влажны или
непроветриваемы помещения , если источник питания на одится внутри .
1.3. ПРЕДОТВРАЩЕНИЕ ПОЖАРОВ
При сварке существует опасность пожара или взрыва. Вы должны обратить внимание на пожарную безопасность.
Поэтому:
a) Удалите горючие материалы как можно дальше от рабочего места. Если это возможно, горючие материалы должны
быть закрыты негорючими крышками. Эти материалы включают шерсть, одежду, опилки, природный газ, ацетилен,
пропан иподобные материалы;
b) Искры от сварки могут проникать встену или пол через трещин ивызвать скрытое горение;
c) Сварка, резка или любые горячие операции нельзя проводить вконтейнера , ёмкостя , которые не были тщательно
очищены от веществ, которые могут производить токсичные или горючие пары;
d) Для защиты от огня недалеко от места проведения работ должны быть расположены средства пожаротушения:
огнетушитель, шланг сводой, песок;
e) После окончания сварочны работ рабочая зона должны быть проверена, чтобы гарантировать отсутствие скрытого
горения, что может привести кдальнейшему пожару.
1.4. ВЕНТИЛЯЦИЯ
a)
Всегда имейте надлежащую вентиляцию вместа сварки посредством естественной или принудительной вентиляции.
Не производите сварку оцинкованны материалов, кадмия, свинца, бериллия без необ одимой вентиляции;
b)
Не производить сварку вблизи места содержания паров лора, углеводородов. При реакции паров растворителей с
теплом электрической дуговой сварки могут образоваться токсичные или раздражающие газы;
c)
Раздражение глаз, носа или горла впроцессе сварки означает, что система вентиляции не работает правильно.
Остановить операции сварки.
1.5. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ
Качество сварки зависит от орошего состояния сварочного оборудования. Чтобы поддерживать его орошее состояние,
необ одимо периодически проводить те ническое обслуживание. Поэтому:
a) Установку оборудования ите ническое обслуживание должны выполняться квалифицированные специалисты. Не
приступайте кремонту электрического оборудования без необ одимой квалификации;
b) Перед началом любого те нического обслуживания сварочного оборудования отключите его от сети питания;
c) Кабель питания исварочные кабели должны быть ворошем состоянии;

300M / 350M / 400M / 500M / 650M
5
d) Держите сварочное оборудование далеко от источников тепла. Не располагайте оборудование во влажны и
агрессивны среда . Не допускайте попадания на оборудование влаги, масла или смазочны материалов;
e) Используйте сварочное оборудование только по назначению.
1.6. ИСПОЛЬЗОВАНИЕ ГАЗОВОГО ОБОРУДОВАНИЯ
a) Оператор сварочного оборудования должен знать специфические особенности использования газового оборудования;
Давление газа должно быть установлено всоответствии срекомендациями производства;
Крепления сварочны горелок, шлангов иредукторов должны быть орошо затянуты, очищены исвободны от масла или
смазки;
d) Редукторы давления должны использоваться всоответствии суказаниями производителя. Не используйте установку
без надлежащи клапанов безопасности;
e) Периодически проверяйте газовое оборудование для обнаружения возможны утечек газа или други дефектов.
Обслуживающий персонал должен выполнять те ническое обслуживание.
1.7. ИНДИВИДУАЛЬНАЯ ЗАЩИТА
Сварочная дуга производит ультрафиолетовое иинфракрасное излучение. Они могут повредить глаза ивызвать ожоги
кожи, если операторы не защищены надлежащим образом.
a) Сварщик должен быть одет взащитную одежду всоответствие свыполняемой работой;
a) Сварщик должен оградить себя от одновременного контакта заготовки иземлёй;
b) Убедитесь, что сварщик не может контактировать сметаллическими частями, особенно подключенными к
электрической сети;
c) Сварщик должен всегда носить защитную одежду исредства индивидуальной защиты – перчатки, фартуки, защитную
обувь – которые предлагают дополнительные преимущества для защиты оператора от ожогов горячим металлом,
брызгами ит.д. убеди-тесь ворошем состоянии одежды исредств индивидуальной защиты; заменяйте и по мере
необ одимости;
d) Используйте негорючие перчатки, рубашки сдлинными рукавами, брюки без складок, сапоги, сварочные маски, фартук
иголовной убор для защиты волос;
e) Не используйте одежду скарманами или складками, так как капли горячего металла могут попасть вскладки одежды;
f) Защищайте глаза от излучения дуги;
g) Защищайте волосы илицо от искр.
h) Сварочная маска или щиток должны быть выбраны всоответствие со сварочным током. Для защиты автоматически
светофильтров рекомендуется установить защитное стекло впередней части сварочной маски или щитка. Сварочные
маски савтоматическими защитными светофильтрами можно выбирать всоответствие срекомендациями таблицы
(NF S 77-104 – by A 1.5)
Метод сварки
Intensidade da corrente em Amp.
0,5
2,5
10
20
40
80
125 175
225
275
350
450
1 5 15
30
60
100
150
200
250
300
400
500
ММА (штучным
электродом)
9 10
11 12 13 14
MIG – «тяжёлые» металлы
10
11 12 13 14
MIG – «лёгкие» металлы
10
11 12 13 14 15
TIG
9 10
11 12 13 14
MAG
10
11 12 13 14 15
Воздушно-дуговая строжка
Arco/Ar
10 11 12 13 14 15
Плазменная резка
9 10 11 12 13
Взависимости от условий использования, могут быть использованы номера следующи
высоки или низки категорий
Выражение «тяжёлые металлы» включает стали, легированные стали, медь иеё сплавы.
Выражение «лёгкие металлы» включает алюминиевые имагниевые сплавы
Затенённые участки представляют приложения, где сварочные процессы внастоящее
время обычно не используются
Примечание:Используйте более высокую степень фильтров, если сварка производится вплохо освещённых
помещениях.

300M / 350M / 400M / 500M / 650M
6
II. ОПИСАНИЕ СВАРОЧНЫХ ПОЛУАВТОМАТОВ
2.1. СВАРОЧНЫЙ ПРОЦЕСС
Эти сварочные полуавтоматы предназначены для сварки сварочной проволокой всредезащитного газа: инертного аргона
(MIG процесс) или активны газов, как CO
2
(MAG процесс).
По сравнению сCO
2
, смесь Ar + CO
2
имеет преимущества – большую стабильность сварочной дуги, низкое
разбрызгивание, более высокое проплавление, лучшее качество сварки. Для применения газовы смесей
проконсультируйтесь спроизводителем те нически газов или воспользуйтесь рекомендациями таблицы ниже:
СВАРИВАЕМЫЙ МЕТАЛЛ ЗАЩИТНЫЙ ГАЗ
Углеродистая инизколегированная сталь 100% CO
2
80% Ár + 20% CO
2
85% Ar +15% CO
2
Нержавеющая сталь 98% Ar + 2% CO
2
95% Ar + 5% CO
2
Алюминиевый сплав AlSi 100% Ar
Алюминиевый сплав AlMg 100% Ar
Пайка оцинкованны сталей (проволока CuSi) 85% Ar + 15% He
Сплав
Сварка в100% CO
2
– Сварка всмеси Ar + CO
2
–
Сварка всмеси Ar + CO
2
–
заполняющие валики увеличенное проплавление
облицовоч
ные валики
(позиция регулировки индук
тивности №1)
(позиция регулировки индуктивности
№2)
(позиция регулировки индуктивности
№3)
Проплавление при сварке всреде защитного газа
Проплавление также можно регулировать индуктивностью сварочного контура:
Рис. 1
2 индуктивных выхода
MIG 300M
Рис. 2
3 индуктивных выхода
MIG 350M/400M/500M/650M

300M / 350M / 400M / 500M / 650M
7
1 - Блок подачи проволоки
2 - Панель управлени
я
3 -
Евроразъём
для
подключения
сварочной
горелки
4 -
Разъёмы
водяного
о лаждения
сварочной
горелки
5 -
Выключатель
питания
6 -
Переключатель
напряжения
7 -
Переключатель
напряжения
(
тонкая
регулировка
)
8 -
Разъём
управления
кабель
-
пакета
9 -
Силовой
разъём
кабель
-
пакета
10 -
Разъём
«
земля
»
№
3 -
сварка
в
газовой
смеси
(
заполнение
шва
)
11 -
Разъём
«
земля
»
№
2 -
сварка
в
газовой
смеси
(
проплавление
)
12 -
Разъём
«
земля
»
№
1 -
сварка
в
100% CO2
13 -
Катушка
с
проволокой
14 -
Крышка
отсека
ме анизма
подачи
проволоки
15 -
Заливная
горловина
блока
водяного
о лаждения
16 -
Газовый
штуцер
кабель
-
пакета
17 -
Указатель
уровня
жидкости
блока
водяного
о лаждения
18 -
Разъёмы
водяного
о лаждения
кабель
-
пакета
19 -
Вентиляционная
решётка
(
вы од
возду а
)
2.1 - Описание
Сварочные
аппараты
для
полуавтоматической
сварки
MIG/MAG
и
FCAW,
с
выносным
блоком
подачи
проволоки
и
4-
роликовым
ме анизмом
подачи
.
Ме анизм
подачи
обеспечивает
постоянную
,
безупречную
подачу
сварочной
проволоки
что
гарантирует
отличное
качество
сварного
шва
.
Сварочный
источник
и
ме анизм
подачи
соединяются
с
помощью
соединительного
кабель
пакета
со
стандартной
длинной
5
метров
или
кабелями
от
10
до
40
метров
по
запросу
заказчика
.
Передняя панель
Задняя панель
20 -
Разъём
управления
кабель
-
пакета
21 -
Газовый
штуцер
кабель
-
пакета
22 -
Разъёмы
водяного
о лаждения
кабель
-
пакета
23 -
Силовой
разъём
кабель
-
пакета
24 -
Крепление
кабель
-
пакета
25 -
Вентиляционная
решётка
(
в од
возду а
)
26 -
Газовый
штуцер
(
в од
газа
)
27 -
Предо ранитель
(
трансформатор
)
28 -
Предо ранитель
(
питание
двигателя
)
29 -
Предо ранитель
(
опционально
36V
газ
.
подогреватель
)
30 -
Предо ранитель
(
блок
вод
.
о лаждения
мод
.WM)
31 -
Разъем
подогревателя
газа
36 V / 150A (
опционально
,
по
заказу
)
32 -
Кабель
питания
33 -
Вентиляционная
решётка
(
в од
возду а
)
Кабель пакет
34 -
Кабель
управления
35 -
Силовой
кабель
(
сварочный
)
36 -
Газовый
шланг
37 -
Усиливающая
спираль
38 -
Защитный
шланг
Рис.2 – Передняя панель
Рис.3 – Задняя панель
Рис.4 – Соединительный кабель пакет
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
36
35
37
38

300M / 350M / 400M / 500M / 650M
8
1 - Кнопка "Wire inch" ("Тест проволо
ки
")
Для
ручной
подачи
проволоки
без
тока
и
газа
2 -
Кнопка
"Test gas" ("
Тест
газа
")
Подача
газа
для
проверки
работы
газового
клапана
и
очистки
каналов
горелки
;
повторное
нажатие для прекращения подачи газа
3 - Ме анизм подачи проволоки 75W 4R (4- роликовый)
4 - Катушка спроволокой
5 - Размоточный ме анизм спружиной торможения
Блок подачи проволоки
Панель управления
1 – Индикатор ошибок - Er 2, Er 3 иEr 4
13 – Индикатор режима 4T (4 times)
2 – Индикатор перегрева Er 1
14 – Индикатор режима 2T (2 times)
3 – Индикатор питания
15 – Переключатель параметров Mecapulse/Spot/4T/2T
4 – Цифровой дисплей. Скорость подачи проволоки,
Mecapulse исварочные программы. Сварочный ток.
16 – Цифровой дисплей. Напряжение сети (волт) и
показания временных режимов
5 – V- Индикатор настройки 17 – Переключатель параметров volt, up-slope, burn
back, spot time, post-gas
6 – V+ Индикатор настройки 18 – Индикатор Post-gas
7 – Индикатор сварочного тока А19 – Индикатор Spot time
8 – Индикатор скорости подачи проволоки 20 – Индикатор Burn-back
9 – Переключатель параметров Mecapulse / Сварочный
ток / Скорость подачи 21 – Индикатор Up-slope
10 – Индикатор функции Arcair 22 – Индикатор Welding voltage
11 – Индикатор функции Mecapulse 23 – Основной регулятор Welding voltage ивременных
режимов выбранных параметров
12 – Индикатор функции Spot time сварка точками
1
2
3
4
5
Рис.5 – Блок подачи проволоки
Рис.6 – Панель управления

300M / 350M / 400M / 500M / 650M
9
1 – Индикатор ошибок –
Er 2, Er 3
и
Er 4
2 – Индикатор перегрева
(Er 1 )
– При активации означает, что термовыключатель активирован
перегрузкой, которая не позволяет работать. Термовыключатель размещен на центральной катушке
главного трансформатора.
3 – Индикатор питания – При активации означает, что выключатель питания включён инапряжение
питания подано
4 – Цифровой дисплей – Отображение показаний сварочного тока, показания функции "Mecapulse",скорость
подачи проволоки.
- цифровой дисплей показывает значение сварочного тока
- цифровой дисплей показывает скорость электродвигателя двигателя м/мин, после настройки регулятором
23, автоматически возвращается значение сварочного тока.
5 – V- Mecapulse – Индикатор времени нарастания скорости подачи "Mecapulse" V– (нижний уровень скорости
подачи проволоки).
При активации функции "Mecapulse" позволяет регулировать время нарастания скорости
двигателя подачи проволоки до достижения выбранной скорости подачи; регулировка 0,1 - 0,5 сек.
6 – V+ Mecapulse – Индикатор времени нарастания скорости подачи "Mecapulse" V+ (верхний уровень скорости
подачи проволоки)
При активации функции "Mecapulse" позволяет регулировать время работы на высокой
скорости подачи проволоки; регулировка составляет 0,1 - 0,5 сек.
7 – I2 – Индикатор сварочного тока (Ампер) – Отображение показаний сварочного тока на дисплее.
8 – варочные программы (См. описание программ сварки вданном руководстве).
9 – Переключатель параметров – Выбор функций: Mecapulse / Сварочный ток / Сварочные программы
10 – ArcAir – Функция воздушно-дуговой резки истрожки
11 – Mecapulse – При активации означает, что машина находится врежиме Mecapulse, при этом скорость
подачи проволоки колеблется между двумя уровнями V + иV- втечение двух регулируемых периодов в
диапазоне от 0,1 до 0,5 секунд (см. №5 и№6).
Функция Mecapulse основанна на импульсной подаче сварочной
проволоки. Обеспечивает контроль сварочного процесса, предотвращает прожоги ипровалы металла при
сварке тонколистовых материалов истыков сувеличенным зазором.
12 – Spot time – При активации означает, что машина находится врежиме сварка точками, автоматически
прерывая сварку вконце установленного периода (всекундах).
13 – 4 Т– Индикатор режима управления горелки 4 такта. При сварке протяжённых швов оператор может
нажать иотпустить кнопку горелки для продолжения сварки. Нажмите иотпустите кнопку для остановки
сварки.
14 – 2 Т– Индикатор режима управления горелки 2 такта. Непрерывная сварка спостоянным нажатием кнопки
горелки
15 – Переключатель выбора функций: Mecapulse / Spot / 4T / 2T.
16 – Цифровой дисплей – Отображение показаний (напряжение V, Up-slope время, Burn-back время, Spot время
иPost-gas время). Во время сварки цифровой дисплей показывает значения сварочного напряжения.
17 – Переключатель выбора функций: post-gas, spot, burn-back, up-slope исварочное напряжение V.
1st/2nd times
push/release
post-
gaz
3rd/4th times
push/release
Welding current
Gas flow
Torch trigger
Welding current
Gas flow
post-
gaz
Torch trigger
1st time / push trigger
2nd time - release trigger

300M / 350M / 400M / 500M / 650M
10
18 – Post-gas: Функция Pre-Gas/Post-Gas – подача газа от 0 до 10 сек. до сварки ипосле для защиты сварочной
ванны от окисления идля охлаждения
19 – Spot time: Функция режиме сварка точками, автоматически прерывая сварку вконце установленного
периода (всекундах).
20 – Burn-back: Функция позволяет регулировать отжиг проволоки вконце сварки. Время отжига можно
отрегулировать впределах от 0,1 до 1 секунды.
21 – Up-slope motor speed: Функция позволяет спомощью кнопки регулировки регулировать время вращения
двигателя до момента достижения заданной скорости сучетом нарастания тока вначале цикла сварки. Его
необходимо отрегулировать впределах от 0,1 до 1 секунды.
22 – U2 варочное напряжение – Индикатор указывает, что напряжение сварки отображается на цифровом
дисплее.
23 – Основной регулятор: Настраивает временные режимы выбранных парамметров (post-gas, spot, burn-
Back, up-slope инапряжение сварки время срабатывания Mecapulse, программы сварки искорость подачи
проволоки)
2.2 – Функция Arcair Воздушно-дуговая строжка
Полуавтоматы мод. MIG 506M / WM Digit (как опция) иMIG 656WM Digit позволяют производить воздушно-дуговую
строжку (система Ar
cair).
Перед
воздушно
-
дуговой
резкой
,
строжкой
или
снятием
фаски
,
внимательно
прочитайте
инструкцию
по
те нике
безо-
пасности иследуйте ей иданной инструкции.
2 – Отключите соединительный кабель-пакет от
ра
з
ъёма
«
+»
и
с
т
о
ч
н
и
ка
1 – Оператор должен защищать себя индивидуальными средствами защиты: маска по DIN 9, кожаные перчатки,
гетры ифартук.
3 – После подключения электрододержателя
Arcair, проверьте контакт игерметичность кабеля

300M / 350M / 400M / 500M / 650M
11
7 – Переключатель режима "MIG / Arcair" поставьте
в
п
о
лож
е
н
и
е
"
A
r
c
ai
r
".
8 – Вставьте
угольный
электрод
в
электрододержатель
Arcair
6 –
Подключите
кабель
«
земля
»
к
разъёму
«–»
источника
питания
и
заготовк
е, проверьте правильность
электрического контакта зажима «земля» сзаготовкой.
9 – Проверьте направление сжатого возду а к
заготовке
4 – Подключите силовой кабель электрододержателя
Arcair кразъёму «+» источника питания.
5 - Подключите воздушный шланг
электрододержателя Arcair ксистеме подачи сжатого
возду а. Минимальное давление сжатого возду а 5
бар, минимальный рас од 100 л/мин.
Ar comprimido

300M / 350M / 400M / 500M / 650M
12
A
B
C
D
17.0
17.4
17.7
18.1
18.7
19.3
19.7
20.1
20.7
21.3
21.9
22.3
22.7
23.3
24.0
24.6
25.8
27.0
27.7
28.4
29.4
30.7
32.1
32.8
33.7
35.1
36.5
38.0
1 2 34567
Pos.
Pos.
Volt
12 3 4 5 6 7 8 9 10 11 12
16.5 18.5 20.5 22.5 24.0 26.0 30.0 32.0 34.0 36.028.0 38.0
35º
Отрегулируйте мощности всоответствии стаблицей
:
Диаметр
угольного
электрода
Ток
строжки
Позиция
переключателя
Mig 656
Ø 4 mm 150 – 200 A 7A – 8A – 8D
Ø 5 mm 200 – 250 A 8A – 8C – 8D
Ø 6 mm 320 – 370 A 7A – 7D – 8D
2.3 – ообщения об ошибках:
Во время работы машины на цифровом дисплее могут отображаться сообщения об ошибках:
Er 1 - Указывает, что источник питания автоматически отключился из-за превышения рабочего цикла.Полуавтомат должен
остыть.
Er 2 - Указывает на низкое давление или отсутствие хладоагента вблоке водяного охлаждения (для версий с
водяным охлаждением) Проверить:
- Работу блока водяного охлаждения.
- Уровень охладителя вбаке блока водяного охлаждения,.
- Радиатор блока водяного охлаждения иводяные шланги сварочной горелкина на наличие перегибов.
Er 3 - Указывает на случайную активацию кнопки горелки до подачи питания ваппарат.
Er 4 - Указывает на сбои связи между панелью управления иуправляющим процессором платы управления. Должны быть
проверены неисправности вэлектрических контактах. При необходимости плата управления должна быть заменена
квалифицированным специалистом.
3 – Технические характеристики
арактеристики Mig 350M
Ступени регулировки 28 (7 x 4) позиции
Диаметр проволоки Ø 0.6 - 1.2 mm
Вес 122 Kg
Габариты 134 x 41 x 96 cm
арактеристики Mig 300M
Ступени регулировки 12 (1x12) позиции
Диаметр проволоки Ø 0.6 – 1.0 mm
Вес 78 Kg
Габариты 134 x 41 x 96 cm
Таблица (Volt)
MIG 300M MIG 350M
Таблица (Volt)
10 –
Откройте
воздушный
клапан
.
Система
готова
к
работе
11 –
Для
того
чтобы
зажечь
дугу
,
коснитесь
электродом
заготовки
,
соблюдая
угол
строжки.
70/80º
Рекомендуемый угол резки Рекомендуемый угол строжкиВоздушный клапан

300M / 350M / 400M / 500M / 650M
13
A
B
C
D
17.0
17.4
17.8
18.2
18.8
19.5
19.9
20.4
21.1
21.8
22.5
23.0
23.4
24.1
24.8
25.6
27.1
28.5
29.4
30.3
31.6
33.2
34.9
35.8
36.5
38.3
40.1
42.0
1 2 3456 7
Pos.
Таблица (Volt) Таблица (Volt)
Таблица (Volt)
A
B
C
D
17.5
17.7
17.9
18.2
19.1
19.3
19.5
19.8
20.7
21.0
21.3
21.6
22.5
22.8
23.1
23.4
24.3
24.6
25.0
25.4
26.3
26.7
27.1
27.5
28.5
29.0
29.5
30.2
32.4
33.1
33.9
34.9
42.6
43.7
44.8
46.0
37.3
38.1
39.0
40.2
1 2 3456 7 8 9 10
Pos.
A
B
C
D
18.5
19.0
19.3
19.8
20.8
21.1
21.6
22.2
22.5
22.9
23.3
23.7
24.1
24.6
25.2
26.0
27.2
27.7
28.3
29.1
30.1
30.6
31.5
32.1
32.6
33.5
34.3
35.2
38.2
39.6
40.4
42.4
49.6
51.8
53.7
56.0
44.3
45.7
47.4
49.1
1 2 3456 7 8 9 10
Pos.
MIG 400M
арактеристики Mig 400M
Ступени регулировки 28 (7 x 4) позиции
Диаметр проволоки Ø 0.6 – 1.6 mm
Вес 126,5 Kg
Габариты 134 x 41 x 96 cm
MIG 500M
арактеристики Mig 500M
Ступени регулировки 40 (10 x 4) позиции
Диаметр проволоки Ø 0.8 – 2.4 mm
Вес 184,5 Kg
Габариты 146 x 51 x 105 cm
MIG 650M
арактеристики Mig 650M
Ступени регулировки 40 (10 x 4) позиции
Диаметр проволоки Ø 0.8 – 2.4 mm
Вес 222,5 Kg
Габариты 146 x 51 x 105 cm
300M / 350M / 400M / 500M / 650M
14
1
2
3
5
4
9
5
6
8
6
7
8
7
4 – Установка иподключение
ти сварочные источники питания должны быть подключены ктрёхфазной сети электрического питания 400 В,
счастотой 50/60 Гц + земля сети питания сотклонениями ±10%;
- Подключение должно обеспечивать передачу электрической мощности согласно техничекой спецификации;
- При установке сварочного источника питания следует следить за тем, чтобы вентиляционные окна корпуса
были открыты;
- Сети питания должны быть защищены предохранителями или автоматическими выключателями в
соответствии со значением эффективного тока, указанных вхарактеристиках источника питания;
- Для обеспечения безопасности оператора настоятельно советуем использовать дифференциальную защиту.
-
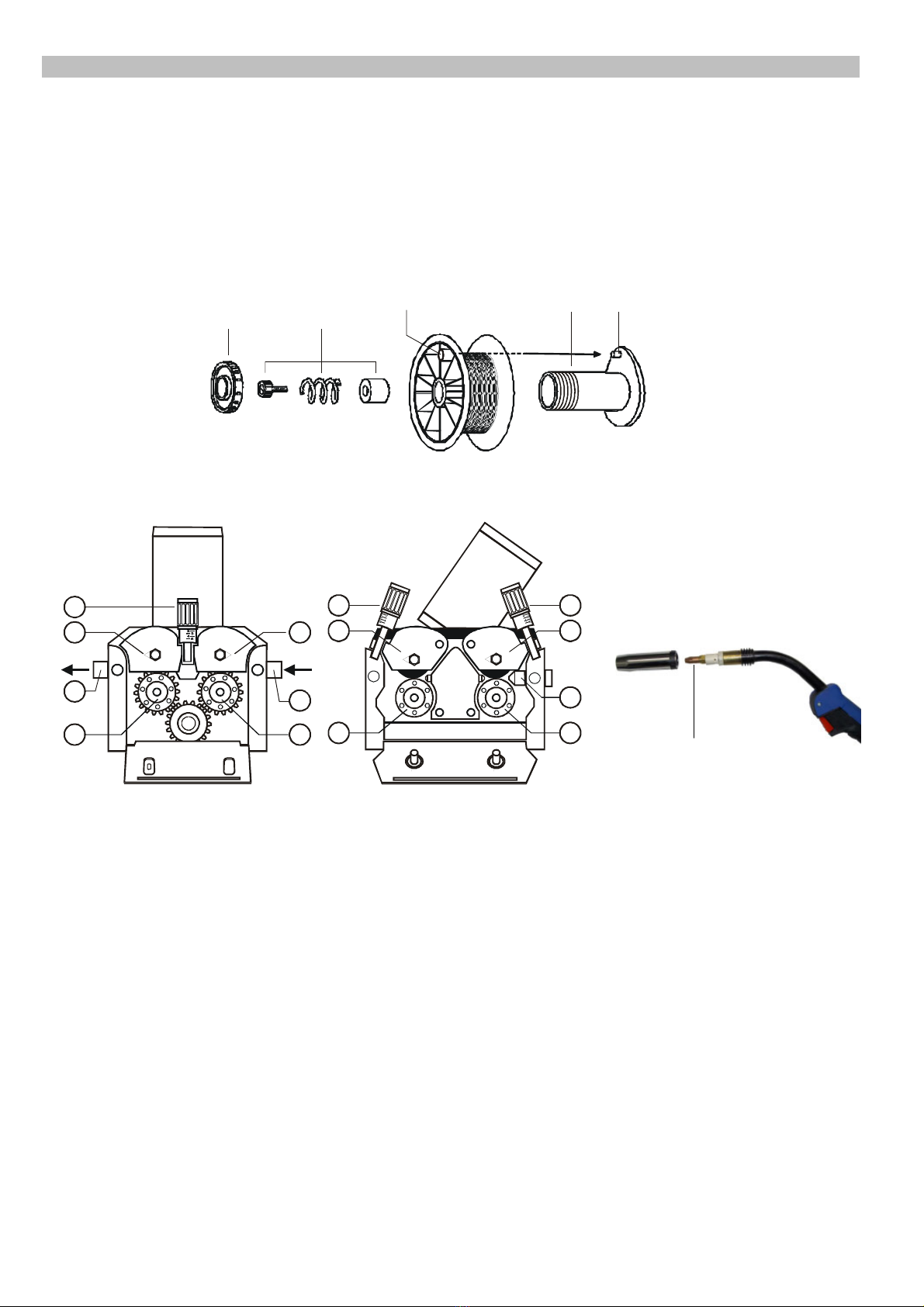
При установке катушки спроволокой на держатель (поз. 4, Рис. 7) необходимо проверить правильность
позиционирования направляющего отверстия (поз. 3, Рис. 7) на шпиндель держателя (поз. 5, Рис. 7);
- Проволока должна быть проведена вручную на несколько сантиметров через валки (поз.8-рис.8 и9) и
направляющая для проволоки (поз.7-рис.8 и9). После этого закройте тяговые рычаги (поз.5/6-рис.8 и9), ипроверьте
правильность расположения проволоки на канавках ролика подачи.
- Окончательную регулировку усилия прижима механизма подачи проволоки (поз.5-рис.8 и9) проводите во время
работы двигателя подачи (проволока должна подаваться без скольжения). Устанавливайте минимальное усилие
прижима вцелях предот-вращения деформации проволоки
- Отрегулируйте усилие торможения катушки прижимным винтом (поз.2, Рис. 7) – вращение катушки должно
прекращаться одновременно состановкой двигателя подачи;
- Включите полуавтомат инажимайте кнопку "Wire inch" ("Тест проволоки") (поз. 1, Рис. 5) до тех пор, пока
проволока не выйдет за наконечник горелки (поз. 9, Рис. 9). При необходимости отвинтите наконечник горелки;.
- Откройте вентиль газового баллона инажмите кнопку "Test gas" ("Тест газа") (поз. 2, Рис. 5);
- Отрегулируйте расход газа впределах 6 - 12 л/мин, при необходимости регулируйте расход газа во время сварки;
- Полуавтомат готов для сварки. При необходимости перед началом сварочных работ, проверьте параметры
сварки на образцах.
Рис. 7 – Держатель проволоки
Рис.8 – Мотор 50W 4 ролика
Mig 400
5
6
8
5
6
7
8
Рис.9 – Мотор 75W 4 ролика
Mig 500 Рис.10 – Наконечник горелки

300M / 350M / 400M / 500M / 650M
15
5 – Электрическая схема 300 / 350 / 400 / 500 / 650 M (3x400V)
A1 - Interruptor geral
A2 - Comutador tensões (reg. grossa)
A3 - Comutador tensões (reg. fina)
CI - Circuitos impressos
CT - Contactor
EV - Electrovalvula
F1 - Fusivel geral
F2 - Fusível bomba água
F3 - Fusivel motor redutor
F4 - Fusível refrigerador de água
M1 - Motor ventilador
M2 - Motor alimentação de fio
M3 - Motor bomba de água
M/A - Selector Mig/Arcair
MS - Micro-interruptor da pistola
PR - Ponte rectificadora
SH - Shunt
T1 - Transformador principal
T2 - Transformador auxiliar
T3 - Inductancia
T4 - Fusível da tomada de pré-aquecedor de gás
TºC - Interruptor térmico
A1
CT
T1
T2
0V 230V 400V
0V 26V
TºC
2/T1
4/T2
6/T3
1/L1
3/L2
5/L3
3
E
V
M
2
2
9
6
4
CT
1
W
V
U
F1-5A
6 7
A2
A1
8
1 2 3 4
8765 J2
F3-16A
6+
1
2
3
4
8
7
6
5
1
2
1
2
3
4
8
7
6
5
9
1
0
1
2
3
4
6
5
1
2
3
4
56
12 1110 9
8
7
J
5
J
4
J
3
J
1
J6
8
9
W
V
U
M
S
1
1
11+
10+
10
1010+
14
16
t
e
s
t
g
a
s
w
i
r
e
i
n
c
h
1
3
1
3
1
2
1
1
1
0
1
0
1
1
1
2
6
7
7
15
1
5
13
V
U
W
12
P
R
T
S
5
9
7
1
3
2
4
6
5
7+
1
3
7
+
1
2
1
4
1
6
1
5
7
1
3
2
4
6
5
c
no
nc
1
8
1
8
4
m
a
l
e
1
2
3
4
5
f
e
m
a
l
e
1
2
3
4
5
C
o
n
n
e
c
t
i
o
n
c
a
b
l
e
7
x
0
,
7
5
m
a
c
h
i
n
e
w
i
r
e
f
e
e
d
e
r
4+
4
F2-5A
11
11+
7
6+
3
3
1
4
5
5
1
7
1
7
1
6
1
6
1
4
6
8
P
u
s
h
-
P
u
l
l
1
+
1
1
+
4
1
2
3
8
+
9
+
2
3
4
5++
5++
7++
5+
5+
6
54
3
21
M/A
8++
8+
T
S
R
1
1
5
X
Y
Z
3+
3+
5
Cabo ligação
Câble connexion
Connection cable
CI Interface
C
I
M
i
g
s
e
r
i
e
6
Máquina
Machine
C
a
b
o
l
i
g
a
ç
ã
o
C
â
b
l
e
c
o
n
n
e
x
i
o
n
C
o
n
e
x
i
o
n
c
a
b
l
e
A
l
i
m
e
n
t
a
d
o
r
D
e
v
a
n
a
d
o
r
a
D
e
v
i
d
o
i
r
W
i
r
e
f
e
e
d
e
r
8+8++
2
+
U1
U2
U3
1
2
3
V
U
1
2
3
1
2
3
V
U
A2(T) (7 pos.)
A3(S) (4pos.)
A2(S) (7 pos.)
A3(T)(4 pos.)
A2(R) (7 pos.)
A3(R) (4 pos.)
W1
W2
W3
V1
V2
V3
U2
U1
W2
W1
V2
V1
0V 36V
F4-5A
36V
T4
17 19
18
9+

300M / 350M / 400M / 500M / 650M
16
Электрическая схема 300 / 350 / 400 / 500 / 650 M (3x230/400V)
A1 - Interruptor geral
A2 - Comutador tensões (reg. grossa)
A3 - Comutador tensões (reg. fina)
CI - Circuitos impressos
CT - Contactor
EV - Electrovalvula
F1 - Fusivel geral
F2 - Fusível bomba água
F3 - Fusivel motor redutor
F4 - Fusível tomada
M1 - Motor ventilador
M2 - Motor alimentação de fio
M3 - Motor bomba de água
M/A - Selector Mig/Arcair
MS - Micro-interruptor da pistola
PR - Ponte rectificadora
SH - Shunt
T1 - Transformador principal
T2 - Transformador auxiliar
T3 - Inductancia
T4 - Tomada para pré-aquecedor de gás
TºC - Interruptor térmico
m
a
l
e
1
2
3
4
5
f
e
m
a
l
e
1
2
3
4
5
C
o
n
t
r
o
l
c
a
b
l
e
7
x
0
,
7
5
m
a
c
h
i
n
e
w
i
r
e
f
e
e
d
e
r
R
S
400 V
RS
230V
voltage selector board
T
T
A1
CT
T1
T2
0V 230V 400V
TºC
2/T1
4/T2
6/T3
1/L1
3/L2
5/L3
3
E
V
M
2
2
9
6
4
CT
CI Interface
C
I
F
r
o
n
t
a
l
1
W
V
U
F1-5A
5+
A2
A1
8
1 2 3 4
8765 J2
F3-16A
6+
1
2
3
4
8
7
6
5
1
2
1
2
3
4
8
7
6
5
9
1
0
1
2
3
4
6
5
1
2
3
4
56
12 1110 9
8
7
J
5
J
4
J
3
J
1
J6
8
9
W
V
U
M
S
1
1
11+
10+
10
1010+
14
16
t
e
s
t
g
a
s
w
i
r
e
i
n
c
h
1
3
1
3
1
2
1
1
1
0
1
0
1
1
1
2
6
7
7
15
1
5
13
V
U
W
12
5+4++ 5
5
9
7
1
3
2
4
6
5
7+
1
3
7
+
1
2
1
4
1
6
1
5
7
1
3
2
4
6
5
c
no
nc
1
8
1
8
4
Máquina
Machine
4+
4
F2-5A
11
11+
7
6+
3
3
1
4
5
5
1
7
1
7
1
6
1
6
1
4
6
8
P
u
s
h
-
P
u
l
l
1
+
1
1
+
4
1
2
3
8
+
9
+
2
3
4
5++
5++
7++
5+
5+
6
54
3
21
M/A
8++
8+
T
S
R
1
4++
1
5
X
Y
Z
C
a
b
o
l
i
g
a
ç
ã
o
C
â
b
l
e
c
o
n
n
e
x
i
o
n
C
o
n
e
x
i
o
n
c
a
b
l
e
A
l
i
m
e
n
t
a
d
o
r
D
e
v
a
n
a
d
o
r
a
D
e
v
i
d
o
i
r
W
i
r
e
f
e
e
d
e
r
3+
3+
Cabo ligação
Câble connexion
Conexion cable
A2(T) (7pos.)
A3(S) (4 pos.)
A2(S) (7 pos.)
A3(T) (4 pos.)
A2(R) (7 pos.)
A3(R) (4 pos.)
W1
W2
W3
V1
V2
V3
U1
U2
U3
U2
U1
W2
W1
V2
V1
1
2
3
V
U
1
2
3
1
2
3
V
U
7+
F4-5A
36V
T4
18
0V 26V
6 7
0V36V
17 19
9+

300M / 350M / 400M / 500M / 650M
17
6 – писок запасных частей (300M / 350M / 400M / 500M / 650M)
Рис.11 – Кабель пакет

300M / 350M / 400M / 500M / 650M
18
Nr Наименование Códigos
300 350 400 450 500 650
1 Varal de alimentador PF100216 PF100216 PF100216 PF100216 PF100216 PF100216
2 Botão pulsador CO104974 CO104974 CO104974 CO104974 CO104974 CO104974
3 Botão CO102616 CO102616 CO102616 CO102616 CO102616 CO102616
4 Adaptador de pistola CO105021 CO105021 CO105021 CO105021 CO105021 CO105021
5 Tomada de pistola push-
pull CO101328 CO101328 CO101328 CO101328 CO101328 CO101328
6 Tomada rápida de água
az
Tomada rápida de água
vm
CO103972
CO103973 CO103972
CO103973 CO103972
CO103973 CO103972
CO103973
7 Rodízio giratório CO8WR075097030 CO8WR075097030 CO8WR075097030 CO8WR075097030 CO8WR075097030 CO8WR075097030
8 Interruptor geral CO0DB2A321622T1Q CO0DB2A321622T1Q CO0DB2A321622T1Q CO0DB2A321622T1Q CO0DB2A321622T1Q CO0DB2A321622T1Q
9 Manípulo de comutador
11 Racord de gás CO5AR13/870 CO5AR13/870 CO5AR13/870 CO5AR13/870 CO5AR13/870 CO5AR13/870
12 Tomada de controlo PF100398 PF100398 PF100398 PF100398 PF100398 PF100398
13 Tomada rápida CO9NSF05050 CO9NSF05050 CO9NSF05050 CO9NSF05050 CO9NSF07070 CO9NSF07070
14 Tomada rápida de água
az
Tomada rápida de água
vm
CO103972
CO103973
CO103972
CO103973
CO103972
CO103973
CO103972
CO103973
16 Rodízio giratório CO8WR125155036 CO8WR125155036 CO8WR125155036 CO8WR125155036 CO8WR140180046 CO8WR140180046
17 Protecção de bobina PFH91320C0 PFH91320C0 PFH91320C0 PFH91320C0 PFH91320C0 PFH91320C0
18 Motor redutor CO104500 CO104500 CO104500 CO104500 CO104562 CO104562
19 Suporte de alimentador
macho
Suporte de alimentador
fêmea
CO9B101090143
CO9B102039126
CO9B101090143
CO9B102039126
CO9B101090143
CO9B102039126
CO9B101090143
CO9B102039126
CO9B101090143
CO9B102039126
CO9B101090143
CO9B102039126
20 Tampa de depósito ------------- ------------ PFJ4501P PFJ4501P PFJ4501P PFJ4501P
21 Roda PFL6N150744 PFL6N150744 PFL6N150744 PFL6N150744 PFL6N150744 PFL6N150744
22 Depósito de água ------------ ------------ PF101287 PF101287 PF101287 PF101287
23 Bomba de água ------------ ------------ CO5B0122502 CO5B0122502 CO5B0122502 CO5B0122502
24 Radiador ------------ ------------ CO5C20523370 CO5C20523370 CO5C20523370 CO5C20523370
25 Indutância PF104425 PF104424 PF104425 PF107623 PF104426 PF104427
26 Ventilador CO8JV230340ELV CO8JV230100ELV CO8JV230340ELV CO8JV230340ELV CO8JV230340ELV CO8JV230340ELV
27 Roda CO8VN2002058 CO8VN2002058 CO8VN2002058 CO8VN2002058 CO8VN2502074 CO8VN2502074
28 Tomada rápida CO9NSF05050 CO9NSF05050 CO9NSF05050 CO9NSF05050 CO9NSF07070 CO9NSF07070
29 Rodízio giratório CO8WR125155036 CO8WR125155036 CO8WR125155036 CO8WR125155036 CO8WR140180046 CO8WR140180046
30 Tomada controle PF100399 PF100399 PF100399 PF100399 PF100399 PF100399
31 Racord gás
32 Tomada rápida CO9NSF05050 CO9NSF05050 CO9NSF05050 CO9NSF05050 CO9NSF07070 CO9NSF07070
33 Racord água CO5AR13/870 CO5AR13/870 CO5AR13/870 CO5AR13/870 CO5AR13/870 CO5AR13/870
34 Racord pressostato PFK5O13/8G1/4G30 PFK5O13/8G1/4G30 PFK5O13/8G1/4G30 PFK5O13/8G1/4G30 PFK5O13/8G1/4G30 PFK5O13/8G1/4G30
35 Abraçadeira cabo
interligação CO3B3003200000 CO3B3003200000 CO3B3003200000 CO3B3003200000 CO3B3003200000 CO3B3003200000
36 Racord de gás CO5AR13/870 CO5AR13/870 CO5AR13/870 CO5AR13/870 CO5AR13/870 CO5AR13/870
37 Porta-fusível
Fusível 2A
Fusível 5A
Fusível 10A
Fusível 16A
CO0Z1M063
CO0H1502005000RP
CO0H1502016000RP
CO0Z1M063
CO0H1502002000RP
CO0H1502010000RP
CO0Z1M063
CO0H1502005000RP
CO0H1502016000RP
CO0Z1M063
CO0H1502005000RP
CO0H1502016000RP
CO0Z1M063
CO0H1502005000RP
CO0H1502016000RP
CO0Z1M063
CO0H1502005000RP
CO0H1502016000RP
38 Cabo de alimentação PF103387 PF103473 PF103387 PF103387 PF103447 PF103446
39 Electrovalvula CO101441 CO101441 CO101441 CO101441 CO101441 CO101441
40 Controlador PF108336 PF108336
PF108336
PF108336
PF108336
PF108344
41 Transformador auxiliar CO0TA4123000 CO0TA4041500 CO0TA4126500 CO0TA4126500 CO0TA4126500 CO0TA4126500
42 Circuito electrónico
interface PF104818 PF104818 PF104818 PF104818 PF104818 PF104818
43 Contactor CO0E311025024AC3 CO0E311025024AC3 CO0E311025024AC3 CO0E311025024AC3 CO0E318540024AC3 CO0E322050024AC3
44 Ponte rectificadora CO1JT02900D0P00 CO1JT02400D0P00 CO1JT03500D0P00 CO1JT03500D0P00 CO1JT05000D0P00 CO1JT06000D0P00
45 Comutador 4 posições
Comutador 7 posições
Comutador 10 posições
Comutador 12 posições
CO0B323M04
CO103154
CO0B203M12
CO0B323M04
CO103154 CO0B323M04
CO103154 CO0B323M04
CO0B323M10
CO0B323M04
CO0B323M10
46 Shunt CO0Y3000120 CO0Y2500120 CO0Y4000125 CO0Y4000125 CO0Y6000125 CO0Y6000125
47 Transformador principal
Trio de bobinas U/V/W
Bobina de reparação
Bobina U
Bobina V
Bobina W
PF101802
PF101803
PF104549
PFK3105028023405
PFB14CT1E052802S
PF100873
PF100874
PF100875
PF103065
PF103066
PF100610
PF107624
PF103066
PF100610
PF103083
PF103082
PF104913
PF103087
PF103086

300M / 350M / 400M / 500M / 650M
19
48 Blindagem
Painel frontal
Painel traseiro
Suporte garrafa
Varal esq/dir
Tecto
Tecto p/refrig.
Tampa superior esquerda
Tampa superior direita
Tampa superior direita
p/refrig.
Tampa inferior esquerda
Tampa inferior direita
PF104647
PF104649
PFL2295S0000
PF104823
PF104658
PF104657
PF104655
PF104642
PF104641
PF104737
PF104731
PFL2295S0000
PF104823
PF104658
PF104657
PF104655
PF104642
PF104641
PF104647
PF104650
PFL2295S0000
PF104825
PF104658
PF104659
PF104657
PF104655
PF104656
PF104642
PF104641
PF104647
PF104650
PFL2295S0000
PF104825
PF104658
PF104659
PF104657
PF104655
PF104656
PF104642
PF104641
PF104665
PF104668
PFL2295S0000
PF104826
PF104675
PF104674
PF104673
PF104672
PF104671
PF104665
PF104668
PFL2295S0000
PF104826
PF104675
PF104674
PF104673
PF104672
PF104671
49 Manga de protecção MP1632310280 MP1632310280 MP1632310280 MP1632310280 MP1632430400 MP1632430400
50 Mola PFM6H3504010150A PFM6H3504010150A PFM6H3504010150A PFM6H3504010150A PFM6H3504010150A PFM6H3504010150A
51 Cabo de controlo MP104688 MP104688 MP104688 MP104688 MP104688 MP104688
52 Cabo de potencia MP09130500F00 MP09130350F00 MP09130500F00 MP09130500F00 MP09130700F00 MP09130950F00
53 Mangueira de gás MP104543 MP104543 MP104543 MP104543 MP104543 MP104543
54 Ficha rápida CO7USM05050 CO7USM05050 CO7USM05050 CO7USM05050 CO7USM07070 CO9NSF09595
55 Ficha do cabo de
controlo PF100398 PF100398 PF100398 PF100398 PF100398 PF100398
56 Ficha do cabo de
controlo PF100398 PF100398 PF100398 PF100398 PF100398 PF100398
57 Ficha rápida CO7USM05050 CO7USM05050 CO7USM05050 CO7USM05050 CO7USM07070 CO9NSF09595
58 Porca de gás CO101329 CO101329 CO101329 CO101329 CO101329 CO101329
Desenrolador de bobina CO104292 CO104292 CO104292 CO104292 CO104292 CO104292
Механизм подачи проволоки / 4 ролика 24V 50W
* Специальные ролики для алюминиевой сварочной проволоки, порошковой проволоки или други , обращайтесь к
производителю или кдилеру.
Nr. Наименование
1 Placa 4R
2 Veio de roletes
3 Veio de alavanca
4,3,10 Alavanca de pressão cpl
6,7,8,9 Veio de rolamento cpl.
12 Parafuso regulação de pressão
19 Guia-fio central
21 Roda dentada rolete
Rolete 0,8/1,0 mm
Rolete 1,0/1,2 mm
22* Rolete 1,2/1,6 mm
23, 24 Tampa de protecção cpl.
25,26,27,28 Adaptador de pistola cpl.
29 Guia fio de entrada
30 Motor 24V/75W
32,33 Roda dentada central
Рис.12 – Список запасных частей

300M / 350M / 400M / 500M / 650M
20
6 – Техническое обслуживание
a) Оборудование для дуговой сварки должно регулярно обслуживаться всоответствии срекомендациями производителей. Все
двери икрышки для доступа иобслуживания должны быть закрыты идолжным образом закреплены вто время, когда
оборудование находится вэксплуатации.
b) Воборудование не должно вноситься никаких изменений, за исключением тех изменений икорректировок, которые
предусмотрены винструкции производителя. Вчастности, искровые разрядники для зажигания дуги истабилизи-рующие
устройства должны быть отрегулированы иобслуживаться всоответствии срекомендациями завода-изготовителя.
c) Перед выполнением любых внутренних проверок или ремонтных работ, убедитесь, что источник питания отключен от
электрической сети. Обеспечьте отсутствие случаев случайного подключения оборудования ксети питания.
d) Оборудование требует регулярного технического обслуживания. Каждые 6 месяцев (или чаще при работе вусловиях повышенной
запылённости) выполняйте следующие операции:
- Продувайте источник питания сухим сжатым воздухом, не содержащим масла,
- Проверяйте целостность всех электрических соединений,
- Проверяйте подключение кабелей,
- Проверяйте крепление панелей корпуса.
e) Проверяйте состояние изоляции иподключения всего оборудования иэлектрических соединений: разъём икабели питания,
каналы, разъёмы, удлинители, разъёмы источника питания, разъёмы обратного кабеля исварочного кабеля.
f) Заменяйте все дефектные аксессуары.
g) Периодически проверяйте затяжку инагревание всех электрических соединений.
h) Техническое обслуживание электрооборудования должна быть возложено на квалифицированных специалистов.
6.1 – Возможные повреждения
НЕИСПРАВНОСТЬ ПРИЧИНА ДЕЙСТВИЯ
Полуавтомат
не включается при Отсутствует напряжение питания Проверьте напряжение сети изащит-
включённом выключателе пита-
ных электрических цепей
ния
Перегорел главный предохранитель Проверьте изамените, если необхо-
димо
Обрыв кабеля питания Проверьте изамените, если необхо-
димо
Нерегулярная
подача сварочной Повреждён или вплохом состоянии
Очистите
надлежащим образом и
проволоки
канал подачи проволоки замените, если необходимо
иаметр роликов подачи не совпада- Замените роликами соответствующе-
ет сдиаметром проволоки го диаметра
Слишком большое усилие торможе- Отрегулируйте
необходимое усилие
ния катушки спроволокой торможения
Повреждение катушки спроволокой Проверьте изамените, если необхо-
или обрыв проволоки димо
Повышенная пористость при свар-Нет подачи защитного газа Проверьте давление вгазовом балло-
ке
не иработу газового редуктора
Заблокирован электромагнитный кла- Проверьте изамените, если необхо-
пан подачи газа димо
Слишком большой расход защитного Отрегулируйте
подачу защитного
газа газа
Сопло горелки вплохом состоянии Очистите или замените сопло горел-
ки
Свариваемые детали загрязнены или Очистите свариваемые поверхности
влажные
Низкое качество сварки Неисправны электрические контакты Проверьте контакты сварочной го-
сварочной горелки или Евроразъёма релки иЕвроразъёма, обратный про-
вод (кабель «земля»)
Повреждение электрических контак- Очистите электрические контакты
тов
Повреждение мостового выпрямите- Проверьте изамените, если необхо-
ля димо
Отказ питания двигателя подачи про- Проверьте ипри необходимости за-
волоки мените предохранитель
двигателя
подачи проволоки; проверьте контак-
ты двигателя подачи проволоки
Отказ щёток двигателя подачи про- Замените щётки
волоки
This manual suits for next models
4
Table of contents
Languages:
Other Electrex Welding System manuals





















