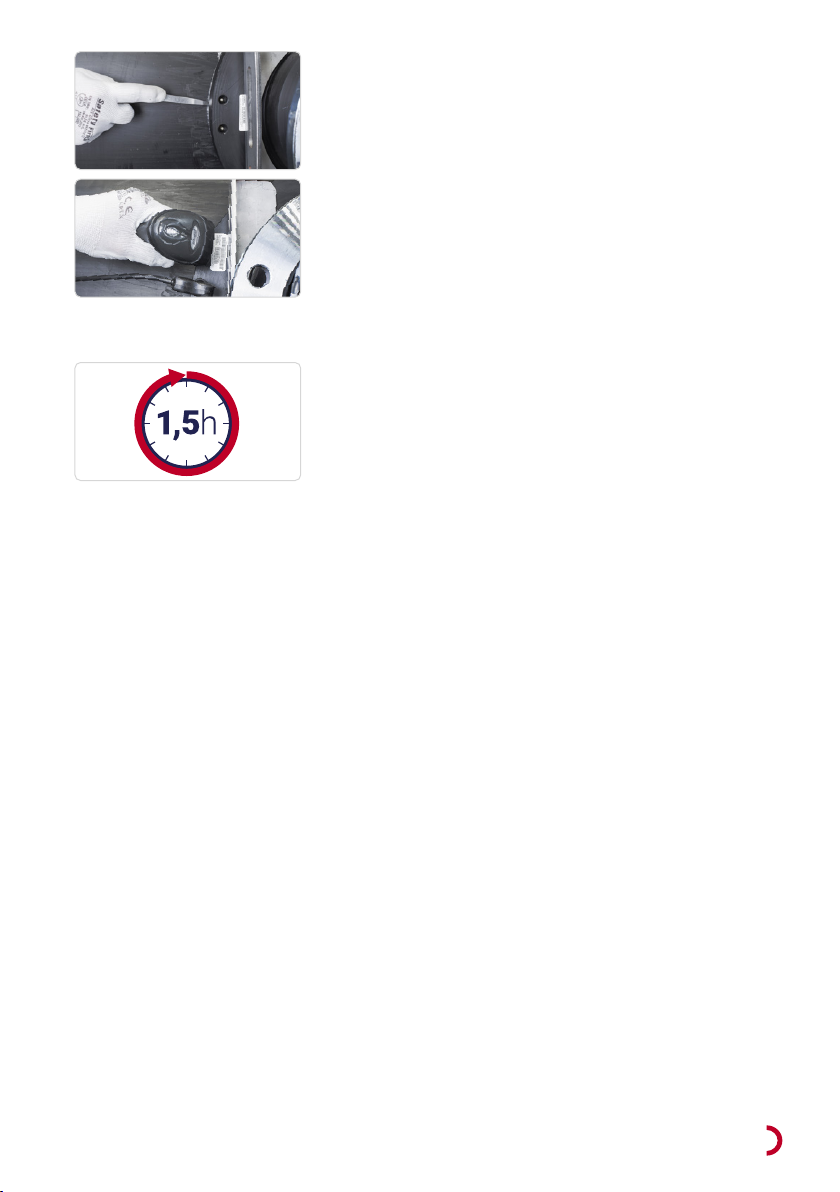
8. Use a gap measurement gauge to check the t of the tting. The max-
imum gap is 0,3 mm*
•Za pomocą szczelinomierza sprawdź poprawność dolegania kształtki. Maksymalna,
dozwolona szczelina wynosi 0,3 mm*
•Используя прибор для измерения зазоров, проверьте правильность установки
фитинга. Mаксимальный зазор составляет 0,3 мм*
9. Start welding, scanning the barcode placed on the ttings and proceed
according to the requirements of the machine**
•Wykonaj zgrzewanie, skanując kod kreskowy znajdujący się na produkcie i postępuj
zgodnie z wytycznymi zgrzewarki**
•Выполните сварку, отсканировав штрихкод на изделии и следуя указаниям сва-
рочного аппарата**
WARNING | UWAGA | ВНИМАНИЕ:
After the cooling time is over (1h), disassemble the clamping tool | Po upływie czasu
chłodzenia (1h) zdemontuj urządzenie dociskowe | По истечении времени охлаждения
(1 ч.), снимите монтажную систему
* Warning: If the gap is greater than 0,3 mm, the belts should be tighten more tightly using the tensioner | Uwaga: Jeśli szczelina jest większa niż 0,3 mm należy
mocniej dociągnąć pasy za pomocą napinacza | Внимание: Если зазор составляет больше 0,3 мм, затяните ремни сильнее с помощью натяжного
устройства.
** Warning: If an interruption of the welding process occurres (for example power failure) a repetition of the welding is permitted when the fitting is completely
cooled down (to a minimum of 30°C). Please repeat the welding using full welding time. If you have any quarries, please contact our technical department. |
Uwaga: Jeżeli nastąpiło przerwanie procesu zgrzewania (np. na skutek awarii zasilania) dopuszczalne jest powtórzenie zgrzewania po całkowitym wychłodze-
niu kształtki (do temperatury minimum 30°C) z zachowaniem pełnego czasu zgrzewania. W przypadku innych problemów prosimy o kontakt z naszym działem
technicznym. | Внимание: Если процесс сварки был прерван (например, из-за сбоя питания), допустимо повторить сварку после полного охлаждения
фитинга (до температуры не ниже 30 ° C ). Пожалуйста, повторите полное время сварки. Если у вас возникнут вопросы, пожалуйста, свяжитесь
с нашим техническим отделом.
foxttings.com
10. 1,5 hours after the welding process is nished, perform the pressure
test according to EN 805:2002 standard. In order to the test, the sad-
dle’s spigot end must be pluged, for example with the blanking ange
or the anged coupling adapter. You can also perform a pressure test
using the valve or the gate valve. The pressure test shall be carried out
under controlled conditions, i.e. the duration of the test shall be at least
1 hour and the pressure shall be 1.5 x the maximum operating pres-
sure (MOP) for the SDR. The drilling should be performed after positive
pressure test (no pressure drop and no leakage)
•Po upływie 1,5h od zakończenia procesu zgrzewania, przeprowadź próbę ciśnieniową zgodnie z normą EN 805:2002. W celu
wykonania próby należy zaślepić bosy koniec siodła na przykład kołnierzem zaślepiającym lub połączeniem rurowo-kołnierzowym,
można również wykonać próbę ciśnieniową z wykorzystaniem zaworu lub zasuwy. Próba ciśnieniowa musi być wykonywana
w warunkach kontrolowanych, to znaczy czas jej trwania powinien wynosić minimum 1 godzinę, a ciśnienie powinno być równe
1,5 x maksymalne ciśnienie robocze dla danego SDRu. Odwiert należy wykonać dopiero po pozytywnym zakończeniu próby
ciśnieniowej (brak spadku ciśnienia oraz brak wycieku)
•Через 1,5 часа после окончания процесса сварки проведите испытание под давлением в соответствии с стандартом
EN805:2002. Для проведения испытания свободная часть седла должна быть закрыта, например, с помощью глухого флан-
ца или раструбно-фланцевого соединителя. Также испытание под давлением может быть выполнено с использованием
крана или задвижки. Держите под контролем процесс испытания под давлением, т.е. продолжительность процесса должна
составлять минимум 1 час, а давление должно быть в 1,5 раза больше максимального рабочего давления для данно-
го SDR. Начинайте бурение только после успешно проведенного испытания давлением ( отсутствие падения давления
и/или утечки)