Merrow MG Series User manual
INSTRUCTIONS
FOR
SETTING
UP
AND
OPERATING
MERROW
CLASS
MG
and
CLASS
M
Machines
-y
m
m.
^
From the library of: Superior Sewing Machine & Supply LLC

INTRODUCTION
This book is published for
the
guidance
of
those
persons
responsible for
the
operation
and
maintenance
of Merrow
Class
MG
and
MOverseaming, Overedging,
and
Hemming
Machines. It
contains
diagrams
and
descriptive information concerning
the
most
common
adjustments
necessary
to
assure
maximum production of
the
highest quality. For individual
problems consult your
nearest
Merrow Distributor. Drawings inthis book
are
shown without
the
needle
guard
for clarity. NOTE:
The
machine should not
be
operated
without a
needle
guard. Parts
and
screws
shown
are
common to Class
MG
and
Mmachines. For a more
complete reference
use
the
"Descriptive List of Parts for Merrow
Class
MG
and
Class
M
Machines".
The
Merrow
Class
MG
and
Class
MMachines
are
designed
and
constructed
for
continuous operation at high
speed.
Durability, maximum
utility,
and
versatility
are
primary
qualities of
these
machines. The machines feature an automatic lubrication
system
of
advanced
design
and
the
finest precision parts. Manufacturing to closer tolerances
has
reduced
the
noise
level
of
the
Class
MG
machine.
The
Class
MG
and
Class
M
machines
offer true quality through long
life,
exceptional dependability,
and
superb performance with
aminimum of
maintenance
required.
The
Class
MG
and
Class
M
machines
overseam
and
trim
simultaneously
and
form
one
of
the
following stitch formations: a
one
thread
overseam;
a two
thread
overseam
or
finish; a
three
thread
overseam
or finish or tight
needle
thread
seam;
or a four
thread
(two
needle)
overseam.
The
machines may be
used
on a wide variety of weights (thickness) of
knitted
and
woven
fabrics.
We
also
make
other
classes
of
machines
including
Class
70 Butted
Seaming
Machines,
Plain
Crochet
Machines,
and
Shell Stitch
Crochet
Machines
which
are
being
used
successfully by
manufactures
throughout
the
world.
IMPORTANT:
ALWAYS
WEAR
SAFETY
GLASSES
WHEN
OPERATING
OR
ADJUSTING
THE
MACHINE.
From the library of: Superior Sewing Machine & Supply LLC

HOW
TO
ORDER
Send parts orderto
your
nearest
Merrow
Distributor
orThe
Merrow
Machine
Company, 240
Day
Street
Newington,
CT 06111-1241,
U.S.A.
Phone
(203)
666-0109
FAX
(203)
666-7730
Whenordering replacement parts
include
the
Style
ofthe machine, the Nameofthe part
(see diagrams
included),
and the Letters and
Numbers
stamped on the
part.
The stamping on
aparticular part is
insufficient
information
without
giving
the name of the part.
All
enameled
parts
will
be
furnished
in
green
non-glare
satin
finish,
unless gray is
specified.
To assist
in
ordering, copy and
fill
in
the sample order
form
provided on the back cover.
If
difficulty
is experienced
in
selecting the proper part number desired, we expect to be
able to make a proper selection
from
our records
if
given the
following
information:
(1) The Style and Serial Number of the Machine.
(2) The Name of the Part, and any A/umber stamped on
it.
(3) Special Information
if
the part you request is one of the
following:
(a) Needle
Plates
- specify:
Width of finish desired; long or short finger;
size
of
needle
used,
(number of needle plate is stamped on underside of plate).
(b) Loopers - specify:
Upper or
lower,
one, two or three thread stitch. (Number of looper is
stamped on the shank near the butt end).
(c) Parts for Feed Mechanism - specify:
Single or
double
row.
Front
or rear feed
if
machine has
differential
(gathering) feed.
MERROW
MACHINES
ARE
DISTRIBUTED
BY:
OTHER
MERROW
MACHINES
CLASS
70
BUTTED
SEAMING
MACHINES
PLAIN
CROCHET
MACHINES
BLANKET
HEMMING
MACHINES
SHELL
STITCH
CROCHET
MACHINES
From the library of: Superior Sewing Machine & Supply LLC
THE
MERROW
MACHINE
COMPANY
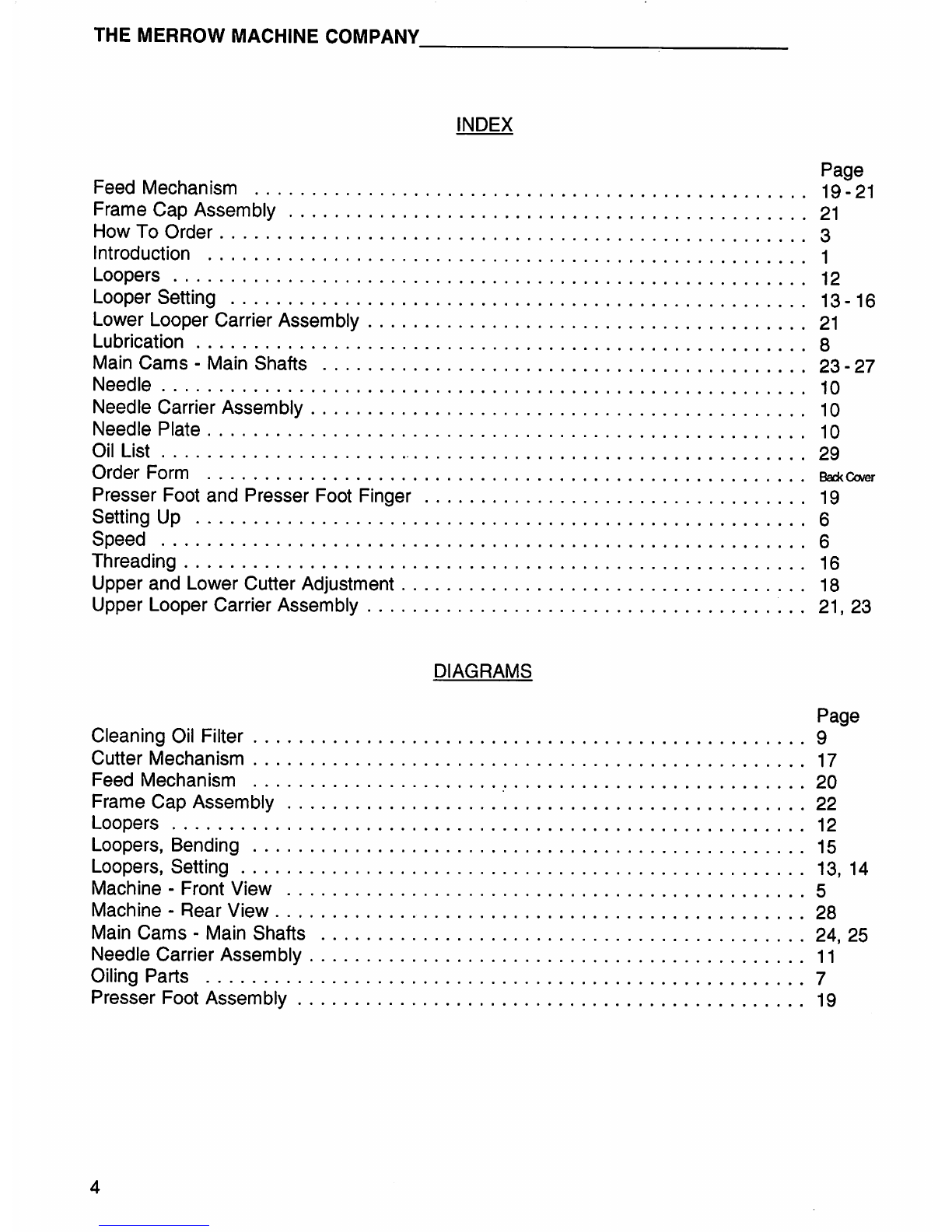
INDEX
Page
Feed
Mechanism
19-21
Frame
Cap
Assembly 21
How To
Order
3
Introduction 1
Loopers 12
Looper Setting
13-16
Lower Looper Carrier Assembly 21
Lubrication 8
Main
Cams
-Main
Shafts
23-27
Needle
10
Needle Carrier Assembly 10
Needle
Plate
10
Oil List
29
Order
Form
BackCcver
Presser
Foot
and
Presser
Foot Finger 19
Setting Up 6
Speed
6
Threading
16
Upper
and
Lower Cutter Adjustment 18
Upper Looper Carrier Assembly 21, 23
DIAGRAMS
Page
Cleaning Oil Filter 9
Cutter
Mechanism
17
Feed
Mechanism , 20
Frame
Cap
Assembly
22
Loopers
12
Loopers, Bending 15
Loopers, Setting 13, 14
Machine
-
Front
View
5
Machine
-
Rear
View
28
Main
Cams
- Main Shafts 24, 25
Needle Carrier Assembly 11
Oiling
Parts
7
Presser
Foot Assembly 19
From the library of: Superior Sewing Machine & Supply LLC

PRESSERBAR
A-202-1-
P.B.
Catch
M-270-3
P.B.
Catch
LockM-308-1
P.P. Spring
CLASS
MG
AND
CLASS
M
INSTRUCTION
BOOK
HEADM-2-1
Screws (2) 913/16
Head Cap
M-89-2
Screws 36 5/32,53 5/32
Head Cap Extension M-327-6
Screw
15
1/8
Screw
6 3/8
W.P.
StudM-324
1
Screw
10 3/16
W.P.
Plunger
M-198-3
W.P.P.Spring
27*42
WORK
PLATE
M-84-#
Dust
Shield
M*87-#
Screws (2)2 1/8
Screw
13 5/32
Plunger
A-198*1
Frame Cap M-3-1
Screws (4) 99 3/16
FRAME
M-1-#
Screw
30 1/4
Screw
9 7/32
Name
Plate
Model
and
Serial
Number
Screw
38 3/16
Threading Plate (Upper)
M*344-Assy-ff
Screw
1
#6
ThreadingPlate (Lower)
M-345*Assy-(Letter)
Screw
1 #6
FRONT
VIEW
HAND
WHEEL
M*24-2A
Gasket(0-Ring)
M-275-9
Hand
Wliccl
Guard
M*325*9
Screw
18*3/16
Mill
I
II I!
I M I
Ii
CINTIhtlTERS
From the library of: Superior Sewing Machine & Supply LLC
This manual suits for next models
1
Table of contents
Other Merrow Sewing Machine manuals



















