English English
7
7. Carefully replace the wire harness back into the
Connection Box and place back onto the Motor
housing locating over the Motor lead grommet.
Ensure that the tachometer leads are completely
covered by the Channel that snaps into the
Connection Box. The Connection Box assembly
should be pushed all the way up to the Motor-to-
Gearbox Adapter Plate.
8. Before securing the Connection Box to the Motor
housing with the Band Strap, ensure that none of
the harness leads are being pinched underneath the
edges of the Connection Box and Channel.
9. Place the Band Strap into the "T" slot on the side of
the Connection Box and wrap it around the Motor
housing.
10. Replace the fastener between the Band Strap and
the Connection Box. Tighten so that the Connection
Box cannot move on the Motor housing
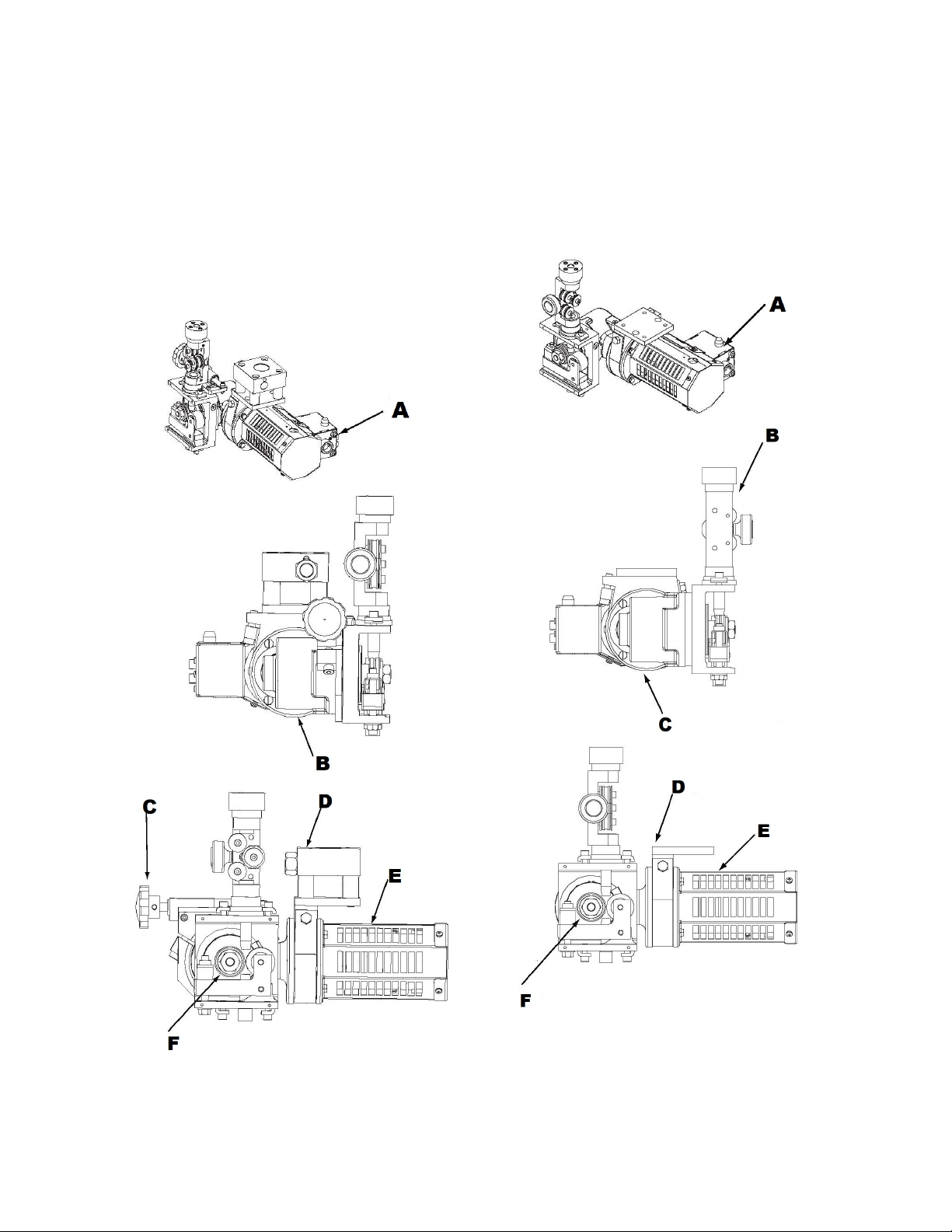
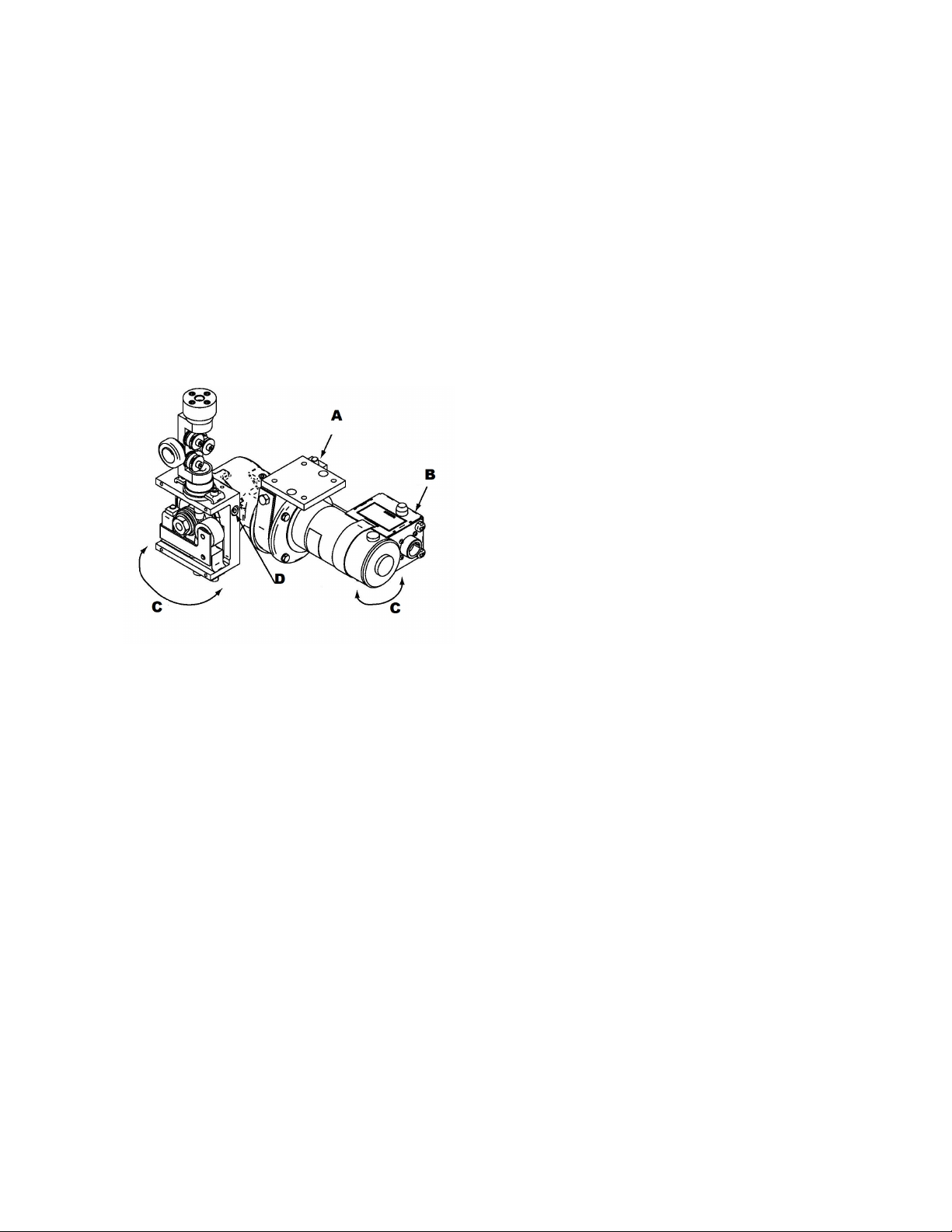
A. Loosen socket Head screw to rotate
motor/gearbox assembly
B. Remove connection box to change motor
polarity
C. Rotate
D. Loosen socket Head screw to rotate Feedplate
Figure 5
Wire Feed Mechanism
All MAXsa™ Wire Drive units are shipped with 142:1
ratio gears. Gears are included to change to either 95:1
or 57:1 ratio depending on wire size to be used.
As shipped, the drive mechanism parts are designed to
feed 2.4mm - 6.0mm wire. Other wire sizes will require
different drive rolls and guide tubes. See table 1.
The Idle Roll pressure will need to be adjusted for the
wire being used. The indicator shows two settings -
0.9 - 2.4mm
3.0 - 6.0mm
The tension adjustment is to be made after loading the
wire into the drive rolls.
NOTE: Lower tension may need to be needed to pre-
vent crushing of some cored wires or softer alloy solid
wires.
Gear Ratio Conversion
(See Figure 6)
1. Remove the 2 hex head screws and the 2 slot head
screws holding the Motor to the Wire Drive Gearbox
assembly.
2. Remove existing Adapter Plate and Motor
Assembly.
3. Take the two long screws removed in step 1 and
screw one into each of the tapped holes located on
the face of fiber input helical gear. Insert the screws
through the full thickness of the gear, and using a
screwdriver wedged between the screws to prevent
rotation, remove the hex nut that holds the gear to
the shaft. Remove plain washer.
4. Pull the gear from the shaft using the screws as a
pulling device.
5. Be certain woodruff key is properly located on the
shaft. Screw the adapter plate and motor assembly
mounting screws into the new fiber input helical
gear from the stenciled side and place the gear on
the shaft. Replace plain washer, tighten the hex nut,
and remove the adapter plate and motor assembly
mounting screws from the gear.
6. Support the pinion properly and, with the proper size
punch, drive the roll pin that holds the pinion out of
the shaft. Pull the pinion off. Remove the Ring
Magnet from the pinion gear and snap it onto the
new pinion gear. Before installing the new pin-ion
gear with the Ring Magnet onto the motor shaft,
ensure that the flat washer is located at the bottom
of the shaft. Install the new pinion and replace the
roll pin.
7. Cover the teeth of the motor pinion and the input
gear with a non-fluid molydisulfide type grease such
as Non-Fluid Oil Corporation’s A-29 Special/MS
Lubricant. This grease can be scooped from the
cavity of the gear case.
8. Reassemble the motor to the gearbox. Make sure
the gears mesh properly and the adapter plate
locating bead is in its cavity. Replace and tighten
the four screws removed in step 1.
Important: See the MAXsa™ 10, or power source
manual for instructions on configuring the system for the
new gear ratio.