Fimer King 350 User manual

Cod. 910.100.390 REV07
K
ING 350-410-510
Manuale d’Istruzione Instruction Manual
Manuel d’emploi Bedienungsanleitung
Manual de instrucciones
Uffici : Via J.F. Kennedy
20871 Vimercate (MB) Italy
Phone: +39 039 98981
Fax: +39 039 6079334
web site: www.fimer.com
e-mail:
info@fimer.com
INFOLINE
tel. +39 039 6079326
WELDING TECHNICAL SERVICE
service.welding@fimer.com
DICHIARAZIONE DI CONFORMITÀ CE
CE DECLARATION OF CONFORMITY
KONFORMITÄTSERKLÄRUNG CE
DÉCLARATION DE CONFORMITÉ CE
DECLARACIÓN DE CONFORMIDAD CE
DECLARAÇÃO DE CONFORMIDADE CE
FÖRSAKRAN OM OVERENSSTAMMELSE CE
VERKLARING VAN CONFORMITEIT CE
BEKREFTELSE OM OVERENSSTEMMELSE CE
OVERENSSTEMMELSESERKUERING CE
YHDENMUKAISUUSVAKUUTUS CE
UYGUNLUK BİLDİRİMİ CE
Si dichiara che l’apparecchio tipo
We hereby state that the machine type
Wir erklären, dass das Gerät Typ
On déclare que la machine type
Declara que el aparato tipo
Declara-se que a máquina tipo
Vi försakrar att maskinen av typ
Verklaard wordt dat het apparaat type
Vi bekreftelser, at maskinen type
Vi erklrerer, at maskinen type
Todistamme etta laite mallia
Yandaki makine modellerinin
è conforme alle direttive
is in compliance with the directives
den Richtlinien entspricht
est conforme aux directives
es conforme a las directivas
é conforme as directivas
ar i överensstammelse med direktiven
overeenkomstig de richtlijnen
er i overensstemmelse med direktivene
er i overensstemmelse med direktivene
on yhdenmukainen direktiivissa
yandaki direktiflere ve
MODEL
EN60974-1
EN60974-10
Uffici : Via J.F. Kennedy
20871 Vimercate (MB) Italy
Phone: +39 039 98981
Fax: +39 039 6079334
web site: www.fimer.com
e-mail:
info@fimer.com
INFOLINE
tel. +39 039 6079326
WELDING TECHNICAL SERVICE
service.welding@fimer.com
VIMERCATE
2006/42/CE
2006/95/CE
2004/108/CE
2011/65/UE (RoHS)
Ogni intervento o modifica non autorizzati dalla FIMER faranno decadere la validità di questa dichiarazione.
Any tampering or change unauthorized by FIMER shall immediately invalidate this statement.
Eingriffe und Änderungen ohne die Genehmigung von FIMER machen die vorliegende Erklärung ungültig.
Toute opération ou modification non autorisées par FIMER feront déchoir la validité de cette déclaration.
Cualquier intervención o modificación no autorizadas por FIMER, anularán la validez de esta declaración.
Qualquer intervenção ou modificação que não seja autorizada pela FIMER anularà a validade desta declaração.
Denna försakran upphör att galla vid eventuella ingrepp eller andringar som ej ar godkanda av FIMER.
ledere niet door FIMER geautoriseerde ingreep of wijziging doet de geldigheid van deze verklaring vervallen.
Denne bekreftelse bortfaller ved evt. inndgep eller endringer, som ikke er godkjent al FIMER.
Denne erklæring bortfalder ved evt. indgeb eller ærendringer, der ikke er godkendt afæ FIMER.
Jokainen valiintulo tai muutos ei valtuutettu FIMER rappldittaa k’fseisen lausunnon pitavyyden.
FIMER’in onayı olmaksızın yapılacak her türlü kurcalama ve değişiklik yukarıdaki bildirimi geçersiz kılar.
è conforme alle norme
is in compliance with the rulls
den Normen entspricht
est conforme aux normes
es conforme a las normas
é conforme as normas
ar i överensstammelse med direktiven
overeenkomstig de richtlijnen
er i overensstemmelse med direktivene
er i overensstemmelse med direktivene
on yhdenmukainen direktiivissa
yandaki normlara uygun olduğunu
bildiririz
GENERAL MANAGER
AMBROGIO CARZANIGA
31.10.2015
KING 350 - 410 - 510
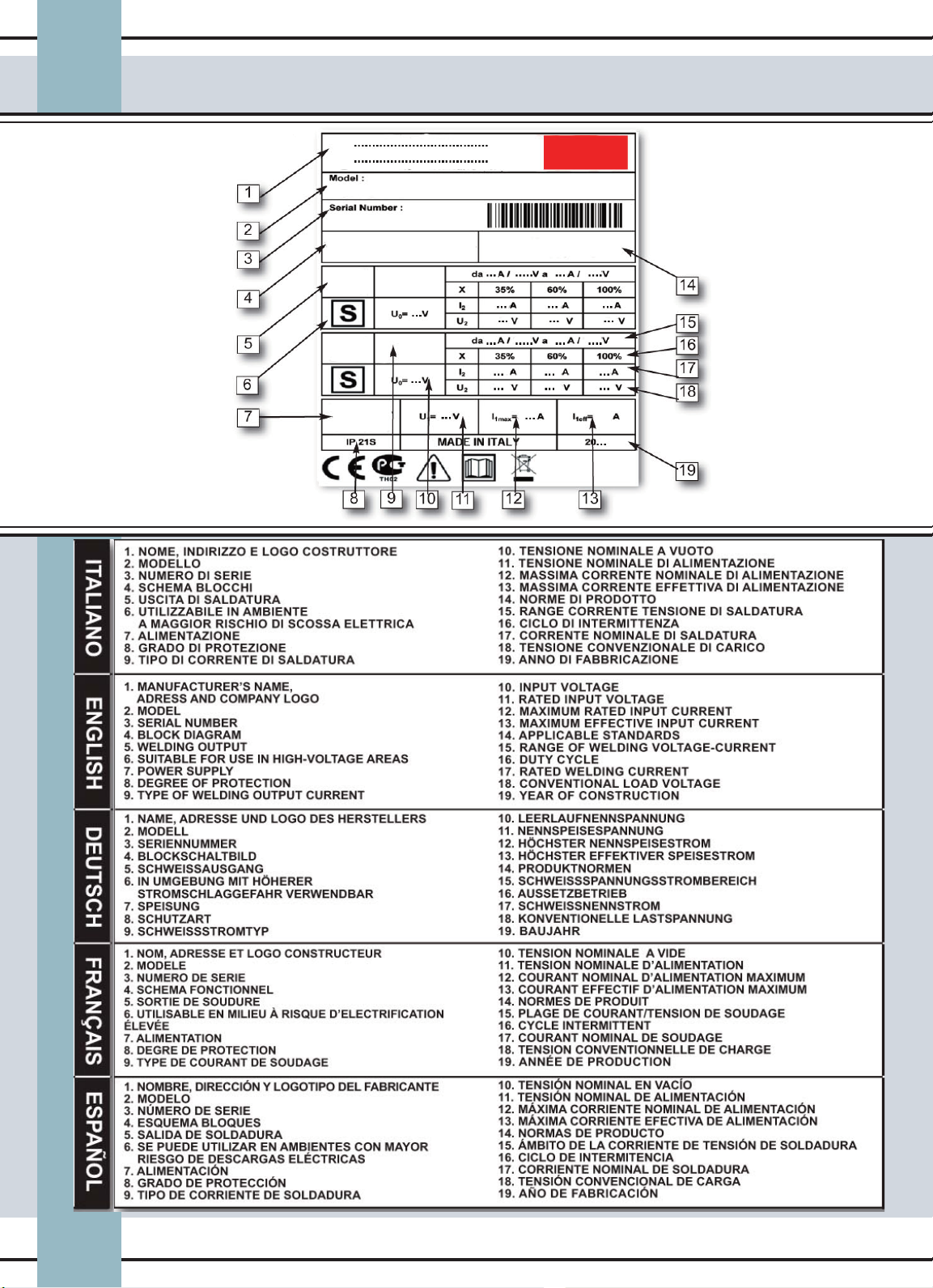
TARGA DATI, NOMINAL DATA, LEISTUNGSCHILDER,
PLAQUE DONÉES, PLACA DE CARACTERÌSTICAS
1
ESPAÑOL FRANÇAIS DEUTSCH ENGLISH ITALIANO
• AVVERTENZE .................................................................................. pag. 2, 3, 4
1. CARATTERISTICHE GENERALI E NOTE PER LA CONSULTAZIONE
DEL MANUALE........................................................................................... pag. 5
2. DESCRIZIONE DELL’APPARATO................................................................... pag. 5
3. CARICAMENTO DEL FILO DI SALDATURA.................................................... pag. 8
4. SALDATURA MIG/MAG................................................................................ pag. 9
4. 1 SALDATURA MIG Short Arc Manuale.......................................................... pag. 10
4. 2 SALDATURA MIG Short Arc Sinergico........................................................ pag. 11
5. COLLEGAMENTO PER SALDATURA MIG..................................................... pag. 13
5.1 TORCIA MIG................................................................................................ pag. 13
5. 2 COLLEGAMENTO PER SALDATURA MIG con torcia tradizionale..................... pag. 14
5. 3 COLLEGAMENTO PER SALDATURA MIG con torcia Push-Pull.................................... pag. 14
6. INNESCO DELL’ARCO MIG........................................................................... pag. 15
7. REGOLAZIONE DELLA SALDATRICE............................................................ pag. 15
8. COME OTTENERE I MIGLIORI RISULTATI DI SALDATURA.............................. pag. 15
9. SALDATURA MMA....................................................................................... pag. 16
9. 1 SALDATURA MMA Manuale.......................................................................... pag. 16
10 TABELLA DI SALDATURA ............................................................................ pag. 17
11 COLLEGAMENTO PER SALDATURA MMA.................................................... pag. 17
12. INNESCO DELL’ARCO MMA......................................................................... pag. 17
13. SALDATURA TIG.......................................................................................... pag. 18
13. 1 SALDATURA TIG (Lift-Arc)............................................................................ pag. 19
14. COLLEGAMENTO PER SALDATURA TIG....................................................... pag. 21
15. COLLEGAMENTO DELL’ALIMENTAZIONE..................................................... pag. 21
16. COLLEGAMENTO REMOTO.......................................................................... pag. 22
16.1 COLLEGAMENTO REMOTO CORRENTE DI SALDATURA............................... pag. 22
17. COLLEGAMENTO DELLE USCITE................................................................. pag. 22
18. COLLEGAMENTO DELLA BOMBOLA E DEL REGOLATORE DEL GAS........................ pag. 22
19. MANUTENZIONE ORDINARIA DELLA MACCHINA.......................................... pag. 23
20. SOSTITUZIONE DELLA GUAINA GUIDAFILO DELLA TORCIA......................... pag. 23
21. MEMORIZZAZIONE DEL PUNTO DI LAVORO.................................................. pag. 24
22. BLOCCO DEL PUNTO DI LAVORO................................................................. pag. 24
23. CODICE ERRORI........................................................................................... pag. 27
24. RICERCA GUASTI......................................................................................... pag. 28
25. SCHEMA BLOCCHI CARRELLO SEPARATO............................................... pag. 29
26. SCHEMA BLOCCHI GENERATORE.............................................................. pag. 29
27. PARTI DI RICAMBIO KING 350-410................................................................. pag. 30
28. PARTI DI RICAMBIO KING 510....................................................................... pag. 31
29. PARTI DI RICAMBIO CARRELLO SEPARATO................................................. pag. 32
2
SIMBOLI UTILIZZATI
SIMBOLI UTILIZZATI
AVVERTENZE
AVVERTENZE
Situazione che può causare gravi danni alle persone e/o
alla apparecchiatura
PERICOLO
DI INCENDIO
Indica che è necessario indossare la visiera protettiva per evi-
tare scottature e danni agli occhi
SUPERFICIE CALDA
Non toccare la superficie
PERICOLO SCORIE
Indica la possibilità di venir scottati da scorie bollenti
Indica la necessità di indossare occhiali protettivi per
evitare danni dovuti a scorie proiettate
PERICOLO DI FULMINAZIONE
Grave pericolo di fulminazione per le persone
PERICOLO ESPLOSIONE
nell’uso di improprio nella manutenzione di bombole di
gas compresso o regolatore
Informazione importante da tenere in debito conto. Indi-
ca le precauzioni da tenere in conto per una migliore
installazione ed utilizzo.
INFORMAZIONI
RELATIVE ALLO SMALTIMENTO
ISTRUZIONI
D’INSTALLAZIONE
ISTRUZIONI
D’USO
ISTRUZIONI
DI DISIMBALLAGGIO
PRECAUZIONI PER
L’ESTINZIONE DELL’INCENDIO
Leggere il manuale d’istruzioni UTILIZZABILE IN AMBIENTE A MAGGIOR RISCHIO
DI SCOSSA ELETTRICA
RIGUARDO ALLA SICUREZZA DELL’APPARATO
Questo apparato è un prodotto previsto solamente per uso
industriale e professionale e, come tale, deve essere uti-
lizzato solamente da specialisti o da persone addestrate.
È compito dell’utilizzatore fare in modo che l’apparato non sia acces-
sibile a personale non professionale.
Il costruttore declina ogni responsabilità per danni a persone
o cose derivanti da un uso inesperto, improprio o disattento
delle proprie apparecchiature.
L’utilizzatore deve avere cura del proprio strumento
di lavoro! si rammenta esplicitamente che un utensi-
le o un apparato può diventare pericoloso se non è
integro. Anche apparati ed accessori deteriorati o guasti possono
essere pericolosi: in caso di funzionamento anomalo o di surri-
scaldamento disconnettere immediatamente l’intero apparato dal-
la rete elettrica e renderlo al fornitore per l’opportuna riparazione.
Leggere il presente manuale prima di utilizzare il vostro sistema
di saldatura, questo vi aiuterà ad effettuare un lavoro migliore e in
condizioni di maggiore sicurezza.
Tramite la lettura del manuale conoscerete più a fondo le possibilità, le
limitazioni e i potenziali pericoli del lavoro di saldatura.
Conservate il presente manuale per tutta la vita dell’apparato e riponete-
lo in un luogo facilmente accessibile all’addetto all’utilizzo della macchina.
Le informazioni sulla sicurezza che troverete nel seguito devo-
no essere considerate come una guida per la vostra incolu-
mità, ma non possono comunque sostituirsi completamente
alla competenza e al corretto comportamento dell’utente.
Tutti gli apparati connessi alla rete elettrica possono risul-
tare pericolosi se le istruzioni relative all’utilizzo sicuro del-
l’apparato non sono conosciute o non sono seguite. Di
conseguenza per ridurre il rischio di morte o di gravi danni dovuti a scos-
sa elettrica occorre leggere, capire e seguire queste avvertenze sulla
sicurezza. Prestate la massima attenzione al fatto che anche eventuali
persone che assistono alle operazioni di saldatura devono essere oppor-
tunamente istruite sui pericoli relativi all’attività in corso.
Il fuoco e le esplosioni possono provocare seri danni a per-
sone e cose! Per ridurre il rischio di morte o di gravi danni
dovuti al fuoco o ad esplosioni occorre leggere, capire e segui-
re queste avvertenze sulla sicurezza. Prestate la massima attenzione al fat-
to che anche eventuali persone che assistono alle operazioni di saldatura
devono essere opportunamente istruite sui pericoli relativi all’attività in cor-
so. Ricordate sempre che l’operazione di saldatura, per sua stessa natura,
produce scintille, spruzzi di materiale bollente, gocce di metallo fuso, scorie
e schegge bollenti che possono provocare incendi, bruciare la pelle e dan-
neggiare gravemente gli occhi.
I raggi emessi dall’arco elettrico possono danneggiare gli occhi
e bruciare la pelle! Per ridurre il rischio di danni dovuti ai rag-
gi emessi dall’arco occorre leggere, capire e seguire queste
avvertenze sulla sicurezza. Prestate la massima attenzione al fatto che anche
eventuali persone che assistono alle operazioni di saldatura devono essere
opportunamente istruite sui pericoli relativi all’attività in corso. Indossare e far
indossare alle persone presenti la maschera protettiva
.
I FUMI, I GAS E I VAPORI POSSONO DETERMINARE
DANNI!
Per ridurre il rischio di danni dovuti ai fumi di saldatura
occorre leggere, capire e seguire queste avvertenze sulla sicurezza.
Prestate la massima attenzione al fatto che anche eventuali persone
che assistono alle operazioni di saldatura devono essere opportuna-
mente istruite sui pericoli relativi all’attività in corso.
L
a trascuratezza durante l’utilizzo o la manutenzione di
bombole o valvole per gas compresso può determinare il
ferimento o la morte dell’utente o delle persone circostanti!
Per ridurre il rischio di danni dovuti ai gas compressi occorre leggere,
capire e seguire queste avvertenze sulla sicurezza. Prestate la massi-
ma attenzione al fatto che anche eventuali persone che assistono alle
operazioni di saldatura devono essere opportunamente istruite sui peri-
coli relativi all’attività in corso.
TENSIONI PERICOLOSE
L’apparato contiene al suo interno tensioni potenzialmente letali.
Tutte le tensioni pericolose all’interno dell’apparato sono segre-
gate in apposite zone accessibili solamente utilizzando attrezzi non
forniti in dotazione con la saldatrice.
Tutte le operazioni di manutenzione o riparazione che richiedono
l’accesso a queste parti dell’apparato possono essere effettuate sola-
mente da personale tecnico appositamente istruito dal costruttore.
INTRODUZIONE OGGETTI
Non introdurre oggetti nelle feritoie di aerazione ed evi-
tare il contatto con qualsiasi tipo di sostanza liquida;
provvedere alla pulizia solamente con panno asciutto. Tali attenzioni
devono essere osservate anche a macchina spenta.
SEZIONE DEI CAVI
Verificare che i cavi dell’impianto siano di sezione ade-
guata alla corrente di ingresso della saldatrice. Esten-
dere il controllo ad eventuali prolunghe. Si raccomanda che il cavo della pro-
lunga sia sempre completamente steso: un cavo arrotolato può surriscal-
darsi e divenire pericoloso, inoltre un cavo avvolto a matassa o arrotolato sul
proprio rocchetto può determinare grossi malfunzionamenti nella saldatrice.
CALPESTABILITÀ
La parte superiore delle saldatrici non sono progettati per
reggere pesi consistenti. Non salire mai sull’apparto.
SIMBOLI UTILIZZATI

3
AVVERTENZE RELATIVE ALLA SICUREZZA
AVVERTENZE RELATIVE ALLA SICUREZZA
DEL PROCESSO DI SALDATURA
DEL PROCESSO DI SALDATURA
PROTEZIONE DEL PERSONALE
PROTEZIONE DEL PERSONALE
POSIZIONAMENTO
Posizionare lontano da fonti di calore.Posizionare in locali aven-
ti una sufficiente aerazione. Posizionare in locali ben riparati: non
è possibile installarla all’aperto. Non posizionare in locali molto polverosi: la pol-
vere può entrare all’interno dell’apparato impedendone il corretto raffredda-
mento. La saldatrice deve essere posizionata su una superficie di sostegno
piana e stabile che si estende oltre la base del prodotto in tutte le direzioni.
PULIZIA DEL LUOGO DI UTILIZZO
Il luogo dove è utilizzata la saldatrice deve esse-
re mantenuto pulito e asciutto per evitare che
qualsiasi oggetto o liquido possa essere aspirato all’interno del-
l’apparato. Tale circostanza può portare, oltre che al malfunzio-
namento dell’apparato, ad un concreto pericolo di incendio.
RIPARAZIONE
Non tentare mai di riparare il prodotto da soli, ma
rivolgersi sempre al costruttore o ad un suo centro
di assistenza autorizzato. Qualsiasi tentativo di riparazione non auto-
rizzato per iscritto e non gestito direttamente dal costruttore oltre ad
essere oggettivamente pericoloso, determina l’immediata scadenza del-
la garanzia e la cessazione di qualsiasi responsabilità per eventuali mal-
funzionamenti e per le conseguenze che da essi possono derivare.
ACCESSORI
Usare solo accessori previsti dal costruttore, l’uti-
lizzo di accessori di tipo differente può determina-
re gravi malfunzionamenti dell’apparato. L’utilizzo di accessori non ori-
ginali determina l’immediata scadenza della garanzia e la cessazione
di qualsiasi responsabilità per eventuali malfunzionamenti e per le con-
seguenze che da essi possono derivare.
ATTENZIONE!
Il processo di saldatura, se non si rispettano atten-
tamente le istruzioni relative alla sicurezza e all’u-
so, può essere pericoloso non solo per l’operatore, ma anche per le
persone vicine al luogo in cui avviene la saldatura.
PAVIMENTO DELL’AREA DI LAVORO
Il pavimento dell’area di lavoro DEVE essere
realizzato in materiale ininfiammabile.
PIANO DELL’AREA DI LAVORO
Il piano del tavolo da lavoro su cui si effettua la saldatu-
re DEVE essere realizzato in materiale ininfiammabile.
PROTEZIONE DEI MURI E DEI PAVIMENTI
I muri circostanti l’area di saldatura e i pavimenti
devono essere protetti da schermi realizzati in mate-
riale ininfiammabile; questo, non solo per ridurre il rischio di incendio,
ma anche per fornire una protezione atta ad evitare che i muri e/o il
pavimento siano danneggiati durante le operazioni di saldatura.
ESTINTORE
Posizionare nell’area di lavoro un estintore omologato di
tipo e dimensioni appropriate. Verificarne periodicamente
lo stato (effettuare la manutenzione prog1rammata) e assicurarsi
che il personale si opportunamente istruito per il suo utilizzo
MASCHERA DI PROTEZIONE
Indossare una maschera di protezione per sal-
datura non infiammabile per proteggersi il collo,
la faccia e i lati della testa. Mantenete il vetro protettivo pulito e sosti-
tuirlo se è rotto o crepato. Posizionare un vetro di protezione tra-
sparente tra lo schermo della maschera e la zona di saldatura.
ABBIGLIAMENTO
Indossare un abbigliamento di protezione non ecces-
sivamente largo, chiuso, ininfiammabile e senza tasche.
Posizionare sempre nelle immediate vicinanze dell’area di
lavoro un estintore di tipo omologato.Effettuare sempre le
revisioni periodiche all’estintore.
PERICOLO PER GLI OCCHI
Non guardare MAI l’arco senza le opportune protezioni.
FUMI E GAS 1
Pulire bene la parte da saldare da vernici, ruggine o qual-
siasi sporcizia per evitare l’emissione di fumi pericolosi
di composizione non conosciuta.
FUMI E GAS 2
Non saldare MAI metalli contenenti zinco, mercurio, cromo,
grafite, metalli pesanti, cadmio o berillio senza che l’operato-
re e le persone presenti durante la saldatura indossino appositi respiratori.
SPAZI RISTRETTI
Quando si lavora in spazi ristretti occorre lasciare la sor-
gente di potenza al di fuori della zona in cui avviene la
saldatura e fissare il cavo di terra al pezzo da lavorare.
AREE UMIDE
Non effettuare mai l’operazione di saldatura in
ambienti umidi o bagnati.
CAVI DANNEGGIATI 1
Non utilizzare mai cavi danneggiati (tale precau-
zione deve essere rispettata sia per i cavi di rete
che per quelli di saldatura)
CAVI DANNEGGIATI 2
Non rimuovere mai i pannelli della saldatrice. Nel caso
in cui la saldatrice sia dotata di pannelli apribili veri-
ficare sempre che, al momento dell’uso, siano ben chiusi.
PROTEZIONE DALLE SCOSSE ELETTRICHE
PROTEZIONE DALLE SCOSSE ELETTRICHE
Oltre alle avvertenze generali precedentemente riportate occor-
re rispettare scrupolosamente anche le seguenti precauzioni.
PREVENZIONE DEGLI INCENDI
PREVENZIONE DEGLI INCENDI
Oltre alle avvertenze generali precedentemente riportate occor-
re rispettare scrupolosamente anche le seguenti precauzioni. Il
processo di saldatura richiede il raggiungimento di temperature
elevate, di conseguenza esiste un concreto rischio di incendio.
ASSISTENZA
La saldatrice dovrà esser consegnata al centro di assistenza
quando l’apparato è stata in qualche modo danneggiato, come
nei casi in cui vi sia penetrato del liquido, vi siano caduti sopra o dentro
oggetti, quando sia stato esposto alla pioggia o all’umidità (al di fuori dei
valori specificati), quando non funziona normalmente, quando presenta
evidenti cambiamenti di prestazione o quando è stato fatto
cadere.
INTERRUTTORE DI PROTEZIONE
Verificare che l’impianto che alimenta la saldatrice sia
dotato di opportuno organo di sezionamento e pro-
tezione. L’interruttore deve aprire tutti i cavi di alimentazione (Nel
caso di linea monofase: Fase e neutro; nel caso di linea trifase:
tutte e tre le fasi; nel caso di linea a quattro cavi: tutte le fasi e il
conduttore di neutro). Si consiglia l’uso di fusibili ritardati o di inter-
ruttori magnetotermici con curva K.
COLORAZIONE DEI CAVI
Il cavo di collegamento giallo-verde serve per la connessio-
ne della terra di protezione (non utilizzarlo per altri scopi!)
AMBIENTE DI UTILIZZO E/O INSTALLAZIONE1
Apparato non adatto a locali da bagno, docce, piscine o aree
similari. Nel caso sia necessario operare in tali ambienti veri-
ficare preventivamente il serraggio di tutti i rubinetti di adduzione dell’acqua
e verificare che nessuno stia utilizzando l’ambiente per la propria funzione.
AMBIENTE DI UTILIZZO E/O DI INSTALLAZIONE 4
Non utilizzare la saldatrice in ambienti in cui sia presente
una atmosfera esplosiva o corrosiva o abrasiva o salina.
VENTILAZIONE DEL LOCALE
Saldare in un locale ben ventilato senza accesso diretto
ad altri luoghi di lavoro
CONNESSIONE DI TERRA
Nel caso che la saldatrice non sia fornita della spina di alimen-
tazione, connettere sempre per primo il cavo di terra. In caso
di scollegamento dell’apparato scollegare il cavo di terra per ultimo.
SPINA E PRESA DI COLLEGAMENTO
Nel caso che la saldatrice sia fornita di spina di collegamento alla
rete verificare sempre con attenzione che sia conforme al tipo di
presa montata a parete. Non manomettere mai il cavo di collegamento.
MOVIMENTAZIONE 1
Alcune tipologie di saldatrici sono apparati pesanti, effettuare le ope-
razioni di movimentazione con attenzione. Nel caso la saldatrice sia
utilizzata, anche momentaneamente, in ambienti civili controllare sempre
preventivamente la tenuta delle solette e dei pavimenti “sopraelevati”.
AMBIENTE DI UTILIZZO E/O INSTALLAZIONE 2
La saldatrice non è idonea al funzionamento e immagazi-
namento sotto pioggia o neve
AMBIENTE DI UTILIZZO E/O INSTALLAZIONE 3
La saldatrice non è prevista per essere installata o utilizzata in
luoghi soggetti ad urti o vibrazioni; ad esempio: mezzi di trasporto
su strada, su rotaia, su fune, aerei, navali ed equiparabili (come gru, car-
ri ponte, parti di macchine utensili soggette a movimento o vibrazione)
MOVIMENTAZIONE 2
Non conservare o trasportare la saldatrice inclinata o
appoggiato su un lato.
Oltre alle avvertenze generali precedentemente riporta-
te occorre rispettare scrupolosamente anche le seguen-
ti precauzioni
PULIZIA DELL’AREA CIRCOSTANTE ALLA
ZONA DI LAVORO
Ripulire accuratamente la zona di lavoro da qual-
siasi materiale combustibile.
GRAVISSIMO PERICOLO! 1
Non effettuare assolutamente MAI le operazioni di sal-
datura in un ambiente ristretto (per esempio un contai-
ner, una cisterna, un ripostiglio) che abbia contenuto o contenga materiali o
liquidi tossici, infiammabili o esplosivi. Prestare la massima attenzione al fat-
to che soprattutto le cisterne possono conservare al loro interno gas e vapo-
ri tossici, infiammabili o esplosivi anche dopo anni dal loro svuotamento.
GRAVISSIMO PERICOLO! 3
Attenzione non utilizzare mai le apparecchiature
per saldatura per sgelare i tubi dell’acqua
GRAVISSIMO PERICOLO! 2
Non effettuare assolutamente MAI le operazioni di salda-
tura su un serbatoio che abbia contenuto o contenga mate-
riali o liquidi tossici, infiammabili o esplosivi. Prestare la massima atten-
zione al fatto che i serbatoi possono conservare al loro interno vapori
infiammabili ed esplosivi anche dopo anni dal loro svuotamento. Nel
caso sia necessario effettuare saldature su di un serbatoio occorre SEM-
PRE passivarlo riempiendolo di sabbia o equivalente materiale inerte.
VENTILAZIONE DEL LOCALE DOVE AVVIENE LA
SALDATURA.
Ventilare il locale dove avviene la saldatura adeguata-
mente. Mantenere un sufficiente flusso d’aria per evitare l’accu-
mulo di gas tossici o esplosivi. L’operazione di saldatura effettuata su
certi tipi o combinazioni di materiali può generare fumi tossici. In que-
sti casi utilizzare appropriati sistemi di respirazione. PRIMA di iniziare
a saldare leggere e capire le prescrizioni di sicurezza della lega di sal-
datura.
TIPI DI GAS DA UTILIZZARE
Queste saldatrici devono essere impiegate solamente con
gas inerti (non infiammabili) per la protezione dell’arco di saldatura.
Ovviamente è della massima importanza scegliere il tipo di gas appro-
priato per la saldatura che deve essere eseguita.
BOMBOLE NON MARCATE
Non usare MAI gas da bombole prive della propria etichetta.
RIDUTTORE DI PRESSIONE 1
Non collegare MAI la bombola direttamente alla salda-
trice. Utilizzare sempre un riduttore di pressione.
RIDUTTORE DI PRESSIONE 2
Assicurarsi che il regolatore di pressione funzioni correttamente.
Leggere con attenzione le istruzioni del regolatore di pressione.
RIDUTTORE DI PRESSIONE 3
Non lubrificate mai alcuna parte del riduttore di pressione
RIDUTTORE DI PRESSIONE 4
Ciascun regolatore è progettato per essere utilizzato con
uno specifico tipo di gas. Assicurarsi che il riduttore sia
del tipo indicato per il gas di protezione in uso.
VENTILAZIONE
VENTILAZIONE
Oltre alle avvertenze generali precedentemente riportate occor-
re rispettare scrupolosamente anche le seguenti precauzioni.
GAS DI PROTEZIONE ALLA SALDATURA
GAS DI PROTEZIONE ALLA SALDATURA
Nel caso si utilizzino processi di saldatura utilizzanti gas di prote-
zione, oltre alle avvertenze generali precedentemente riportate
occorre rispettare scrupolosamente anche le seguenti precauzioni.
BOMBOLE DANNEGGIATE
Non usare MAI bombole danneggiate o deteriorate.
MOVIMENTAZIONE DELLE BOMBOLE
Non spostare MAI la bombola prendendola per la valvola
BOMBOLE
Non esporre le bombole ad un calore eccessivo, a
scintille, a scorie o alla fiamma.
TUBO DEL GAS 1
Assicurarsi che il tubo del gas sia in buono stato
TUBO DEL GAS 2
Mantenere sempre il tubo del gas lontano dal
punto di saldatura
SCARICHE ELETTRICHE
SCARICHE ELETTRICHE
Per ridurre il rischio di seri danni dovuti alle scariche elettriche,
oltre alle avvertenze generali precedentemente riportate occor-
re rispettare scrupolosamente anche le seguenti precauzioni.
INFORTUNIO DOVUTO A SCARICA ELETTRICA
Nel caso in cui una persona sia colpita da scarica elettrica NON
prestarle soccorso se è ancora in contatto coi cavi. Togliere immedia-
tamente tensione e POI soccorrerla.
CONTATTO COI CAVI
Non fare manovre sui cavi di ingresso se l’alimentazione non
è stata interrotta.
Non toccare il circuito di saldatura: anche se normalmente la tensio-
ne del circuito di saldatura non è molto elevata, è comunque buona
norma prudenziale non toccare mai gli elttrodi di saldatura.
STATO DI CONSERVAZIONE DEI CAVI E DELLA PRESA
Verificare spesso l’integrità del cavo di alimentazione e del-
la relativa spina e presa. Ciò è particolarmente necessario
nelle apparecchiature che subiscono ripetuti movimenti.
RIPARAZIONI
Non tentare mai di effettuare in proprio delle riparazioni sul-
la saldatrice; questo determina non solo l’immediata deca-
denza della garanzia, ma può essere fonte di seri pericoli.
APERTURA DELLE ZONE ACCESSIBILI ALL’OPERATORE
Verificare sempre che la saldatrice sia disconnessa dalla rete
prima di effettuare le manovre di ordinaria manutenzione
riportate in questo manuale (ad esempio la sostituzione di un elet-
trodo consumato, del filo di saldatura, il cambio del trainafilo ecc)
Non puntare mai la pistola di saldatura o l’elettrodo verso se
stessi o verso le persone presenti
Assicurarsi che vicino alla saldatrice non passino cavi di controllo,
telefonici e bus di segnale (come reti di computer, bus di campo ecc)
Assicurarsi che vicino alla saldatrice non vi siano telefoni,
televisori, computer o altri apparati di controllo.
COMPATIBILITA’ ELETTROMAGNETICA
Assicurarsi che vicino alla saldatrice non vi siano persone
portatrici di pace-macker.
Non utilizzare la saldatrice in ambiente ospedaliero o in ambu-
latori (sia medici che veterinari). Prestare particolare attenzio-
ne al fatto che nelle immediate vicinanze della zona di saldatu-
ra non vi siano apparecchi elettromedicali in funzione.
Nel caso in cui la saldatrice provochi disturbi ad altre apparecchiature
si può cercare di diminuirne l’effetto tramite le seguenti precauzioni
1. Verificare che tutti gli sportelli eventualmente presenti nella salda-
trice siano ben chiusi
2. Accorciare i cavi di alimentazione
3. Interporre dei filtri EMC tra la saldatrice e la linea di alimentazione
Classificazione per compatibilità elettromagnetica: CISPR
11, gruppo2, classe A.
Questo è un apparato in Classe A e non è adatto a funziona-
re in ambienti residenziali in cui la potenza elettrica è fornita
tramite rete pubblica in bassa tensione. In questi ambienti
potrebbero sorgere problemi per garantire la compatibilità elettroma-
gnetica, sia per quanto riguarda i disturbi condotti che irradiati.
Questa apparecchiatura non è conforme con la IEC 61000-
3-12.Se viene collegata ad una rete pubblica in bassa ten-
sione, è responsabilità dell’installatore o dell’utilizzatore
assicurarsi, contattando, se necessario, il gestore della rete, che
l’apparato possa essere connesso.
Questa apparecchiatura è adatta ad essere utilizzata in ambien-
te industriale con rete protetta da interruttore differenziale ritar-
dato all’intervento, di tipo B e con corrente di intervento >200mA
4

5
ESPAÑOL FRANÇAIS DEUTSCH ENGLISH ITALIANO
1. CARATTERISTICHE GENERALI E
NOTE PER LA CONSULTAZIONE DEL
MANUALE
Le saldatrici tipo “KING 350”, “KING 410” e
“KING 510” sono apparecchiature realizzate
con tecnologia INVERTER; si tratta di
apparati estremamente compatti e versatili
utilizzabili in tutte le situazioni in cui, il minimo
ingombro, si deve coniugare con le più
elevate prestazioni.
Queste saldatrici permettono di effettuare
saldature in tecnologia MMA, TIG e
MIG/MAG manuale o sinergica (short arc,
pulsata o doppio pulsata).
L’innovativo sistema di interfacciamento con
l’operatore tramite l’ampio display TFT a
colori di 5,7’’ consente un utilizzo
dell’apparato semplice ed intuitivo, senza
rinunciare alla possibilità di personalizzare
tutti i parametri di saldatura.
Tutti i principali parametri della macchina
sono memorizzati in un’apposita scheda di
memoria (SD-Card); in questo modo sarà
sempre possibile mantenere il vostro
apparato aggiornato ai più recenti sviluppi
nell’ambito della saldatura.
L’estrazione della scheda di memoria
impedisce il funzionamento dell’apparato,
costituendo così un valido sistema di
antifurto e di sicurezza contro gli usi impropri.
Grazie alle avanzate tecniche di controllo
adottate, il prodotto ha un’elevatissima
affidabilità e facilità d’uso.
Questo manuale di istruzione riporta nel
dettaglio le regolazioni e le modalità di
funzionamento della macchina: la sua lettura
completa vi permetterà di apprezzarne
l’estrema flessibilità e la praticità di utilizzo.
Attenzione: l'apparecchio può essere
utilizzato solo per gli impieghi descritti nel
manuale e non deve essere utilizzato per
altri fini impropri.
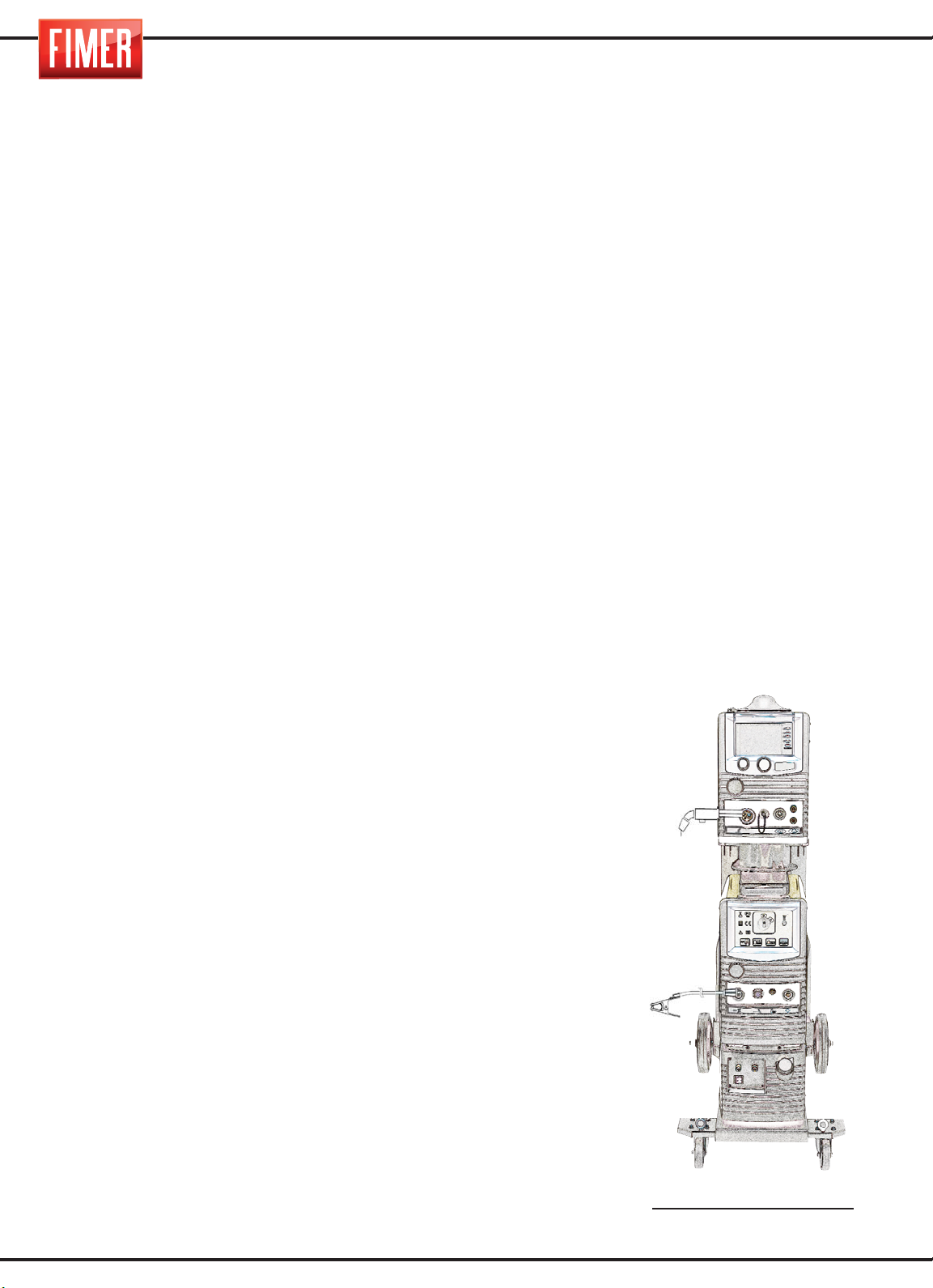
2. DESCRIZIONE DELL’APPARATO
1
2
3
4
5
6
10
9
7
8
15
11
12
14
13
16
17
24
18
23
21
20
19
22
Fig.1
A
B
SOLO PER
KING 510
16a

FIGURA 1:
1. Display Grafico:
Il display a colori da 5,7’’ visualizza differenti
schermate a secondo che sia in modalità di
saldatura o in modalità di settaggio.
In modalità saldatura il display è diviso in 5
zone principali:
Parte 1: Stato della macchina
Parte 2: Significato dei pulsanti attivi
(pulsanti 2, 3, 4, 5,6 di fig.1)
Parte 3: Valore delle grandezze impostate
Parte 4: Tipo di processo selezionato
Parte 5: Indica i valori impostabili per i vari
parametri di saldatura (per variare il valore
impostato evidenziarlo tramite la manopola 10
e confermare la scelta premendo la manopola
stessa; il valore viene evidenziato in
contrasto. Ruotando la manopola si varia il
valore, per confermare il nuovo valore occorre
premere nuovamente la manopola 10).
Valore evidenziato: Indica il parametro che
viene variato tramite la manopola 10.
VISUALIZZAZIONI:
- All’accensione viene visualizzato il logo
Fimer e la revisione del Firmware caricata.
PULSANTI DI COMANDO: (2, 3, 4, 5,6 di fig.1)
Ad ogni pulsante di comando è associata una
specifica funzione visualizzata sul display.
7.Alloggiamento SD: questo alloggiamento,
coperto da un apposito tappo in gomma,
contiene la SD-Card fornita in dotazione con
la macchina; senza di essa la macchina
rimane inattiva ed un’ apposita segnalazione
viene riportata sul display.
8. Porta USB: solo per assistenza tecnica.
9. Manopola di impostazione del parametro
principale di saldatura: tramite questa
manopola si imposta il parametro principale di
saldatura:
Saldatura MMA/TIG: imposta la corrente di
saldatura.
11. H²O in: Da utilizzare solamente con
torce a raffreddamento liquido.
12. H²O out: Da utilizzare solamente con
torce a raffreddamento liquido.
13. Connettore per controllo remoto.
14. Presa dinse frontale “+”: presa polo
positivo.
Modalità MMA: Pinza porta elettrodo
15. ATTACCO RAPIDO TORCIA Attacco in
uscita (positivo), per il connettore (tipo euro)
della torcia di saldatura permette i contatti
elettrici e per il gas.
16. INTERRUTTORE ON-OFF: Accende e
spegne la macchina.
La KING 510 utilizza a tale scopo il magneto-
idraulico illustrato in fig. 16a.
17. Presa dinse frontale “-”: presa polo
negativo.
Modalità MMA: Pinza di massa
Modalità TIG: Torcia TIG
Modalità MIG con gas: Pinza di massa
Modalità MIG senza gas: Pinza di massa
18. Presa dinse frontale “+”: presa polo
positivo.
Modalità MMA: Pinza porta elettrodo
Modalità TIG: Pinza di massa
Modalità MIG con gas: Non usato
Modalità MIG senza gas: Non usato
19.Uscita gasTIG:
20. Connettore di segnale MIG: Connessione
dei segnali alla torcia push-pull
21. Tappo rifornimento del liquido di raf-
freddamento:(Opzione)(Centralina di raf-
freddamento)
22. H²O in: Da utilizzare solamente con
torce a raffreddamento liquido.
23. Griglie di areazione
24. Interruttore e segnalazione ON-OFF
della centralina (Opzione): Si illumina
quando la centralina di raffreddamento è
alimentata.
Parte 1
Parte 2
Parte 3
Parte 4
Parte 5
6

ITALIANO
ENGLISH
DEUTSCH
FRANÇAISESPAÑOL
7
FIGURA 2:
25. Connettore segnali. (Fascio cavi)
(Carrello separato):
Scambia con il generatore i segnali necessa-
ri al funzionamento della macchina attraverso
il collegamento col connettore segnali (38).
26. CAN (Fascio cavi) (Carrello separato):
Connettore di programmazione.
Scambia con il generatore i segnali neces-
sari al funzionamento tramite CAN-BUS
servendosi del collegamento col connettore
del generatore (35).
27. PRESA DINSE POSTERIORE “+”: presa
polo positivo. (Fascio cavi) (Carrello separato)
Scambia con il generatore i segnali necessa-
ri al funzionamento della macchina attraver-
so il collegamento con la presa dinse (31).
28. CONNESSIONE DEI TUBI PER RAF-
FREDDAMENTO A LIQUIDO (Fascio cavi)
(Carrello separato) Andranno collegati
direttamente alla centralina. (40)
29. FUSIBILE DI ALIMENTAZIONE
CENTRALINA
30. Connettore Nero per gas (Fascio
cavi)(Carrello separato) Scambia con il
generatore i segnali necessari alla fuoriuscita
del gas attraverso il collegamento con il
rispettivo connettore (37).
31. PRESA DINSE POSITIVA (Generatore)
32. CAVO DI INGRESSO: Collegarlo all’ali-
mentazione di rete.
33. CONNETTORE PER TUBO GAS: Deve
essere connesso al riduttore di pressione
della bombola.
35. CAN: Connettore di programmazione.
36. CONNETTORE DI ALIMENTAZIONE
CENTRALINA
37.Connettore Nero per gas (Fascio cavi)
(Generatore).
38. Connettore segnali (Fascio cavi)
(Generatore)
39. Cavo per l’alimentazione del sistema
di raffreddamento a liquido (Opzione
centralina di raffreddamento)
40. CONNESSIONE DEI TUBI PER RAF-
FREDDAMENTO A LIQUIDO
FIGURA 3:
41. SUPPORTO PER BOBINA FILO
42. GRUPPO TRAINAFILO: evidenziarlo
con maggior dettaglio in figura 3A.
43. INGRESSO FILO DEL MOTORINO
TRAINAFILO
44. REGOLATORE PRESSIONE FILO: Permette
di regolare la tensione del filo di saldatura.
45. RULLINI TRAINAFILO
41 42
45
44
44
43
Fig. 3A
28
33
32
27
25
29
26
36
31
35
37
30
39
40
A
B
38
Fig.2

8
3. CARICAMENTO DEL FILO DI
SALDATURA
Per caricare il filo di saldatura seguire queste istru-
zioni e fare riferimento alla sequenza sotto riportata.
Attenzione: prima di effettuare le operazioni
per l’istallazione del filo rimuovere sempre l’u-
gello diffusore del gas (Fig. 4A) e la punta gui-
dafilo (Fig. 4B) dalla torcia di saldatura.
1. scollegare il cavo di alimentazione di rete
(32 di Fig. 2)
N.B. Quando si effettua un cambio di diametro del filo biso-
gna assicurarsi che la cava corretta del rullino trainafilo sia
rivolta verso l’interno della macchina. Per far questo veri-
ficare che sia leggibile (rivolto verso l’esterno della mac-
china) il valore corrispondente al diametro e al tipo di filo
utilizzato. Si ricorda che i rullini dotati di cava a “V” sono
adatti al trascinamento di fili tipo ferro e acciaio. I rullini con
cava ad “U” sono adatti a fili tipo alluminio.
Attenzione: prima di procedere ai passi successivi verifi-
care che il cavo della torcia (Fig. 4) sia ben teso e che il filo
di saldatura non presenti angoli o sbavature. Se non si
segue questa precauzione si potrebbe danneggiare la
guaina guidafilo interna alla torcia.
Una volta fatto scorrere il filo attraverso la torcia, serrare
nuovamente la punta guidafilo e l’ugello/diffusore del gas.
Fig.4
TORCIA DI SALDATURA
EUROCONNETTORE
CAVO
TUBI RAFFREDDAMENTO
(SOLO PER TORCE RAFFREDDATE) CORPO
TORCIA
Fig.4A Fig.4B
UGELLO
DIFFUSORE
GAS PUNTA
GUIDAFILO
2. Svitare il pomel-
lo zigrinato posto
al centro del sup-
porto della bobina
del filo di saldatu-
ra (41 di Fig. 3).
4. Rimuovere la
protezione di pla-
stica della nuova
bobina e sistema-
re la bobina sul-
l’apposito suppor-
to (41 di Fig. 3).
3. Rimuovere
eventualmente il
distanziale a
seconda della
dimensione della
bobina utilizzata.
Avvitare la brugola in modo da ottenere la fri-
zione ottimale: se si stringe troppo si rischia una
frizione eccessiva che tende a bloccare il rego-
lare svolgimento della bobina. Al contrario una
frenatura troppo scarsa fa sì che il filo al termi-
ne della saldatura si srotoli accidentalmente.
5. Prestare atten-
zione al fatto che la
brugola (M8) posta
al centro del sup-
porto bobina costi-
tuisce il sistema di
frizione del filo.
7. Inserire il filo
nel tubetto di
ingresso (43 di
Fig. 3A) del
motore trainafilo.
9. Abbassare i rulli-
ni superiori (45 di
Fig. 3A) e chiudere
il pomello di plasti-
ca (44 di Fig. 3A)
del regolatore di
pressione del filo.
6. Svitare i pomelli
del gruppo trainafi-
lo e farli ruotare. In
questo modo si
solleveranno i rul-
lini trainafilo supe-
riori (44 di Fig. 3A)
8. Far scorrere il
filo fin sotto ai
rullini trainafilo
fino all’imbocca-
tura dell’euro-
connettore.
10. Stringere il
pomello con delica-
tezza; se è troppo
stretto, il filo tenderà
a bloccarsi; se vice-
versa fosse troppo
allentato, non riu-
scirebbe a trascina-
re il filo che slitte-
rebbe. Ripetere
l’operazione anche
per il secondo
pomello zigrinato.
4. Rimontare il
pomello zigrinato.

9
ESPAÑOL FRANÇAIS DEUTSCH ENGLISH ITALIANO
Al fine di permettere una migliore comprensione dei parametri di saldatura relativi alla
modalità MIG, quando necessario, fare riferimento agli andamenti riportati di seguito:.
t
2
: pre gas
I
s
, t
s
:corrente iniziale , tempo iniziale
t
1
:rampa I
s
->I
1
I
1
: corrente di saldatura
I
2
: corrente secondo livello
t
4
:rampa I
1
->I
e
I
e
, t
e
:corrente finale, tempo finale
t
6
:post gas
t
2
: pre gas
I
s
, t
s
:corrente iniziale , tempo iniziale
t
1
:rampa I
s
->I
1
I
1
: corrente di saldatura
I
2
: corrente secondo livello
t
4
:rampa I
1
->I
e
I
e
, t
e
:corrente finale, tempo finale
t
6
:post gas
Pulsante torciaP.T.
4. SALDATURA MIG/MAG
Pulsante torcia
MIG modalità 2t con rampe
MIG modalità 4t/4bi con rampe

10
Per scegliere questa modalità di saldatura :
tramite la manopola 10 scegliere MIG e
premere per conferma.
La saldatura MIG/MAG (Metal Inert Gas e
Metal Active Gas) è una saldatura a filo
continuo che permette di utilizzare densità di
corrente più elevate rispetto alla saldatura
con elettrodi rivestiti; questo permette di
avere penetrazioni e velocità maggiori ed
ottenere un riempimento del giunto con un
numero minore di passate.
La saldatura viene eseguita sciogliendo in un
bagno di saldatura un elettrodo metallico
costituito da un filo fornito in continuazione
con velocità costante e controllata tramite la
torcia di saldatura. Quando il filo comincia a
scorrere e tocca il pezzo da saldare, si
genera l’arco elettrico; l’arco scioglie il filo
che si deposita sul pezzo da saldare.
Questa saldatrice può utilizzare i seguenti tipi
di filo:
1. filo pieno: deve sempre essere usato con
gas protettivo.
2. filo animato per saldatura con gas: ha
nella parte centrale un prodotto minerale che
ha lo scopo di migliorare le caratteristiche di
saldatura (deve essere sempre usato con gas)
La corretta connessione della torcia e del
cavo di massa è mostrata nella tabella
sotto riportata:
Attraverso il pulsante 9 è possibile regolare,
la potenza macchina.
Vi sono due principali modi di saldatura MIG-MAG:
1.Short arc manuale
2.Short arc sinergico
4.1 SALDATURA MIG Short Arc Manuale
La rotazione della manopola 10 permette la
scelta tra i differenti modi di saldatura MIG-
MAG; la pressione della manopola conferma
la scelta effettuata.
Effettuata la selezione si accede alla
schermata di saldatura:
REGOLAZIONI E PARAMETRI:
Attraverso il pulsante 9 è possibile regolare,
in corrente, la potenza macchina..
PROCESSO
DI
SALDATURA
Euroconnettore
15 di Fig.1
Presa frontale
+
18 di Fig.1
Presa frontale
-
17 of Fig.1
MIG/MAG CAVO TORCIA NON USATO CAVO MASSA
Pronto a saldare
INIZIO
INDIETRO
MEM +
SPURGO
150A
15,0V
>
MIG-MAG
S.A.M.
velocità filo
soft start
induttanza
2t-4t-4bilevel
puntatura
pausa
pre gas
post gas
burnback
hot start
pompa acqua
1,0 m/'
0
0
2t
0,0 s
0,0 s
0,1 s
2,0 s
2,0ms
0
OFF
2,8m/'

11
ESPAÑOL FRANÇAIS DEUTSCH ENGLISH ITALIANO
Tramite la manopola 10 è possibile
regolare i parametri di saldatura
visualizzati sul display:
Velocità filo: Permette di impostare la
velocità del filo utilizzato per la saldatura.
Soft-start: Permette di modificare la velocità
di accosto del filo in modo da ottenere un
innesco di saldatura morbido; valori elevati
corrispondono a velocità di accosto più basse
Induttanza: Permette di modificare la veloc-
ità di variazione della corrente di saldatura
per ottenere un arco più secco (valori bassi)
o più morbido (valori alti).
2t-4t-4bilevel: Permette di impostare il fun-
zionamento in modalità 2 tempi o 4 tempi
2t: Nel funzionamento in modalità 2 tempi, la
macchina effettua la saldatura per tutto il
tempo in cui il pulsante torcia è premuto.
4t: Nel funzionamento in modalità 4 tempi,
una prima pressione del pulsante torcia da
inizio alla saldatura, la seconda ne provoca
la fine
Puntatura: Permette di impostare (se diver-
so da 0) la durata massima della saldatura.
Pausa: Permette di impostare (se diverso da
0) la durata della pausa tra due successive
puntature.
Pre gas: Permette di impostare il tempo di
erogazione del gas prima dell’innesco del-
l’arco elettrico.
Post gas: Permette di impostare il tempo di
erogazione del gas dopo la fine del-
l'erogazione della corrente di saldatura.
Burnback: Permette di variare il tempo di
bruciatura del filo alla fine della saldatura.
Hot start: Permette di impostare la corrente
di innesco della saldatura in modo da
ottenere un innesco di saldatura morbido; in
genere viene usato insieme con il parametro
di Soft-start.
Pompa acqua: Permette di accendere (ON)
o spegnere (OFF) la centralina dell'acqua,
se presente.
4.2 SALDATURA MIG Short Arc Sinergico
La saldatura Mig Sinergica permette di ade-
guare facilmente i parametri di saldatura ai
differenti materiali da saldare. Durante la sal-
datura con regolazione sinergica la manopo-
la 9 di Fig 1 regola simultaneamente la ten-
sione o la velocità del filo.
Gli altri parametri vengono automaticamente
adeguati alla potenza impostata, in funzione
del tipo e del diametro del filo scelto.
La lunghezza dell’arco può essere variata in
percentuale tramite il parametro “tensione
saldatura”. La qualità della saldatura può
essere ulteriormente migliorata regolando il
parametro “Induttanza elettronica” e deposito.
La rotazione della manopola 10 permette la
scelta tra i differenti modi di saldatura MIG-
MAG; la pressione della manopola conferma
la scelta effettuata.
Effettuata la selezione si accede alla
schermata relativa alla scelta del materiale
del filo di saldatura:
I parametri che non appaiono sullo schermo
sono accessibili ruotando la manopola 10.

12
Una volta selezionato il tipo di filo (tramite la
pressione della manopola 10), si accede alla
pagina di impostazione del diametro del filo
di saldatura.
Effettuata la selezione si accede alla
schermata di saldatura:
REGOLAZIONI E PARAMETRI:
Tramite la manopola 10 è possibile regolare i
parametri di saldatura visualizzati sul display:
Tensione: Permette di variare la tensione di
riferimento usata per la saldatura
Deposito: Permette di modificare il deposito
di materiale di apporto (velocità del filo)
rispetto al valore sinergico predefinito
Induttanza: Permette di modificare la velocità
di variazione della corrente di saldatura per
ottenere un arco più rigido (valori bassi) o più
morbido (valori alti).
DSF: Permette di attivare (ON) o disattivare
(OFF) la modalità a due livelli, ovvero la
commutazione continua tra due diversi livelli di
corrente di saldatura
Tempo L1: Quando la modalità a due livelli è
attiva permette di impostare la durata del primo
livello di corrente
Tempo L2: Quando la modalità a due livelli è
attiva permette di impostare la durata del primo
livello di corrente
Livello L2: Quando la modalità a due livelli è
attiva permette di impostare la corrente del
secondo livello (L2) rispetto alla corrente
impostata (livello L1)
Tensione L2: Quando la modalità a due livelli
è attiva permette di modificare la tensione del
secondo livello (L2) in modo indipendente dalla
tensione del livello L1 (parametro Lunghezza
arco)
2t-4t-4bilevel: Permette di impostare il
funzionamento in modalità 2 tempi o 4 tempi.
2t: Nel funzionamento in modalità 2 tempi, la
macchina effettua la saldatura per tutto il
tempo in cui il pulsante torcia è premuto.
4t: Nel funzionamento in modalità 4 tempi, una
prima pressione del pulsante torcia da inizio
alla saldatura, la seconda ne provoca la fine.
4bi: Il funzionamento è analogo alla modalità
4t con la sola differenza che pressioni brevi
(<1s) del pulsante torcia durante la fase di
saldatura causano il passaggio tra la corrente
di primo livello I1 e quella di secondo livello I2;
una pressione prolungata (>1s) causa l’inizio
della fase di chiusura della saldatura.
Secondo livello: Permette di impostare il
valore di potenza relativo al secondo livello,
attivo quando il valore del parametro 2t-4t-
4bilevel è impostato su 4bi
Pre gas: Permette di impostare il tempo di
erogazione del gas prima dell’innesco dell’arco
elettrico.
Corrente iniziale/finale: Permette di attivare
(ON) o disattivare (OFF) la modalità con
corrente iniziale e finale.
Corrente iniziale: Permette di impostare il
livello iniziale in percentuale della corrente di
saldatura (es. 130% implica Is=1,30xI1)
Tempo iniziale: Nella modalità 2t permette di
impostare il tempo di applicazione della
corrente iniziale Is
Rampa ls->l1: Permette di impostare la durata
della rampa di corrente dal livello iniziale Isalla
corrente di saldatura I1.
INIZIO
INDIETRO
OPZIONI
0,6mm
0,8mm
1,0mm
1,2mm
Seleziona diametro filo
MIG-MAG
S.A.S.
Fe
Pronto a saldare
INIZIO
INDIETRO
MEM +
SPURGO
80A
23,2V
>
MIG-MAG
S.A.S.
Fe
0,6mm
tensione
deposito
induttanza
DSF
tempo L1
tempo L2
livello L2
tensione L2
2t-4t-4tBilevel
secondo livello
pre gas
corrente iniziale/finale
corrente iniziale
tempo iniziale
rampa ls->l1
rampa l1->le
corrente finale
tempo finale
post gas
puntatura
pausa
bruciatura filo
pompa acqua
controllo remoto
livello minimo
0,0v
0,0m/’
0
OFF
0,3s
0,3s
60%
0,0v
2t
80%
0,1 s
OFF
125%
0,0s
0,0s
0,0s
80%
0,0s
2,0 s
0,0s
0,0 s
0,0 s
OFF
OFF
20%
10,5m/'
1,8mm

13
ESPAÑOL FRANÇAIS DEUTSCH ENGLISH ITALIANO
Rampa l1->le: Permette di impostare la durata
della rampa di corrente dalla corrente di
saldatura I1al livello finale Ie.
Corrente finale: Permette di impostare la
corrente finale in percentuale della corrente di
saldatura (es. 80% implica If=0,80xI1)
Tempo finale: Nella modalità 2t permette di
impostare il tempo di applicazione della
corrente finale Ie
Post gas: Permette di impostare il tempo di
erogazione del gas dopo la fine
dell'erogazione della corrente di saldatura.
Puntatura: Permette di impostare (se diverso
da 0) la durata massima della saldatura.
Pausa: Permette di impostare (se diverso da
0) la durata della pausa tra due successive
puntature.
Bruciatura filo: Permette di variare il tempo
di bruciatura del filo alla fine della saldatura.
Pompa acqua: Permette di accendere (ON) o
spegnere (OFF) o gestire in modo automatico
(Auto) la centralina di raffreddamento, se pre-
sente. Qualora venga selezionata la modalità
Auto la gestione della centralina sarà la
seguente:
• All’avvio della macchina o all’accensione
della centralina verrà effettuata una prova di
funzionamento per verificare la corretta opera-
tività dell’impianto di raffreddamento, quindi la
centralina verrà spenta;
• All’avvio delle operazioni di saldatura la cen-
tralina verrà automaticamente accesa;
• Al termine delle operazioni di saldatura la
centralina permarrà nello stato di acceso per
un tempo variabile da un minuto di 30s fino ad
un massimo di 10min, in funzione della corren-
te erogata durante la saldatura.
Controllo remoto: Permette di accendere
(ON) o spegnere (OFF) il controllo remoto
analogico della sinergia.
Livello minimo: Permette di impostare il valo-
re minimo dei parametri sinergici quando il
controllo remoto è acceso ed è al minimo di
regolazione, in percentuale del punto sinergi-
co selezionato; se l’impostazione ricade al di
sotto del minimo parametro sinergico attuabile
dalla macchina per la curva selezionata, verrà
comunque attuato il parametro sinergico mini-
mo.
Fare riferimento alla tabella seguente per l’impostazione della corretta corrente di saldatura:
SPESSORE DEL PEZZO DIAMETRO FILO CORRENTE DI SALDATURA ARCO
mm mm A
0.8 - 1.0 0.6 - 0.8 60 - 100
Short - Arc
1.5 - 2.0 0.8 - 1.0 80 - 120
Short - Arc
2.0 - 3.0 1.0 - 1.2 100 - 130
Short - Arc
3.0 - 4.0 1.2 120 - 200
Short - Arc
> 4.0 1150 ÷ 200
Spray - Arc
> 4.0 1.2 200 ÷ 300
Spray - Arc
5. COLLEGAMENTO PER SALDATURA MIG
Il collegamento dei cavi di saldatura avviene
con un sistema di attacco rapido che impiega
appositi connettori.
5.1. TORCIA MIG
Si raccomanda di effettuare dei controlli
periodici sullo stato della torcia di saldatura;
in particolare, occorre verificare l’ugello/dif-
fusore del gas (Fig. 4A) la punta guidafilo
(Fig. 4B), e la guaina interna alla torcia.
Queste parti devono essere ben pulite e
intatte. Sostituire il guidafilo quando il filo
non scorre regolarmente.
N.B. Per ogni filo e diametro corrispondo-
no un’ apposita punta guidafilo e guaina.
Accertarsi che siano corrette.
14
5.2 COLLEGAMENTO PER SALDATURA
MIG con torcia tradizionale
1) Collegare il cavo di massa all’apposito
connettore “-“ posto sul frontale (17 di Fig 1).
L’inserimento deve avvenire allineando la
chiavetta con la scanalatura e stringendo il
connettore fino all’arresto tramite una rotazione
in senso orario. Non stringere troppo!
2) Collegare la torcia all’apposito
connettore posto sul frontale (15 di Fig 1),
avvitandolo in senso orario fino all’arresto.
Non stringere troppo!
Attenzione: la macchina viene fornita di
serie con la propria torcia per saldatura MIG
(Fig 4) Questo accessorio avrà una lunga
durata se si effettuano dei controlli periodici
dell’ugello del gas (Fig 4A) e alla punta
guidafilo (Fig 4B). Queste parti devono
essere ben pulite e intatte. Sostituire il
guidafilo quando il filo non scorre
regolarmente.
5.3 COLLEGAMENTO PER SALDATURA
MIG con torcia Spool o Push-Pull
1) Collegare il cavo di massa all’apposito
connettore “-“ (17 di figura 1).
L’inserimento deve avvenire allineando la
chiavetta con la scanalatura e stringendo
fino all’arresto tramite una rotazione in
senso orario. Non stringere troppo!
2) Collegare la torcia all’apposito
connettore posto sul frontale (15 di Fig 1),
avvitandolo in senso orario fino all’arresto.
Non stringere troppo!
3) Collegare il connettore dei segnali della
torcia all’apposita presa femmina.
Nel caso la torcia Spool non sia adatta al
collegamento col connettore 15 e quindi sia
impossibile procedere al passo 2, occorre
seguire le seguenti istruzioni:
1) Collegare il cavo di massa all’apposito
connettore “-“ (17 di figura 1).
L’inserimento deve avvenire allineando la
chiavetta con la scanalatura e stringendo fino
all’arresto tramite una rotazione in senso
orario. Non stringere troppo!
2) Collegare il cavo della torcia al connettore
“+“ (18 di figura 1).
L’inserimento deve avvenire allineando la
chiavetta con la scanalatura e stringendo fino
all’arresto tramite una rotazione in senso
orario. Non stringere troppo!
3) Collegare il tubo del gas della torcia
all’apposita presa 19 di figura 1.
4) Collegare il connettore dei segnali del
pulsante torcia all’apposita presa femmina.
SALDATURA MIG:
Connettere alla bombola il riduttore di pres-
sione, dopo di che collegare a quest’ultimo il
tubo del gas della torcia.
Le saldature MIG vengono generalmente ese-
guite in c.c. con polo
positivo (“+” vedi fig.5).
Il cavo della torcia MIG
andrà collegato all’eu-
roconnettore (15 di
fig.1), mentre il cavo
di massa del pezzo da
saldare andrà colle-
gato alla presa fron-
tale “-” (17di fig.1).
A questo punto si
potrà regolare la cor-
rente di saldatura tra-
mite il potenziometro
(9 di fig.1) posto sul
pannello frontale. Fig.5

15
ESPAÑOL FRANÇAIS DEUTSCH ENGLISH ITALIANO
6. INNESCO DELL’ARCO MIG
Il procedimento di saldatura MIG-MAG si rea-
lizza quando si crea un arco elettrico fra un
filo fusibile ed il pezzo da saldare sotto la pro-
tezione di una atmosfera gassosa. Questa
può essere un’atmosfera inerte (Argon) o atti-
va (CO² o una miscela di Argon e CO²).
Il filo viene fatto avanzare con continuità da
un trainafilo attraverso la torcia fino al bagno
di fusione. Si possono usare o un filo pieno
o un filo animato.
Le modalità di trasferimento del materiale
d’apporto definiscono diverse tipologie di arco:
- la tensione influenza direttamente l’aspetto
del cordone, ma le dimensioni della superfi-
cie saldata possono essere variate a secon-
da delle esigenze, agendo manualmente sul
movimento della torcia in modo da ottenere
depositi variabili con tensione costante.
- la velocità di avanzamento del filo è in
relazione con la corrente di saldatura.
7. REGOLAZIONE
DELLA SALDATRICE
Una volta impostata la tensione di saldatura
mantenere la lunghezza dell’arco elettrico tra i
5 e i 10 mm e regolare la velocità del filo per
ottenere il miglior risultato disaldatura. Inizial-
mente fare una prova di saldatura su un campi-
one ben pulito da patine, ruggine o vernice.
NOTA Quando si preme il pulsante della tor-
cia si determinano queste tre funzioni:
- flusso del gas
- avanzamento del filo
- corrente di saldatura.
8. COME OTTENERE I MIGLIORI
RISULTATI DI SALDATURA
1. Inclinare la torcia di circa 45° rispetto al
pezzo da saldare. Mantenere l’ugello del gas
(Fig. 4A) a circa 6 mm dal pezzo da saldare.
2. Muovere la torcia con continuità spingen-
dola e non tirandola. Questo garantisce la pro-
tezione gassosa dell’arco.
3. Evitare di saldare in presenza di forte ven-
to. Un vento troppo forte può portare via il
gas dal bagno di saldatura e quindi determi-
narne una saldatura porosa (debole).
4. Mantenere il filo pulito: non usare mai fili arrug-
giniti.
5. Evitare pieghe e spirali sul cavo della tor-
cia che rischiano di compromettere lo scorri-
mento del filo.
6. Quando si cambia il rocchetto del filo, pulire
il tubetto guidafilo con aria compressa.
SHORT ARC (trasferimento a corto circuito):
fa entrare l’elettrodo a contatto diretto
con il bagno , si fa quindi un cortocircui-
to con effetto fusibile da parte del filo che
si interrompe, dopo di che l’arco si riac-
cende ed il ciclo si ripete.
SPRAY ARC (trasferimento a spruzzo):
consente alle gocce di staccarsi dall’elet-
trodo e in un secondo tempo giungono nel
bagno di fusione.
La visibilità dell’arco riduce la necessità di
una rigida osservanza delle tabelle di rego-
lazione da parte dell’operatore che ha la
possibilità di controllare direttamente il bagno
di fusione.

9. SALDATURA MMA
Per scegliere questa modalità di saldatura:
Tramite la manopola 10 scegliere MMA e
premere per conferma.
La saldatura ad arco elettrico con elettrodo
rivestito MMA (Metal Manual Arc) o SMAW
(Shilded Metal Arc Welding) è un
procedimento di saldatura manuale che sfrutta
il calore gen erato da un arco elettrico che
scocca tra un elettrodo fusibile rivestito ed i
pezzi da saldare. Questo procedimento
consente di realizzare giunti in qualunque
posizione, in officina, all' aperto, in zone
ristrette o di difficile accesso.
Con le KING 350, KING 410 e KING 510 è
possibile saldare qualsiasi tipo di elettrodo e
diametro. L’innesco dell’arco avviene
avvicinando l’elettrodo al pezzo da saldare.
La corretta connessione della pinza porta
elettrodo e del cavo di massa è mostrata nella
tabella sotto riportata:
Verificare sempre che la massa e la pinza
porta elettrodo siano ben separate.
9.1 SALDATURA MMA Manuale
Si accede a queste modalità di
funzionamento premendo la manopola 10.
Effettuata la selezione si accede alla
schermata di saldatura:
La manopola 9 di figura 1 permette di
regolare la corrente di saldatura (pezzi da
saldare di spessore più elevato, richiedono
correnti maggiori).
Tramite la manopola 10 è possibile inoltre
regolare gli altri parametri mostrati in figura:
REGOLAZIONI E PARAMETRI:
Tramite la manopola 10 è possibile regolare i
parametri di saldatura visualizzati sul display:
Arc Force: Permette di impostare la
percentuale di incremento di corrente, rispetto
alla corrente di saldatura, che la saldatrice può
erogare allo scopo di mantenere ben
innescato l’arco.
Hot Start: Permette di impostare la
percentuale di incremento di corrente, rispetto
alla corrente di saldatura, che la saldatrice può
forzare al momento dell’innesco dell’arco.
Durata hot start: Permette di impostare il
tempo durante il quale viene erogata la
corrente di hot start.
Controllo remoto: Permette di accendere
(ON) o spegnere (OFF) il controllo remoto
dell’intensità di corrente erogata.
Corrente minima: Permette di impostare
la corrente minima di uscita quando il
controllo remoto è acceso ed è al minimo
di regolazione.
PROCESSO DI
SALDATURA
Presa Frontale
+
18 di Fig.1
Presa Frontale
-
17 di Fig.1
MMA PINZA PORTA
ELETTRODO CAVO MASSA
16
Pronto a saldare
INIZIO
INDIETRO
MEM +
OPZIONI
arc force
hot start
durata hot start
controllo remoto
corrente minima
120%
120%
0.5s
OFF
15A
MMA
Manuale
70A
> 50,0V
][
Seleziona il procedimento
INIZIO
OPZIONI
MMA
MIG-MAG
Seleziona il procedimento
INIZIO
OPZIONI
Manuale
This manual suits for next models
2
Table of contents
Languages:
Other Fimer Welding System manuals

Fimer
Fimer TM 236 User manual

Fimer
Fimer TM230 User manual

Fimer
Fimer TT205 DC User manual

Fimer
Fimer Tp 72 User manual

Fimer
Fimer SYMPLEX 320 User manual

Fimer
Fimer King 320 User manual

Fimer
Fimer QUEEN 180 User manual

Fimer
Fimer KRONOS 500 dual-pulse User manual

Fimer
Fimer TP 35K User manual

Fimer
Fimer T252 User manual




Popular Welding System manuals by other brands







AWELCO
AWELCO Hobby 2000 user manual

ARCAIR
ARCAIR SLICE TORCH Safety and operating instructions

Lincoln Electric
Lincoln Electric PRECISION TIG 275 IM702-A Operator's manual

Clarke
Clarke Arc/Tig135 Operating & maintenance instructions

Miller Electric
Miller Electric 145 Specifications

SifWeld
SifWeld TS200AC/DC TSX1T200AC Operation manual





