User Manual
Version 1.0 of 07.08.2019
Original manual
PONTIG 210 DC MOST -4-
WARNING: The following user manual should be read prior installing and starting the
device. OSH manual should be known to every welder and employee
responsible for equipment maintenance.
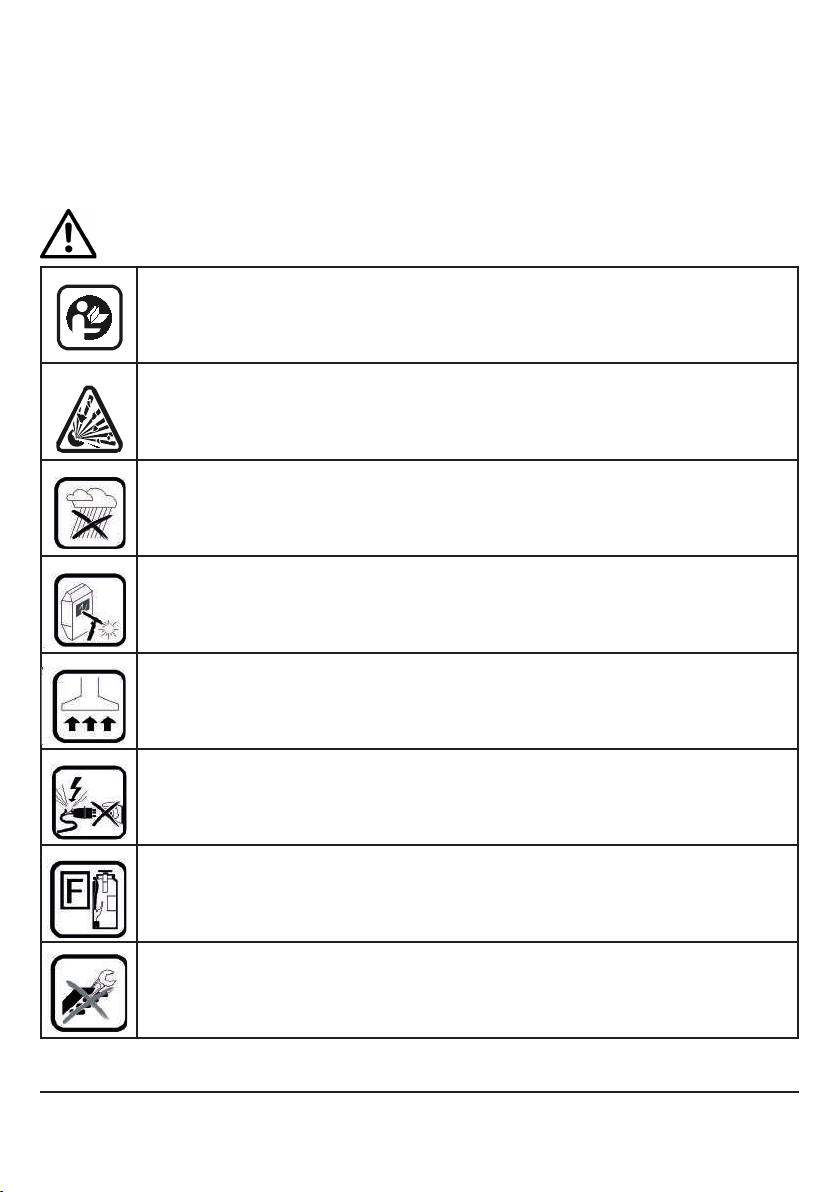
Attention!
Commissioning and normal operation are possible only after reading the carefully reading fol-
lowing manual. Arc welding requires compliance with the requirements for electric arc welding
and re regulations. The welder should be supplied with protective clothing and equipment in
accordance
with current regulations. It is necessary to use a set of personal protective equipment (PPE)
according to provisions of the Council Directive 89/686/EEC. The protection measures inclu-
des: welding mask with protective lter, welding gloves, apron, welding clothing, leather shoes.
Despite the high technical standard of the device, the personnel should represent considerable
discipline in approach to health and safety requirements to protect against harmful and health
hazardous factors developed from welding technology.
OPERATING CONDITIONS
This device can operate under severe conditions. It is however important to apply simple pre-
ventive measures to ensure long and reliable work:
- do not place or use this device on an inclined surface (of more than 15º),
- do not use the device for pipe defrosting,
- this device must be located within a free circulation, of clean air without restrictions of airow
to and from the fan, when the device is connected to electric network, do not cover it (with
paper or cloth)
- minimize the amount of dirt and dust that can get into the device,
- device housing has an IP21S protection. Keep it dry and do not place on wet surfaces
or in a puddle,
- do not use the device for welding the tanks previously used for storing ammable substances.
ENVIRONMENTAL CONDITIONS
Range of air temperatures for
- operation from -10ºC to +40ºC
- storage and transportation from -25ºC to +55ºC
- air relative humidity: up to 50% at +40ºC; to 90% at +20ºC.
GASES AND FUMES
TIG and MMA welding modes produce harmful gases and fumes containing ozone and hydro-
gen as well as oxides or metal particles. Therefore, the welding work station should be tted
with very good ventilation (dust and smoke extraction or airy location). Metal surfaces intended
for welding should be free from chemical contamination, especially degreasers (solvents) that
decompose during welding process and produce toxic gases. Welding of galvanized, cadmium-
-coated or chromium-plated parts is permitted only when a suction and ltering device is tted,
and with introduction of fresh air to the welding work station.