OVERVIEW
This manual is a supplement to the provided Operating Manual included ith the Model 50
injection molding machine. The information in this manual is in addition to the information
provided in the other manuals.
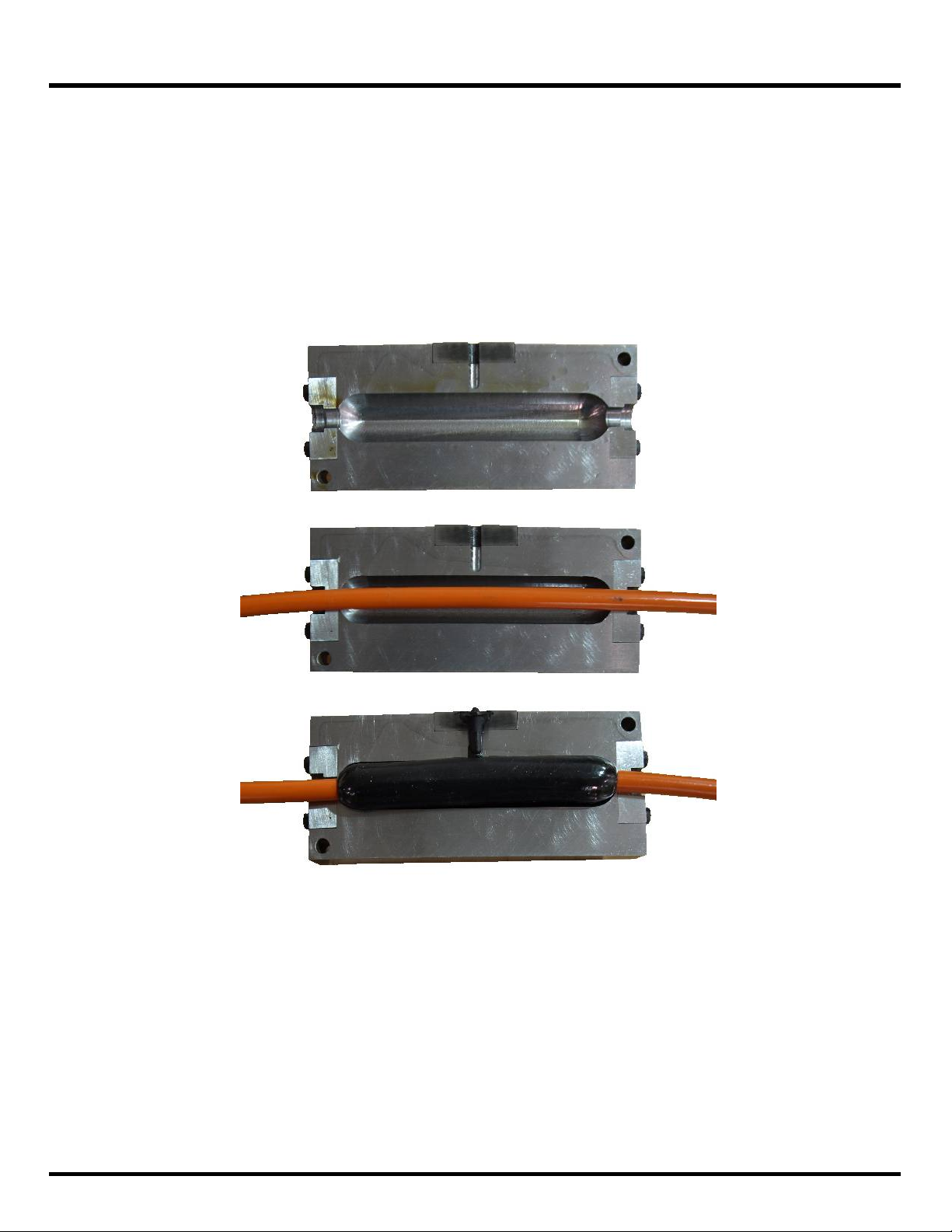
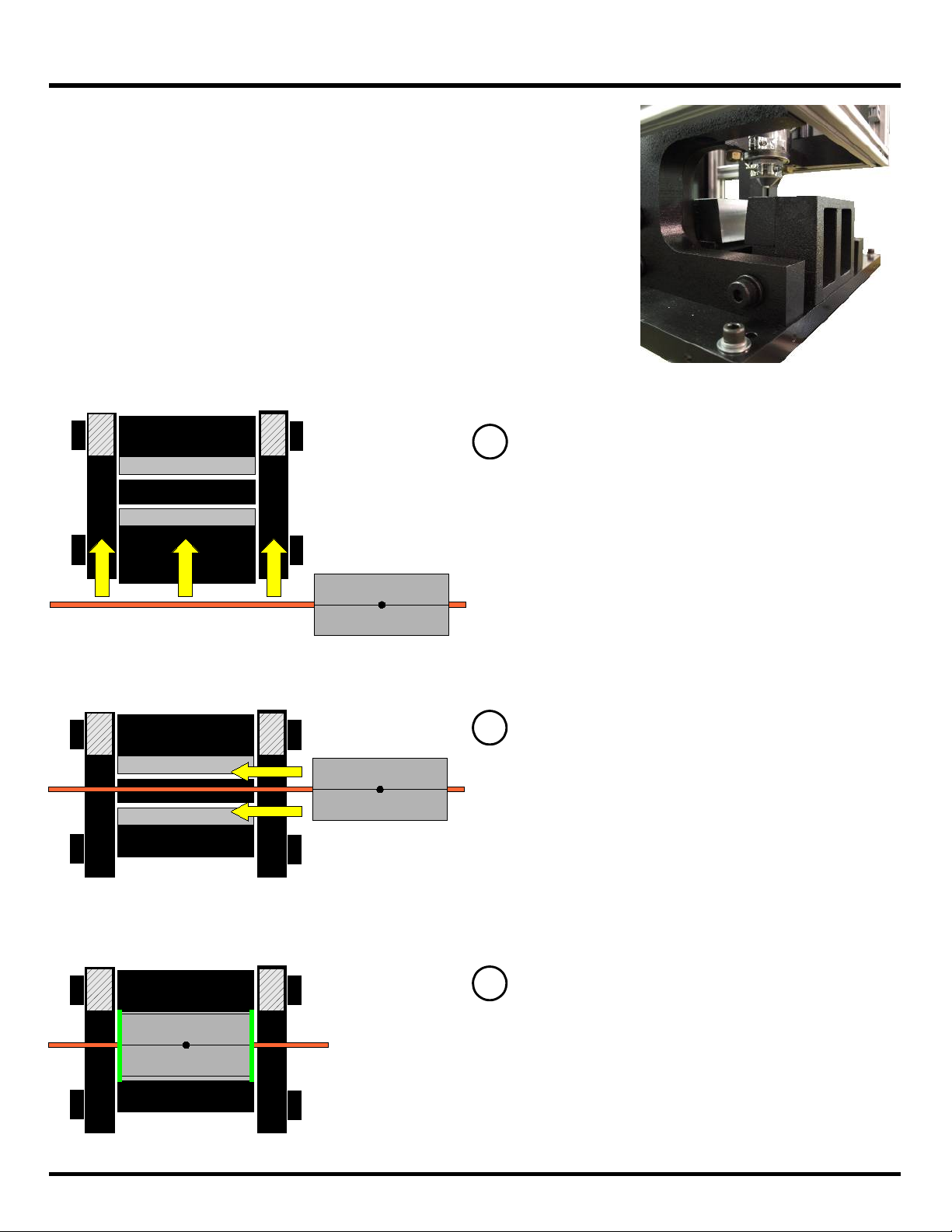
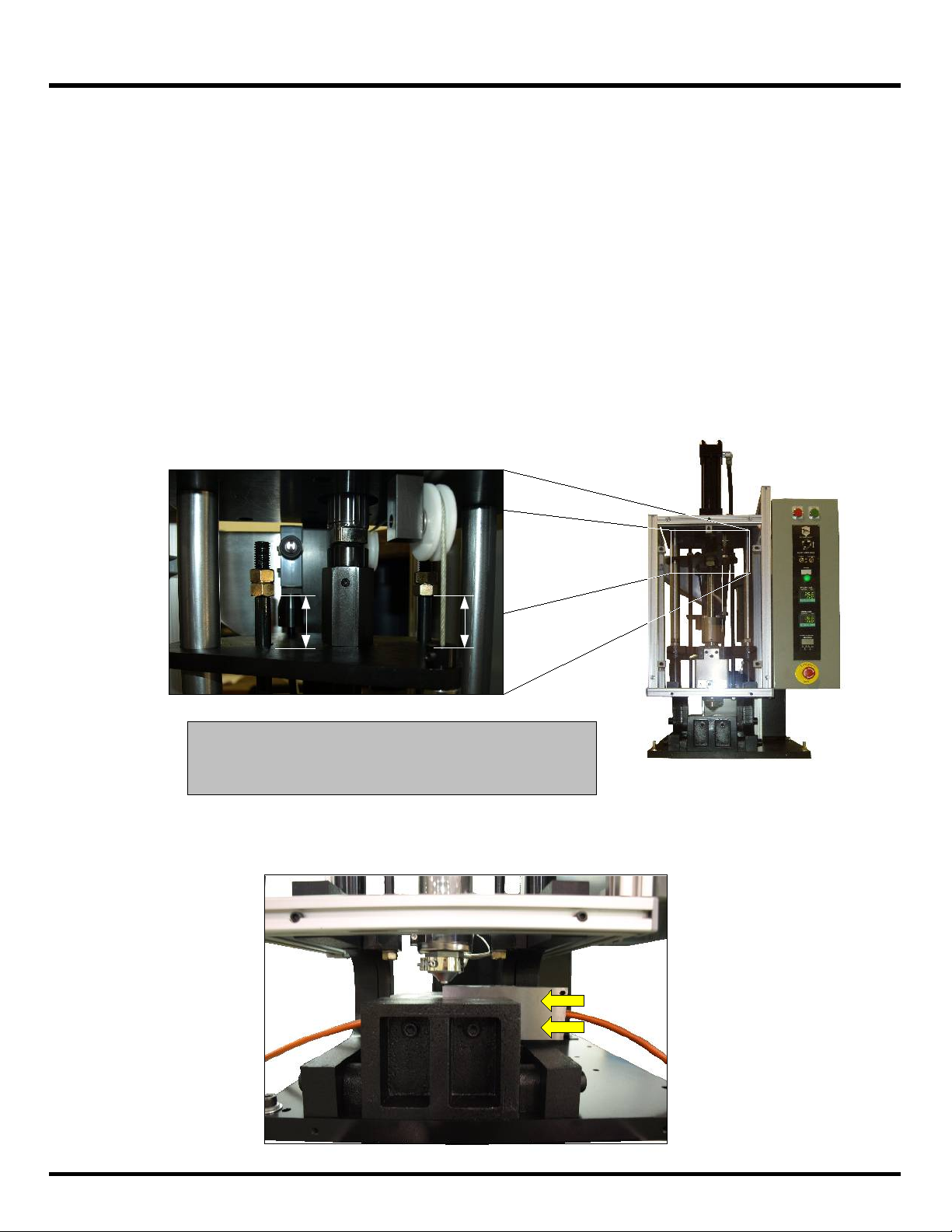
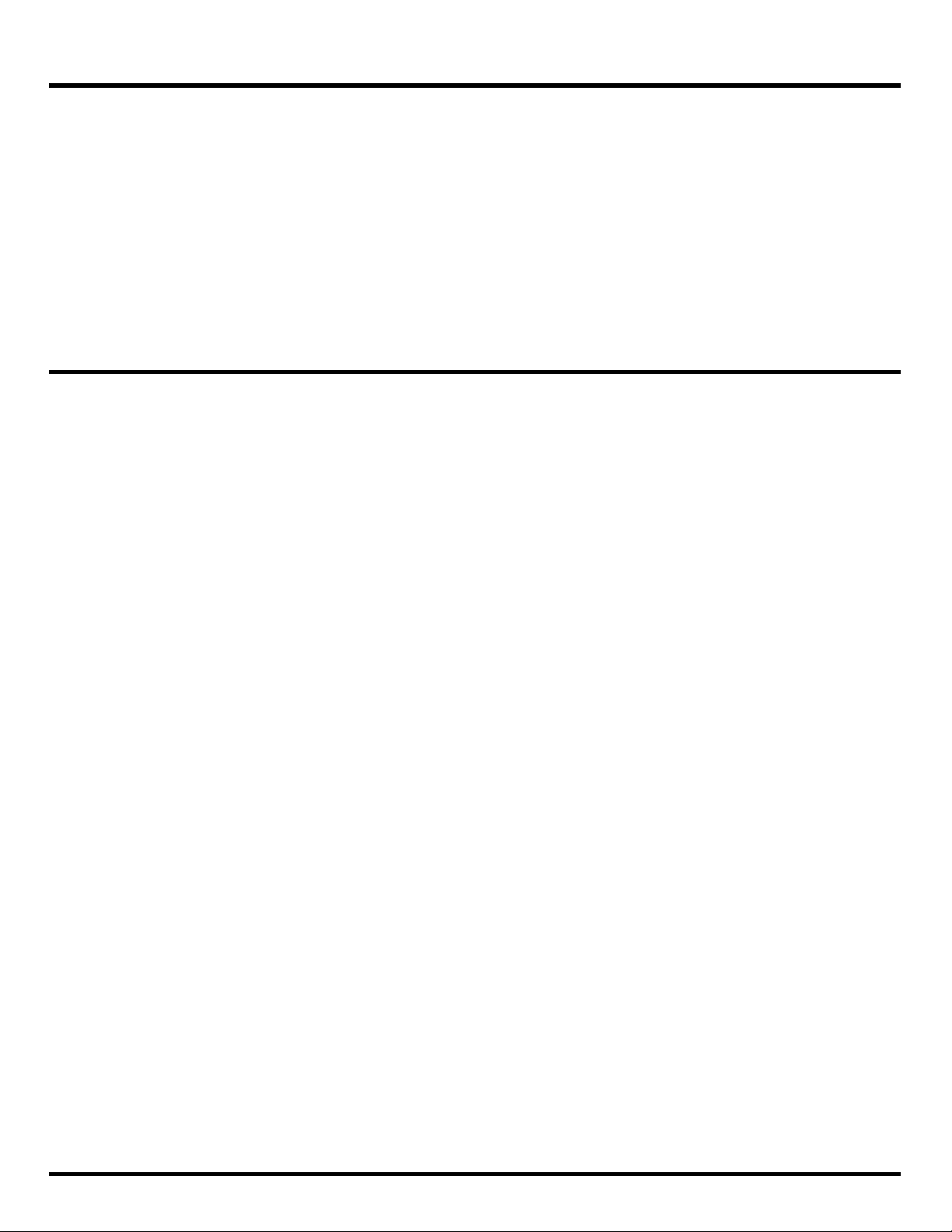
The Model 50 machines have an optional base kno n as a 'C' frame. The optional base
takes the typical machine's 'V' mold base and rotates it 90º. The lo er frame of the machine is
also shaped so that it leaves the front of the machine open. Thus, operators can perform molding
operations on long cables ithout having to feed the cable through the center of the machine.
The option as intended to allo the end-user to repair damaged cable jackets. The purpose of
this manual is to explain in more detail ho to operate a Model 50 machine ith the 'C' frame
option.
1
GENERAL SAFETY INFORMATION
(1) ALWAYS WEAR SAFE Y GLASSES hen running this or other types of machinery or
equipment. Make sure that the glasses are constructed of ANSI (American National Standards
Institute) approved material.
(2) Please READ HE PROVIDED MANUALS in their complete entirety before beginning any
ork on the machine. Failure to revie the provided manuals may result in damage to the
equipment or injury to the operator.
(4) ALWAYS SHUT OFF THE POWER TO THE MACHINE when performing maintenance tasks.
An emergency stop button is provided on the operator’s panel that requires re-setting to operate
again. This button should not be used for shutting down the machine for maintenance. To shut
off power to the machine, use the rotary disconnect located on the main electrical enclosure. The
disconnect is also equipped with a lock-out feature for servicing the machine.
(5) NEVER REACH INTO THE MACHINE ithout taking safety precautions. There are potential
pinch points, high temperatures and voltages that ould present hazards to the operator if the
machine ere used in a careless manner.
(6) NEVER have more than one person operating the machine at any time.
(3) NEVER OPERATE THE MACHINE WHILE GUARDS ARE REMOVED OR RENDERED IN-
OPERATIVE. The Model 50 machine does not contain a moving clamping mechanism, but there
are moving parts, heater bands, and electrical devices that become potential safety hazards if the
guards are removed or the machine is operated in a careless manner.
(7) MAKE SURE THE MACHINE'S STAND IS SECURE BEFORE OPERATING. The machine
typically comes with a stand equipped with casters. Before operating the machine, make sure the
pads on the casters have been lowered. Failure to do so could cause the machine to move
around in an unsafe manner during operation. If the machine is positioned that permits access to
the rear of the unit, additional barrier guarding must be provided to prevent access.
(8) NEVER LEAVE HE MACHINE’S HEA ERS ON FOR ANY EX ENDED LENG H OF IME
WHEN HE MACHINE IS NO BEING OPERA ED. It may overheat the material in the scre
barrel, possibly degrading it to the point here it could explode, expelling dangerous gases.