IGM Professional Tools FK650 User manual
man_fk650_v4,1.pdf
Operationg instructions EN p. 2 - 8
Gebrauchsanweisung DE S. 10 - 17
Mode d‘emploi FR p. 18 - 24
Návod k obsluze CZ s. 26 - 32
Návod na obshluhu SK s. 34 - 40
KITCHEN WORKTOP JIG
SCHABLONE FÜR KÜCHENARBEITSPLANVERBINDUNGEN
GABARIT POUR ASSEMBLAGES DU PLAN DE TRAVAIL
ŠABLONA PRO SPOJE KUCHYŇSKÝCH DESEK
ŠABLÓNA PRE SPOJ PRACOVNÝCH DOSIEK
FK650
www.igmtools.com
2
23
TABLE OF CONTENTS PAGE
Use of jig FK650 2
Assembling of FK 3
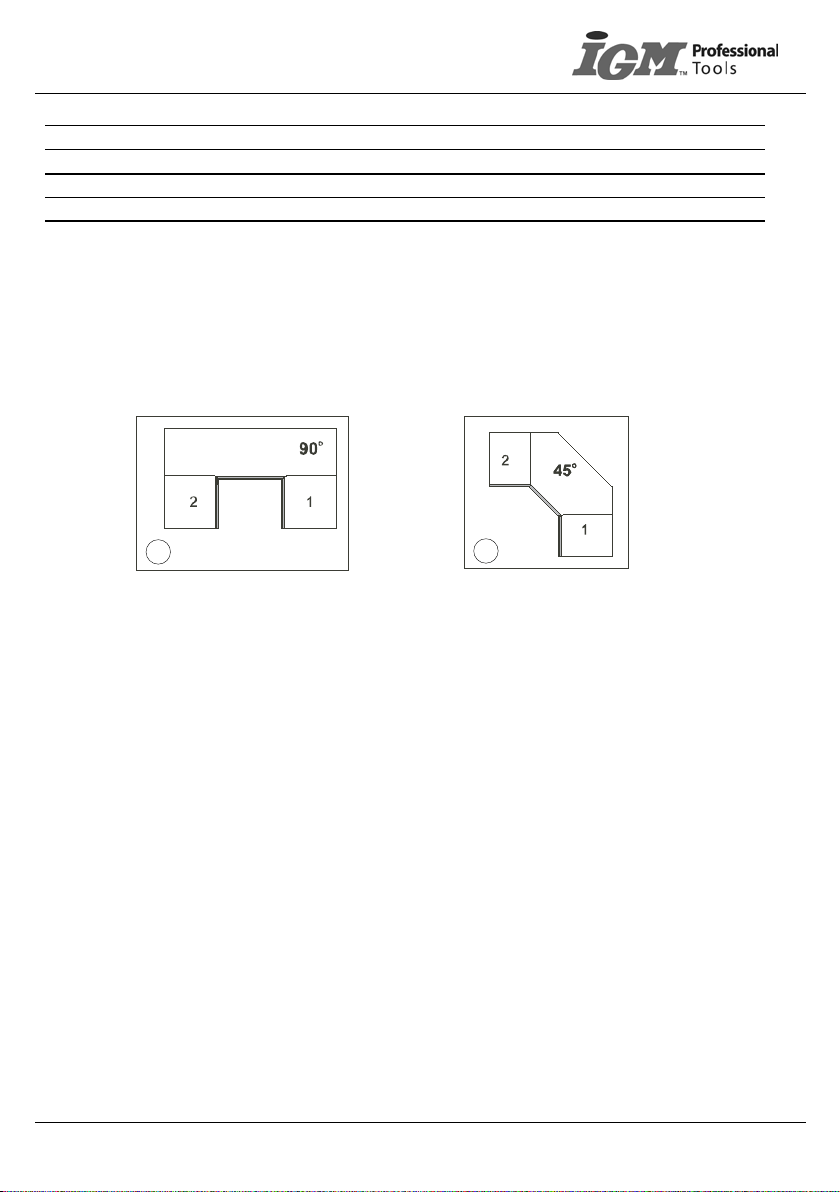
Cutting of 90° joints 3
Cutting of 45° joint 6
Security 8
Use of jig FK650 / FK651
The jig FK650 is designed for cutting perfect 90° joints (fig. 2) and 45° joints (fig. 3.) for kitchen postform
worktops with the help of portable router.
It extends the possibilities of the router and increases the quality of the machined surface as well as the
precision of the joint. The basis of the entire system is a jig made of resistant plastic and a stop set. Precise
worktop joints, grooves for metal clamps and finishing of corners by radius or 45° can be manufactured by
presetting of respective stops. The complete production of the joint takes approximately 15 – 20 minutes
according to the operator’s skill.
Operating instructions EN
FK650 is designed for work with grooving router bits with D 12 cutting diameter
FK651 is designed for work with grooving router bit with D 12,7 ( ½“) cutting diameter
Hereafter referred to as FK …
Basic accessories
1 pc Jig made of rigid laminated phenolic with letters indicating the positions of the stops
3 pc Metal stops
1 pc Plastic sliding stop
1 pc Nut with plastic rosette for sliding stop
1 pc Bolt for sliding stop
1 pc Washer
1 pc Operating instructions
Accessories required for the work with the jig:
PORTABLE ROUTER with superior performance (we recommend CMT portable router from our offer)
GUIDE BUSH with dia. 30 mm
If it is not possible to get the guide bush with dia. 30 mm for your router it is possible to buy:
FRB170___ reduction base for mounting of IGM guide bushes for shank S = 8 / 12 mm
FRB171___ reduction base for mounting of IGM guide bushes for shank S = 1/4“ and 1/2”
FGB30001___guide bush IGM with dia. 30 mm for FRB170 and FRB171
FOR FK650 …..STRAIGHT BIT D = 12 mm FOR FK651 …..STRAIGHT BIT D = ½“ (12,7 mm)
F47-12381__ D12,7x30(40) router bit S=8 mm F47-12371__ D12,7x30(40) router bit S=12,7 mm
F47-12521__ D12,7x50 router bit S=12 mm F47-12571__ D12,7 x 50 router bit S=12,7 mm
METAL TIGHTENING CLAMPS for tightening of lamella glued desktop joints
Code FK659 _____ metal screw clamps package of 10pcs

www.igmtools.com 3
4
1
5
46
SLOT CUTTER WITH THICKNESS 4 mm
or a biscuit jointer can be used for lamella joints (call for our current offer of Biscuit jointers)
Tightening clamps
to fix the jig to the workpiece, we recommend the clamps series M980 from our offer.
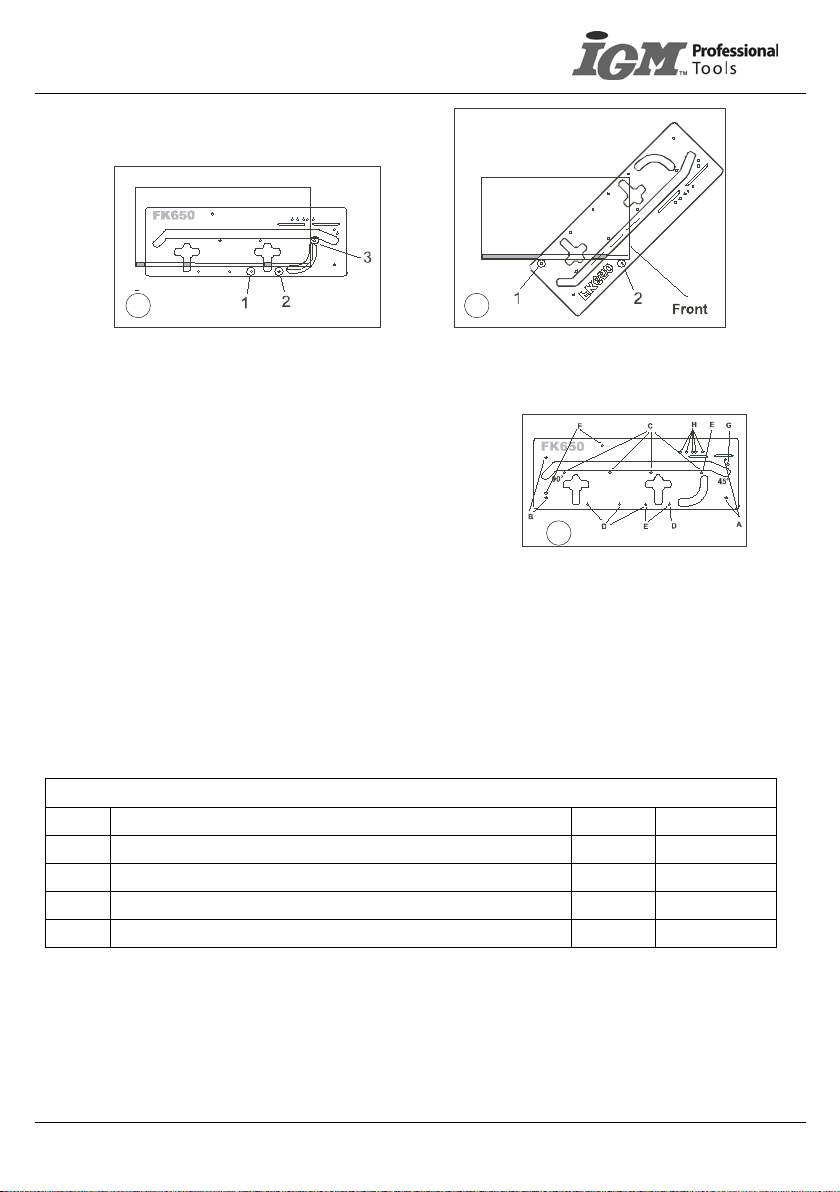
Assembling of FK
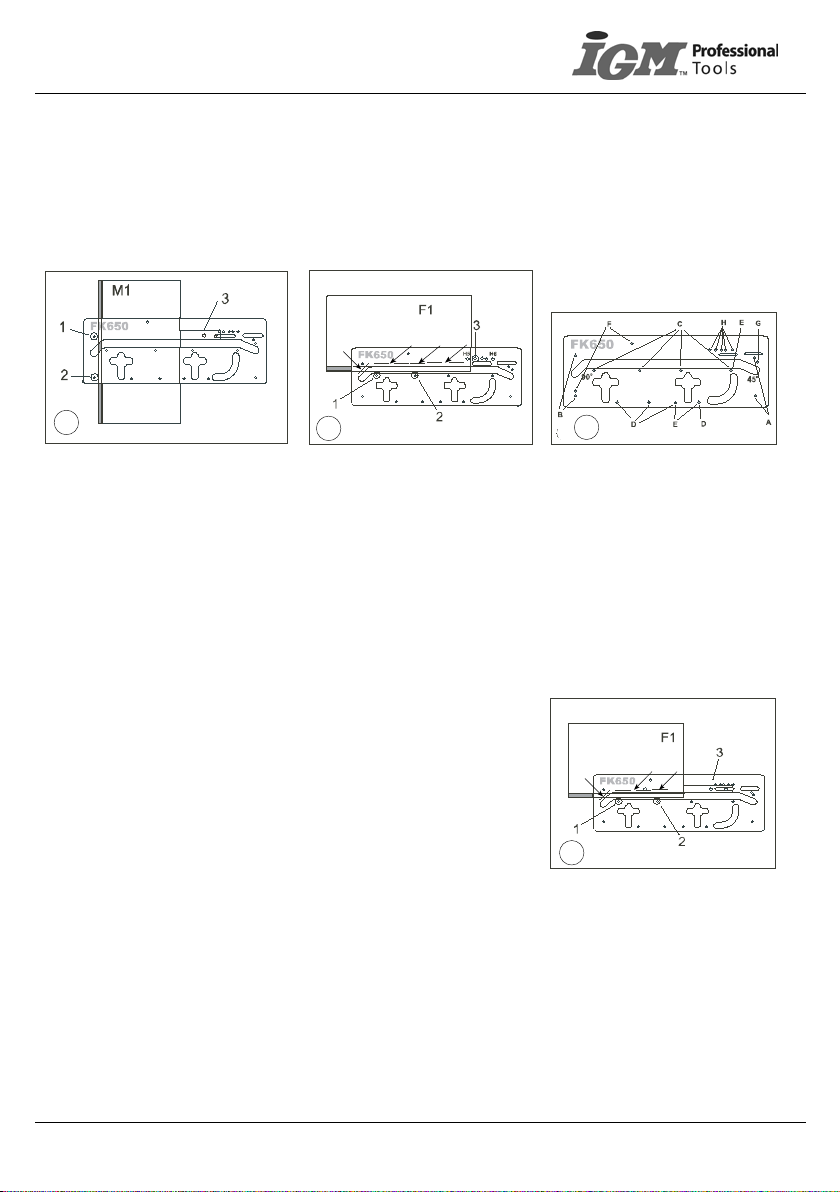
The whole system of the FK jig is based on the use of three steel stops, which are inserted into various holes
in order to attain the precise manufacture of the outer and inner part of the joint. The holes for the steel stops
are indicated with letters (fig. 1).
A… TWO HOLES – outer part of 45° joint
B… TWO HOLES – outer part of 90° joint
C… FOUR HOLES – inner part of 90° and 45° joint
D… FOUR HOLES – fixing holes for clumps
E… THREE HOLES – radius finishing of corners (R 8,2)
F… TWO HOLES – 45° finishing of corners
G… ONE HOLE – inner part of 45° joint
H… ONE HOLE – inner part of 90° joint (worktop 600 mm)
The steel stops are furnished with rubber rings which prevent the stops from dropping out of the holes. Place
the metal stop into the hole using the pin with the rubber ring, so that it is completely inserted. If the metal
stops are difficult to insert, lubricate the rubber rings with oil. Before using always ensure that the stops are
completely inserted into the holes. Before using check that the stops are not leaning against the work table.
Setting of cutting axis and copying edge
The cutting line is always shifted by 9 mm (FK650) resp.8,5 mm (FK651) from
the copying edge of the jig upon use of a guide bush dia.30 mm and a router
bit dia.12 mm (FK650) resp. 12,7 mm (FK651) (fig. 5). To obtain a precise joint
don’t use resharpened tool (diminution of cutting diameter).
Cutting of 90° joints
The working procedure is demonstrated on a right-handed 90° joint (fig. 4)
- Always cut the joint so that the metal stops touch the postform edges of the kitchen worktop.
- Always shape in the direction towards the postform edge and out, never the opposite way. This procedure
attains a perfect joint.
- Should remains of the paper base be left on the underside of the kitchen worktop after the routing, remove
them with sandpaper.
- Don’t remove the tool from the jig groove until the tool is completely stopped after routing, you prevent the
tool damage.
Operating instructions EN
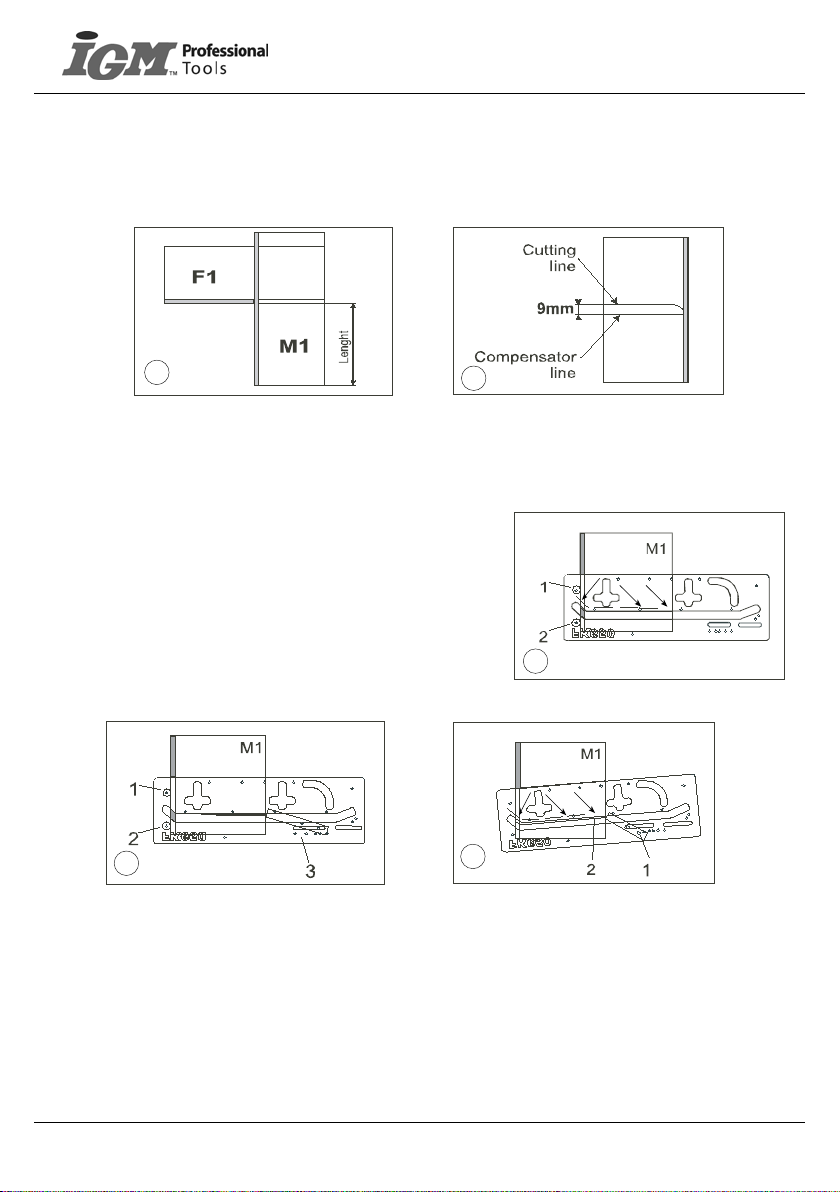
Cutting of inner part of joint, worktop width 500-550- 600-616 and 650 mm
Insert two metal stops into the C holes and according to your worktop width one into the respective H hole
from the underside of the jig. The numbers at the letter H are for the worktop width. Place FK on the kitchen
worktop F1 from the facing side (fig. 8).
www.igmtools.com
4
681
7
Ensure that all stops 1, 2 and 3 are touching the edge of the worktop. Now tighten FK to the kitchen worktop
and working table using the clamps and check that the clamps do not hinder the movement of the router in
the jig groove and that they are well tightened. Set the cutting depth on the router. Insert the router by the
guide bush into the groove of the jig and begin to cut the joint on multiple pass from left to right; copying
the edge of the jig indicated by the arrows (fig. 8). If you don’t cut all the worktop thickness at one cut, you
can use for rough cutting the opposite edge the jig groove and so you will have ca. 1,5 – 7 mm of material left
for the final cutting. Now use the right edge of the groove (fig. 8) and make the final clean cut. Keep the right
direction of routing – the tool must cut the edge counter-rotational.
Operating instructions EN
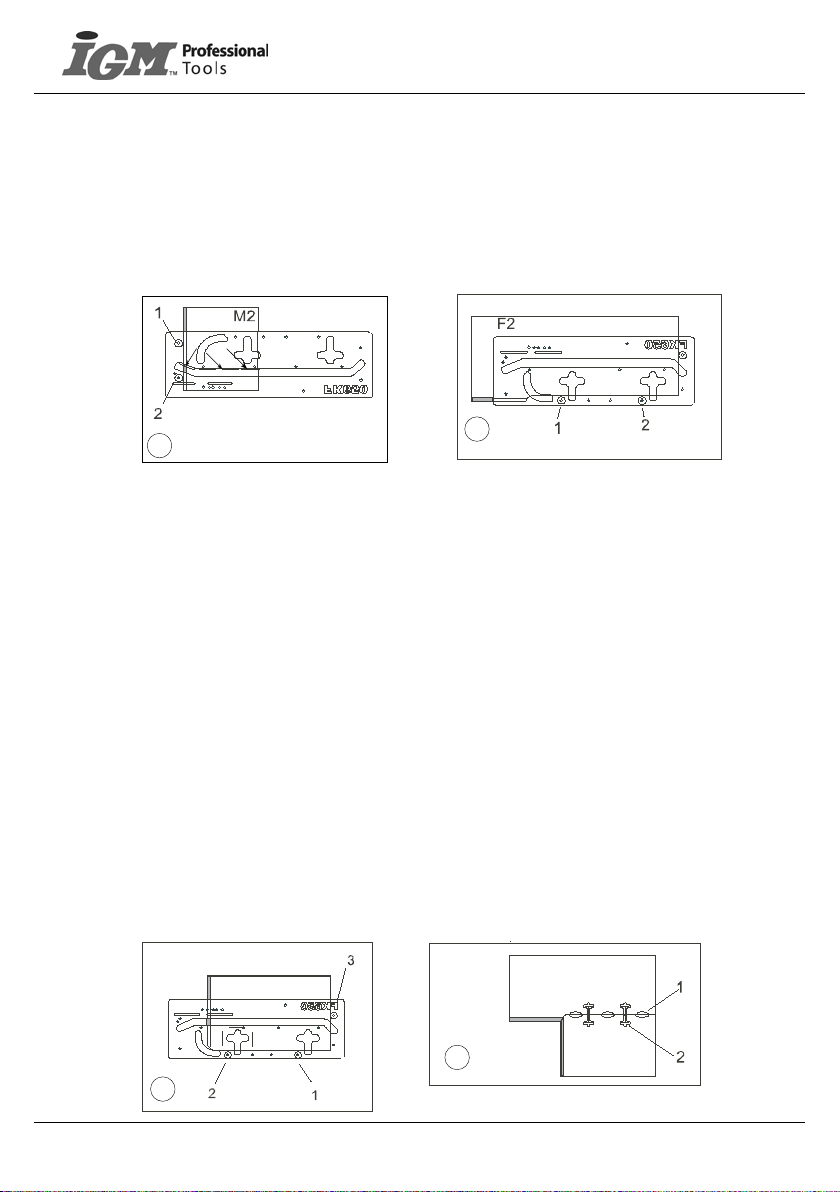
Cutting of inner part of joint using the sliding stop
Adjusting of the sliding stop
Put two metal stops into the B holes from the underside of FK and place FK transversely on the kitchen
worktop M1 (fig. 6). Set FK onto the stops in the B holes 1 and 2. Tighten the plastic length stop 3 using a nut
and bolt from the underside of the jig (fig. 6) and set it so that stops are touching the kitchen worktop. The
length of the joint is thus set. Remove the metal stops from the B holes.
Cutting of inner 90° joint
Insert two metal stops into the C holes from the underside of FK (leave plastic length stop 3 clamped). Place
FK on the kitchen worktop F1 according to (fig. 7).
Ensure that all stops are touching the edge of the worktop. Now tighten
FK to the kitchen worktop and working table using the clamps and check
that the clamps do not hinder the movement of the router in the jig groove
and that they are well tightened. Set the cutting depth on router. Insert the
router and begin to cut the joint on multiple pass from left to right; copy
the edge of the jig indicated by the arrows (fig. 7). If you don’t cut all the
worktop thickness at one cut, you can use for rough cutting the opposite
edge the jig groove and so you will have ca. 1,5 – 7 mm of material left for
the final cutting. Now use the right edge of the groove (fig. 8) and make the
final clean cut. Keep the right direction of routing – the tool must cut the
edge counter-rotational.
WARNING !!!
While cutting, press the router with the guide bush firmly against the jig and cut from left to right. Always
keep the router perpendicular so that the base of the router is touching FK with its entire surface and the
copying ring thus precisely copies the shape of the joint on the jig. It is better to cut on multiple pass.
Always follow the safety instructions for working with the portable router and router bits!
www.igmtools.com 5
910
11
12 13
Cutting of outer 90° joint
If you have the possibility, place worktop M1 on the base and across worktop F1 so as to enable plotting of the
cutting line on the lower part of worktop M1 (fig. 9). After tracing the inner connection of worktop F1 on the
lower part of worktop M1, rotate worktop M1 upwards by its underside and plot a compensatory cutting line in
the direction away from the connection. This compensatory cutting line is shifted from the cutting line by 9 mm
(FK650) resp. 8,5 mm (FK651) and is the difference between the cutting plane and the edge of jig FK (fig. 10).
Operating instructions EN
Remove the sliding length stop from the hole. Insert two metal stops into the B holes from the facing side of FK and
place the FK onto worktop M1 (which is rotated upwards by its underside) by the facing side according to (fig. 11).
Set the distant edge of the jig FK (see arrows) exactly according to the plotted compensatory cutting line.
Now tighten FK to the kitchen worktop and working table using
the clamps and check that the clamps do not hinder the movement
of the router in the jig groove and that they are well tightened. Set
the cutting depth on the router. Insert the router and begin to cut
the joint on multiple-pass from left to right. Copy the edge of jig
which is closer to the remaining kitchen worktop (fig. 11). If you
don’t cut all the worktop thickness at one cut, you can use for rough
cutting the opposite edge the jig groove and so you will have ca.
1,5 – 7 mm of material left for the final cutting. Now use the right
edge of the groove (fig. 8) and make the final clean cut. Keep the
right direction of routing – the tool must cut the edge counter-rotational.
Compensation of wall right angle of 90° joint
FK enables compensation of wall right angles of up to 3° by turning the outer connection on worktop M1. The
connection which shall compensate the wall right angle shall however never be as precise as the joint to 90°.
The sliding length stop is cut to a point, according to which turning of FK up to 3° is performed (fig. 12 and 13).
If you have the possibility, place worktop M1 on the base and across worktop F1 so as to enable plotting of the
cutting line on the lower part of worktop M1. After tracing the inner connection of worktop F1 on the lower
part of worktop M1, rotate worktop M1 upwards by its underside and plot a compensatory cutting line in the
direction away from the connection. This compensatory cutting line is shifted from the cutting line by 9 mm
(FK650) resp. 8,5 mm (FK651) and is the difference between the cutting plane and the edge of jig FK (fig. 10).

www.igmtools.com
6
12 13 1
14 15
16
Insert two steel stops into the B holes from the facing side of FK. Tighten the sliding length stop to the facing
side of the FK and place the jig onto worktop M1 (which is rotated upwards by its underside) by the facing
side. Leave the length stop loose, do not tighten. Set the far edge of jig FK (see arrows) precisely according
to the plotted compensation line on the edge of the worktop by the sliding stop. Set the sliding stop by the
point obliquely onto the compensation line and tighten (fig. 12).
Remove the stops from the B holes. The edge of the sliding stop is a reference point of rotation for the
compensation. Shift using the worktop around the point of the sliding stop so as to adjust the edge of the jig
to the compensatory line according to (fig. 13).
Operating instructions EN
Tighten the jig to the kitchen worktop using the clamps and check that the clamps do not hinder the
movement of the router and that the jig is well tightened to the kitchen worktop. Loosen and remove the
sliding length stop to prevent its damage. Set the cutting depth on the router. Insert the router and begin to
cut the joint on multiple-pass from left to right. Copy the far edge of jig FK (fig. 12).
Cutting of 45° joint
The work procedure is demonstrated on a left-handed 45° joint (fig. 14 and 15). Prepare worktop F2 by cutting
with the circular saw according to the required dimensions, cut as precise as possible. The working procedure is almost
identical as for shaping connections to 90°.
Cutting of inner 45° joint
Insert two metal stops into the C holes and one into the G hole from the facing side of FK. Place FK on kitchen
worktop F2 according to (fig. 16).
Ensure that all stops 1, 2 and 3 are touching the edge of the worktop. Now tighten FK to the kitchen worktop
and working table using the clamps and check that the clamps do not hinder the movement of the router
in the jig groove and that they are well tightened. Set the cutting depth on the router. Insert the router and
begin to cut the joint on multiple pass from left to right, copying the far edge of the jig; see arrows on (fig. 16).
WARNING !!!
While shaping, press the router with the guide bush firmly against the jig and cut from left to right. Always
keep the router perpendicular so that the base of the router is touching FK with its entire surface, and the
guide bush thus precisely copies the shape of the joint on the jig. It is better to cut on multiple pass. For the
rough cutting you can use the opposite edge of the jig groove. Always follow the safety instructions for
working with the portable router and router bits!
www.igmtools.com 7
17 18
19
22
Cutting of outer part of 45° joint
The procedure is completely identical as with shaping the outer 90° joint. Insert two metal stops into the A
holes from the underside of FK and place FK onto worktop M2 (which is rotated upwards by its underside) by
the underside according to (fig. 17). Set the far edge of jig FK (see arrows) precisely according to the plotted
compensation line.
Now tighten FK to the kitchen worktop and working table using the clamps and check that the clamps do not
hinder the movement of the router. Set the cutting depth on the router. Insert the router and begin to cut the
joint on multiple pass from left to right. Copy the far edge of the jig FK (fig. 17). For the rough cutting you can
use the opposite edge of the jig groove.
Operating instructions EN
Cutting holes for clumps
Connect both worktops together with the inner and outer joint and check the precision of the joints. Use the
same guide bush and router bit (fig.18 and 19).
We recommend cutting the holes at least 150 mm from the postform edge. Indicate by a pencil the axes of the
holes on the underside of both worktops. Should you be using worktops with a width of less than 600 mm it
is necessary to rearrange FK for each hole separately. For a worktop of 600-650 mm the spacing of the holes is
given by the jig and you may mill out both holes in one clamping, should this spacing suit your purposes.
Insert two metal stops into the D holes and one into the B hole. Fix FK to the cut edge of the joint using the
stops (fig. 18). Tighten using the clamps. Cut to a depth of approx. 20 mm. This depends from the worktop
width as well. As soon as the holes on the inner joint are cut, repeat the procedure on the worktop of the outer
joint (fig. 19).
Producing lamella worktop joints
Unless the connection of the worktops is reinforced and centered with lamellas, the worktop may shift over
time. For this reason we recommend a reinforcing of the joint with lamellas.
For lamella joint use a router with a slot cutter 4 mm or use a lamella biscuit jointer producing a lamella joints
in both worktops. For a width of 600 mm use at least 4 pc of N° 20 lamella (fig. 22).
Before assembling the worktops, lightly sand the edge of the joint with sandpaper and apply glue to the
lamella joints. We recommend to use a water-resistant glue or cement for the whole joint. To connect both
kitchen worktops use steel clamps with length of 150 or 65 mm (the 65 mm clamps can be used since the
1.1.2011), which are used to tighten the complete joint.
www.igmtools.com
8
20 21
1
Radius and 45° finishing of worktop corners
For radius finishing of corners use the E holes (fig. 20).
For beveling of corners to 45° use the F holes (fig. 21).
Operating instructions EN
Insert the metal stops into the holes. Fix the jig FK to the edge of the worktop using the stops. Tighten the
jig to the kitchen worktop using the clamps and check that the clamps do not hinder the movement of the
router. Set the cutting depth on the router. Insert the router and begin to cut the joint on multiple-pass from
left to right. Copy according to the outer edge of the radius or groove.
SECURITY
• Always unplug the router when exchanging the router bit or setting the router.
• Use protection glasses when cutting.
• Use hearing protectors.
• Always use dust mask or respirator.
• Use dust exhausting plant.
• Don’t wear loose clothing. Ensure that you have tucked your sleeves and that you don’t wear any tie.
• Before switching the router on, remove all tools, nuts, keys and other free objects from the cutting area.
• Prevent unwanted switching of the router: ensure that the switch of the router is in position “off” before
plugging-in.
• Wait until the cutting bit is completely stopped before starting any setting of the router.
FK650 – FK651 SPARE PARTS LIST v .4
Pos. # Description Quantity Code
2 Sliding stop 200x30x10 mm 1 FK650-02
3 Bolt-stop set 3 pcs D30/10x35 black 1 FK650-03
Set of connecting material for sliding stop 1 FK650-05
4 O rings set 6 pcs 1 FS990001

www.igmtools.com 9

www.igmtools.com
10
23
INHALTSVERZEICHNIS SEITE
Verwendung der Schablone FK650 10
Aufstellung von FK 11
Fräsen von 90° Verbindung 11
Fräsen von 45° Verbindung 14
Sicherheit 16
Verwendung der Schablone FK650 / FK651
Schablone FK650 – FK651 ist für Fräsen von perfekten 90° Verbindungen (Abb.2) und 45° Verbindungen
(Abb. 3) von Postforming-Küchenarbeitsplatten mit Oberfräse bestimmt. Sie erweitert die Möglichkeiten
Ihrer Oberfräse, verbessert die Qualität der bearbeiteten Oberfläche und die Präzision der Verbindung.
Die Basis des ganzen Systems stellen eine aus widerstandsfähigem Kunststoff hergestellte Schablone und
ein Set der Anschläge dar. Durch die Voreinstellung einzelner Anschläge erzielen Sie Herstellung genauer
Plattenverbindung, Nuten für Metallspannzangen und Ecken-Endung mit Radius oder 45°. Die ganze
Herstellung der Verbindung dauert ca. 15-20 Minuten je nach dem Geschick der Bedienung.
FK650 ist für Arbeit mit Nutfräser mit Schnittdurchmesser von D12 mm bestimmt.
FK651 ist für Arbeit mit Nutfräser mit Schnittdurchmesser von D12,7 mm ( ½“) bestimmt.
Nachfolgend nur FK …
Basiszubehör
1 St. Schablone aus widerstandfähigem Kunststoff mit Buchstaben für Bezeichnung von Positionen einzelner Anschläge
3 St. Metallanschläge
1 St. Schiebeanschlag aus Kunststoff
1 St. Mutter mit Kunststoffrosette für Schiebeanschlag
1 St. Schraube für Scheibeanschlag
1 St. Schraubenunterlage
1 St. Gebrauchsanweisung
Notwendiges Zubehör für Arbeit mit Schablone:
OBERFRÄSE mit eher hoher Leistung (aus unserem Angebot empfehlen wir die CMT Oberfräse)
KOPIERRING Durchm. 30 mm
Falls es nicht möglich ist, sich einen Kopierring mit Durchm. 30 mm für Ihre Oberfräse zu beschaffen, ist es
nötig folgendes zu kaufen:
FRB170___Reduktionsplatte für Befestigung von IGM Kopierringen für Schaft von S = 8 / 12 mm
FRB171___Reduktionsplatte für Befestigung von IGM Kopierringen für Schaft von S = 1/4“ und 1/2“
FGB30001___Kopierring D30 mm IGM für Schaft FRB170 und FRB171
FÜR FK650 …..NUTFRÄSER D = 12 mm FÜR FK651 …..NUTFRÄSER D = ½“ (12,7 mm)
F47-12381__ D12,7 x 30(40) Fräser S=8 mm F47-12371__ D12,7 x 30(40) Fräser S=12,7 mm
F47-12521__ D12,7 x 50 Fräser S=12 mm F47-12571__ D12,7 x 50 Wendeplatten-Fräser S=12,7 mm
Gebrauchsanweisung DE
This manual suits for next models
1
Table of contents
Languages:

















