Operating Manual CMGZ411/421
6
4Controller theory
Web tension control loops
When manufacturing and processing foils, wires, ropes, paper and fabric sheets, it is important that the product is under
constant tension when guided over the cylinders. Tension may change when humidity, temperature, winding or
unwinding diameters vary or when the material is being printed, coated, glued or pressed.
Tension is measured constantly and maintained at the correct value with the FMS force measuring and control system.
The system includes the following components:
- Force measuring bearings or Force measuring rollers for mechanical / electrical conversion of the force
- Amplifier providing the excitation and the amplifier for the mV signal of the sensors (integrated in CMGZ411).
- Control unit for the comparison of tension reference and feedback value and the PID controller.
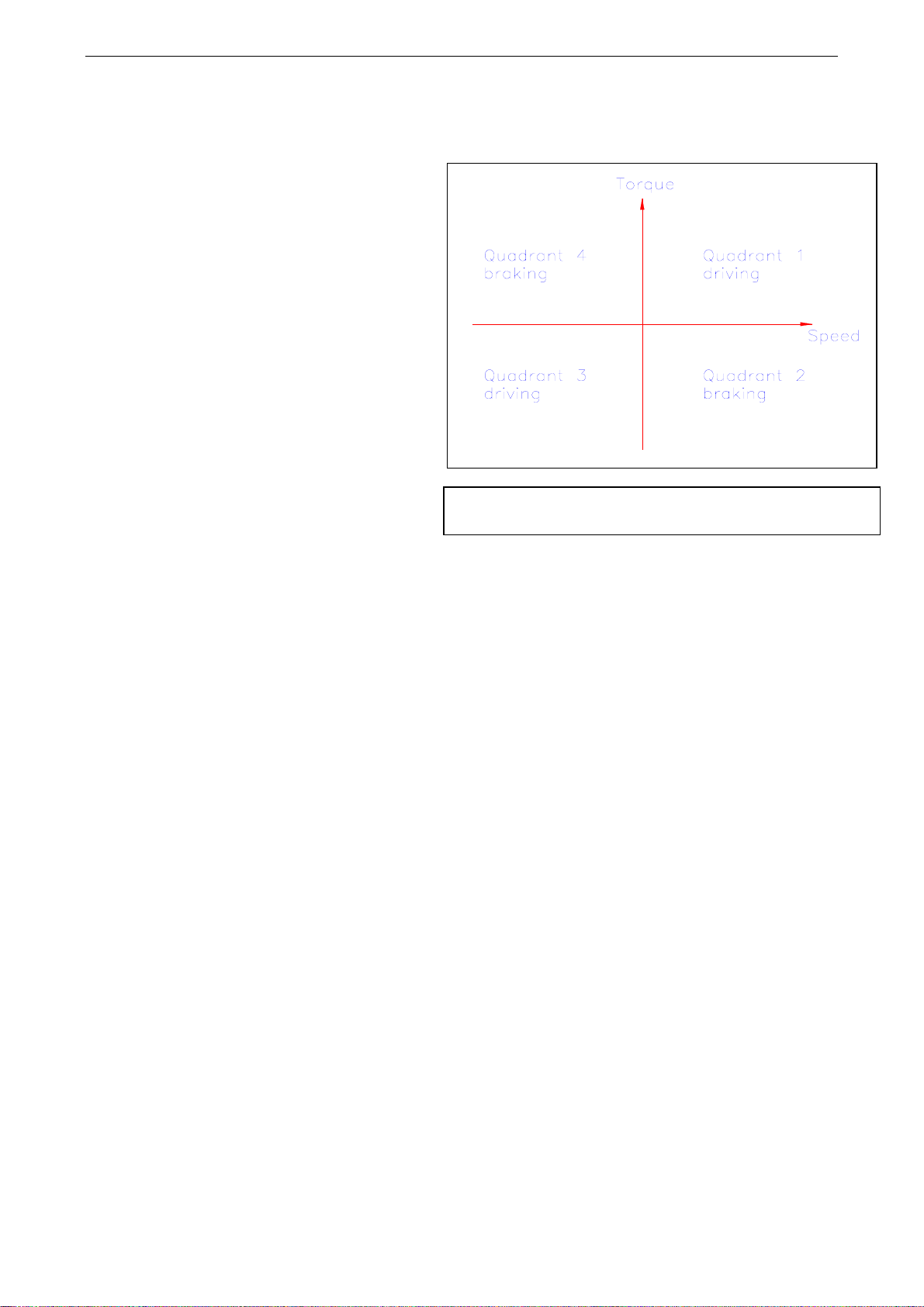
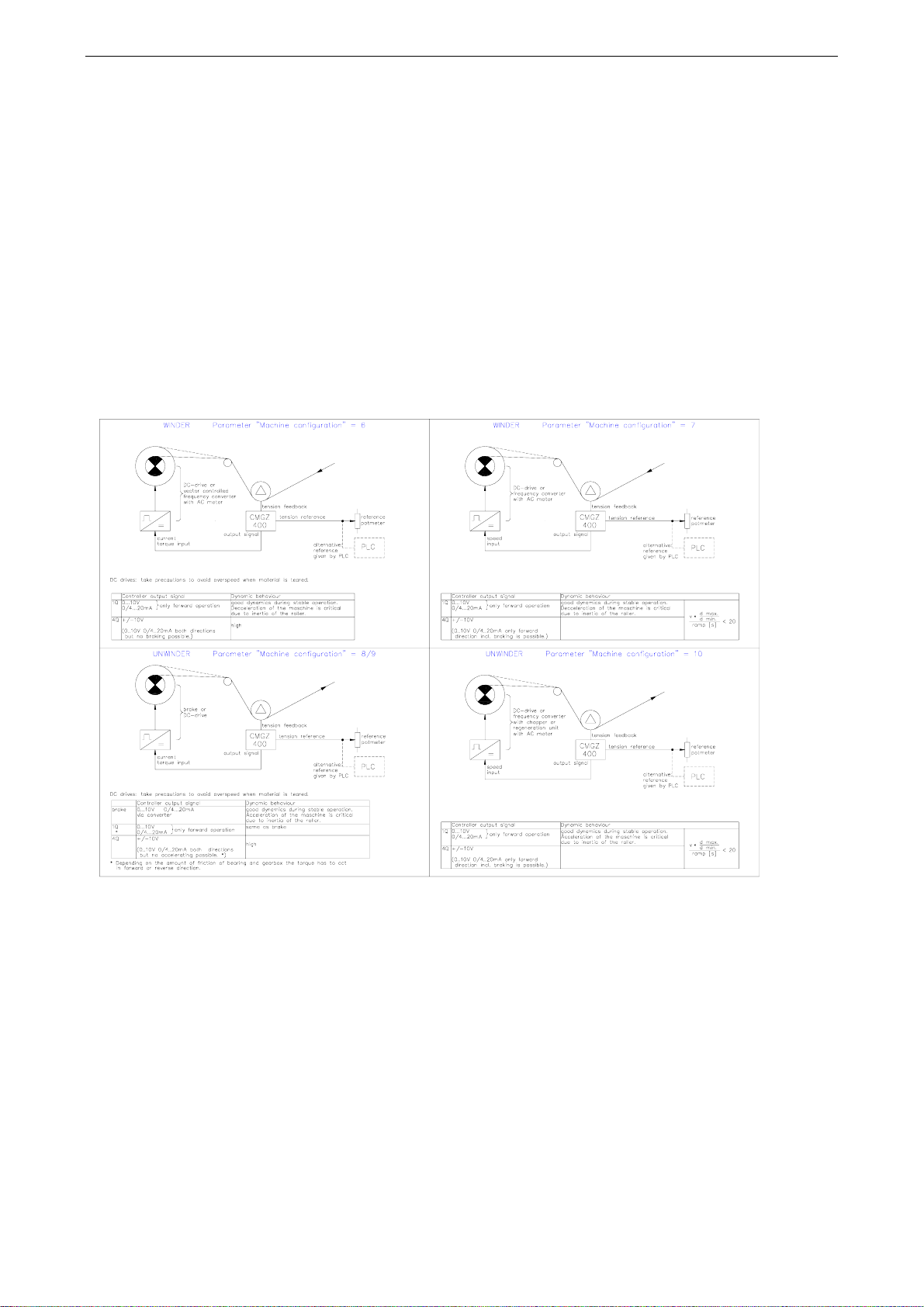
The output of the tension control unit drives either an electrical brake or a pneumatic brake via an electric/pneumatic
converter or an electric drive as a 1-quadrant or 4-quadrant model version. With a 4-quadrant electric drive, the tension
control unit is able to hold constant tension in both rotational directions as well as at standstill. As a tension control
loop prevents waste and tear of the band, this is a very economical solution for any kind of band material. The version
with compact steel housing (CMGZ411.E/421.E) allows to build a control system easily.
Control Unit
The function of any control loop is to maintain the feedback value exactly at the level of the reference and to minimize
the influence of any interference on the control loop.
In addition, the control loop must be stable under all operating conditions. These aims can only be achieved if the
dynamic behaviour of the control loop is adapted to the machine.
P Component
A controller with only a proportional component emits an output
signal that is proportional to the error. If the error equals to zero, the
output signal also equals to zero. A small error only can create a
small output signal which is not high enough to compensate the
complete error. That means that a controller with only a proportional
component will have a steady error depending on the p factor. The
characteristic value for a P controller is the proportional factor Xp.
I Component
A controller with an integral component integrates the error signal
continuously and emits the result as an output signal. The I controller
adds also very small differences between reference and feedback to
the output signal and thus, the output is adjusted until the error equals to zero. This output value is maintained until a
new error occurs. The integral component therefore allows zero error in steady state. The characteristic value for an I-
controller is the time Tn.
D Component
A controller with derivative component emits an output signal corresponding to the differentiated error signal.
Therefore, the value of this signal is proportional to the changing speed of the error signal. If the feedback value
deviates from the reference, the derivative component increases much faster than the proportional component. The
controller is able to react when even a small error occures, because it reacts already to a slightly changing error signal.
The characteristic value for a D controller is the time Tv.
Advantages of digital controllers compared with analog controllers
Digital controllers have exactly reproducible behaviour, because every parameter is known as an exact number. They
thus have very good long-term and temperature stability. This feature also allows one to interchange two units without
readjustments at the unit.
The initial adjustment usually is much easier, because numerical values are entered and no potentiometers have to be
turned a few degrees.
Digital units usually have a standard interface to a PLC, personal computer or other equipment. That makes it very easy
to integrate them into complex control systems. This concept simplifies initial operation and maintenance and allows
easy changement of some parameters when the processed goods are changing, etc.
Diagram:Step response of a PID
controller