Bolt the tie rod to both the clevis bracket and the drive
anchor bracket and tighten the bolts until seated against the
brackets. DO NOT bend the bracket as clearance between
the clevis brackets and tie rod is necessary.
9. JR—Thread the bushing nut onto the hollow shaft one to
two turns. NOTE: The bushing nut threads have been coated
with an anti-seize compound at Falk. This compound should
not be removed. Before re-installing a previously used nut,
recoat the nut threads only with an anti-seize compound.
Keep the tapered surface of the bushing and hollow shaft
bore free from all anti-seize or lubricating compounds.
WARNING: Overtightening can fail the internal retaining
ring. (See Appendix H, for listing of retaining rings).
a) Preferred Method — Use a spanner (Table 6), chain or pipe
wrench to tighten the bushing nut to the torque value
indicated in Table 6. Tighten the setscrew on the bushing
nut.
b) Alternate Method (To be used when exact torque can not
be measured.) — Use a spanner (Table 6), chain or pipe
wrench to tighten the bushing nut just until the drive can
no longer be moved by hand axially on the driven shaft.
Loosen nut ONLY until it can be turned by hand but do
not unseat the taper. Retighten the nut hand tight. Now
mark a spot on the bushing nut. Next mark a spot on the
driven shaft 180° from the first mark. Use the spanner
wrench to tighten the nut until the two marks are aligned
i.e. one half turn. Tighten the setscrew on the bushing
nut.
10. JR — Install backstop, motor mount, motor, sheaves
(Mount sheaves as close to the drive and motor housing
as possible), belts and guard. Refer to Appendix D for
instructions.
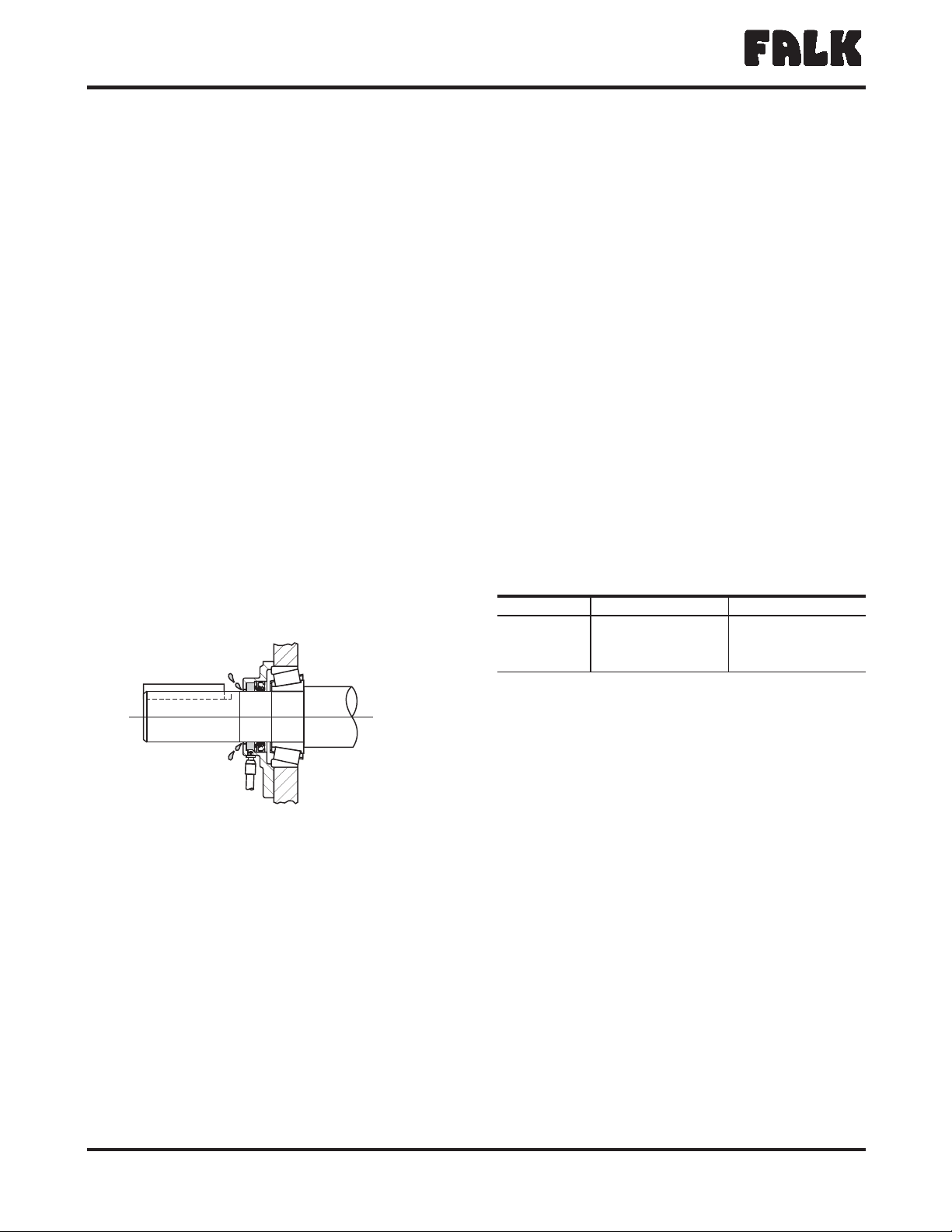
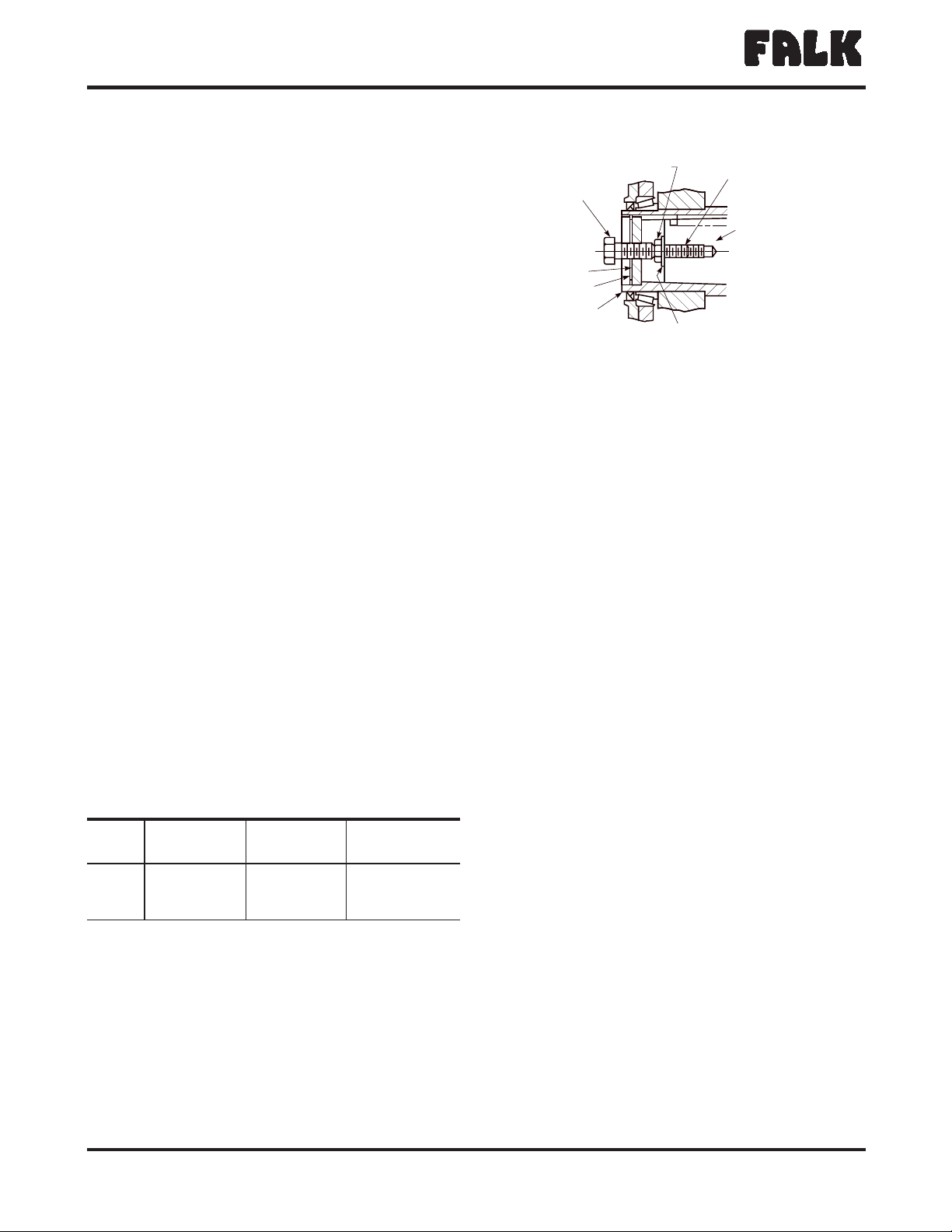
11. JF (Using tapered drive shaft) — Put key into the driven
shaft. Lift drive into position and slide onto the driven shaft
taking care that the driven shaft key seats into the hollow
shaft keyway. DO NOT hammer or use excessive force.
Secure the drive to the foundation with fasteners and torque
values shown in Table 7. Next, secure the drive to the shaft
with the thrust plate fastener. Refer to Table 8 for torque
value. Reinstall the hollow shaft cover. Install motor mount,
motor, sheaves, belts and guard. Refer to Appendix D for
instructions.
12. JSC (4407 only) — Assemble drive to trough, using
fasteners & torques given in Table 8, and install drive shaft
coupling bolts per screw conveyor manufacturer’s
instructions. Install motor mount, motor, sheaves, belts and
guard. Refer to Appendix D for instructions.
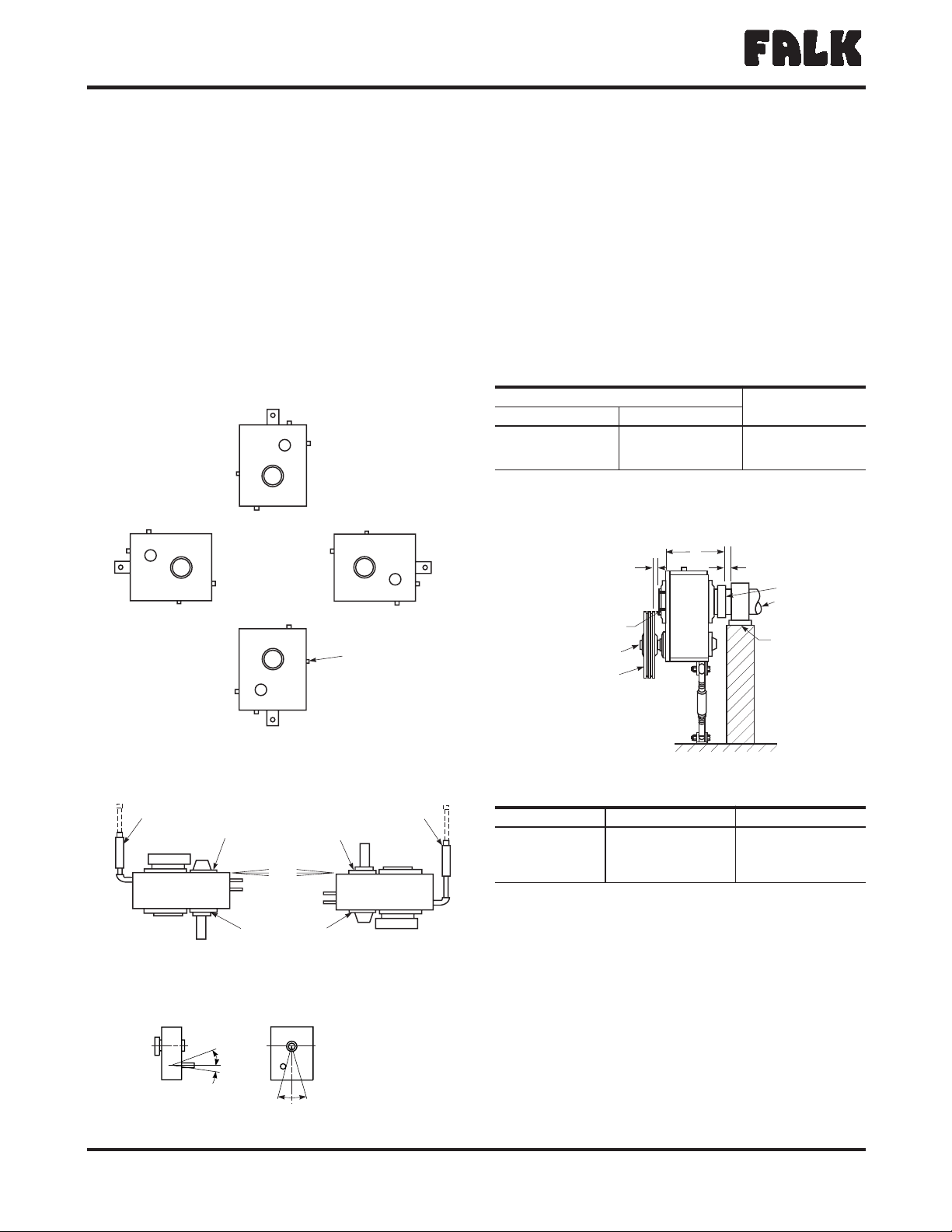
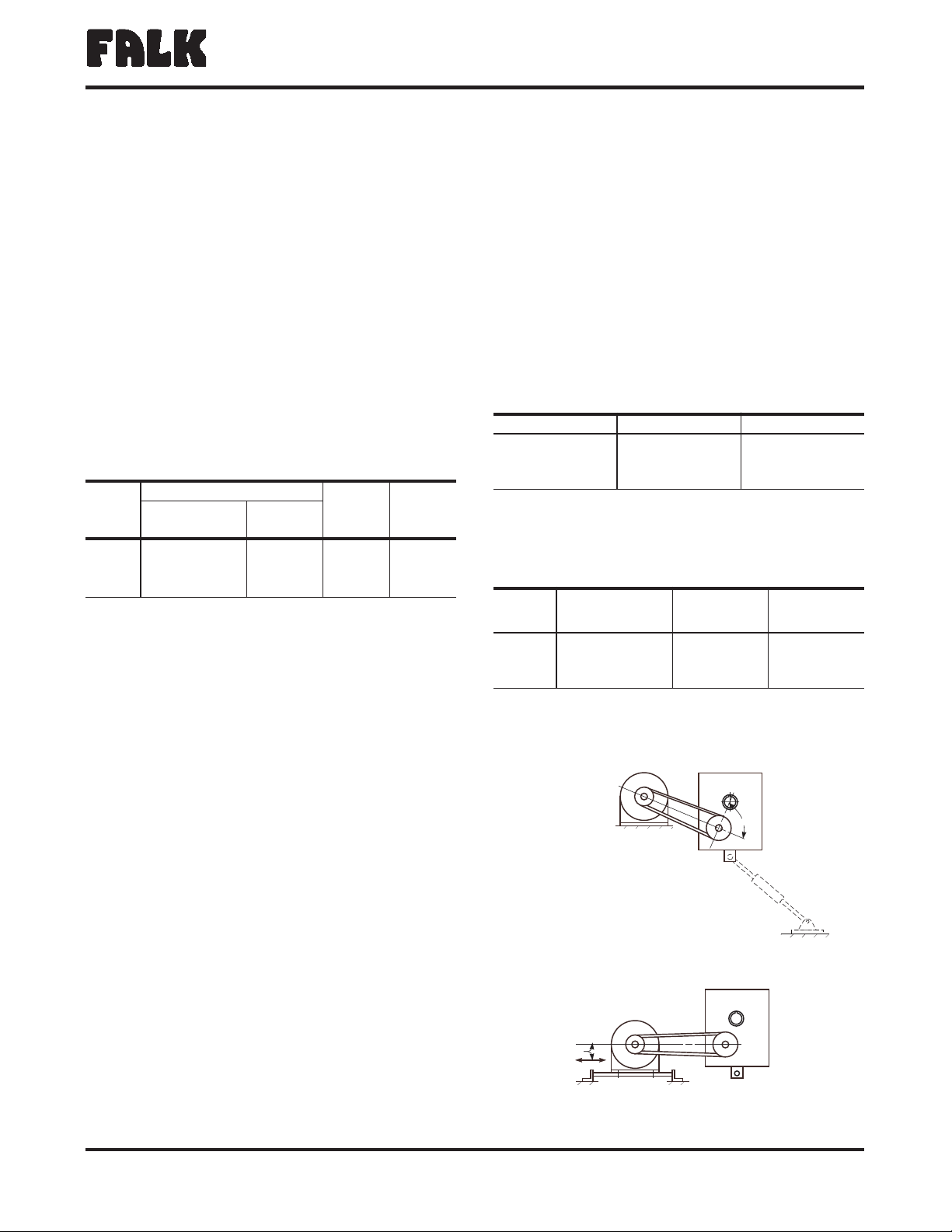
13. JR — When the tie rod turnbuckle is used for belt tension
adjustment, position the motor so that the belt pull will be
about 90° to a line through the drive input shaft and hollow
shaft as shown in Figure 9. For drives where the motor is
moved to adjust belt tension, mount the motor slide base so
that the belt tension adjustment is approximately parallel to
the belt centers. Refer to Appendix D, for instructions relative
to alignment of sheaves and belts.
The Falk Corporation, P.O. Box 492, Zip 53201-0492 378-102
3001 W. Canal St., Zip 53208-4200, Milwaukee, WI USA Telephone : 414-342-3131 August 2004
®
a good name in industry
Quadrive Shaft Mounted Drives •Owners Manual
Sizes 4407/M4407-4608/M4608 (Page 7 of 56)
TABLE 6 — Spanner Wrench Type and
Spanner Nut Tightening Torque
Drive
Size
Adjustable Hook Spanner Wrench Spanner Nut
Tightening
Torque
lb-in (Nm)
Nut Rotation
from Seated
Condition
Armstrong Tools Williams
4407 34-313 6 1/8"-8 3/4" 474B 4000 (452) 180
4415 34-313 6 1/8"-8 3/4" 474B 4000 (452) 180
4507 73-213 HCT-15-2 H4000 (452) 180
4608 73-213 HCT-15-2 H4000 (452) 180
HThese are chain wrenches where standard spanner wrenches are not
available.
TABLE7—JFandJSCDrives—Foundation
Fastener & Tightening Torque
(Non-Lubricated Fasteners)
Drive Size Fastener Size & Grade Torque lb-in (Nm)
4407 .750-10UNC, Gr. 5 2940 (332)
4415 1.250-7UNC, Gr. 5 12600 (1 424)
4507 1.250-7UNC, Gr. 5 12600 (1 424)
4608 1.500-6UNC, Gr. 5 22100 (2 497)
90°
BELT TENSION ADJUSTED
WITH TORQUE ARM
BELT TENSION ADJUSTED
WITH MOVABLE MOTOR
PARALLEL
Figure 9
TABLE8—Thrust Plate Fastener Data
(Non Lubricated Fasteners)
Drive Size Fastener Size
& Grade HTorque lb-in (Nm)
Minimum Thread
Depth
Inches (mm)
4407 1.000-8UNCx4.00, Gr. 8 9500 (1 073) 2.75 (69,9)
4415 1.250-7UNCx4.00, Gr. 8 19150 (2 164) 2.75 (69,9)
4507 1.250-7UNCx4.00, Gr. 8 19150 (2 164) 2.75 (69,9)
4608 1.250-7UNCx4.00, Gr. 8 19150 (2 164) 2.75 (69,9)
HFastener lengths given are for applications using tapered (JSC type driven
shafts. Other lengths may be needed for applications using tapered bushings.