10
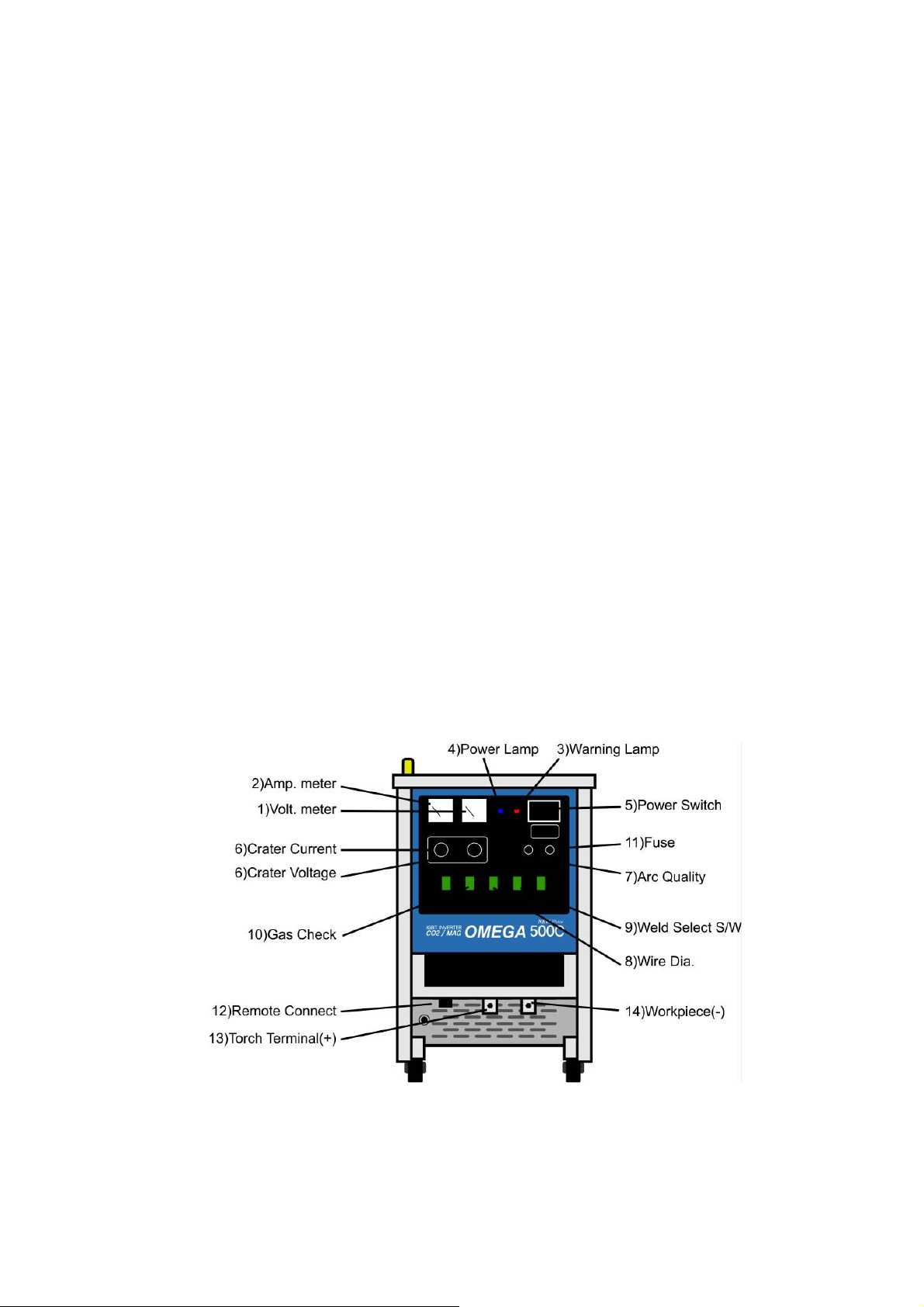
4-2 . Function and explanation
1)Voltmeter (Voltage): It will work at the time of no load or when the welding machine is put in‐
operation.
2)Amperemeter (Current): It will operate only at the time of welding (not work at the time of no‐
load)
3)Warning lamp (Error)
Abnormal power: In case input voltage drops below 20% of the standard voltage, lamp will be①
turned on (stop)
Overload: It will be turned on (stop) when welding current rises sharply②
Abnormal temperature: The temperature inside the machine reaches above 85 , it will be③ ℃
turned on; in case the warning lamp is turned off after a certain period of time, the machine
will be operative for use.
4)Power lamp (power): It shows that power is supplied to the welding machine.
5)Power switch (power): The switch turns on and off the welder and it will shut off in case of
overload.
6)Crater voltage, current: When Weld Select Switch is set to Crater, it will be adjustable. Please
refer to Welding Chart (chapter 8) for welding conditions.
7)Arc quality: Depth of weld penetration in base metal, height and width of weld bead can be
adjusted depending on length of arc, current, and voltage.
Scale Amount of Weld penetration
of welding rod Height of weld bead Width of weld bead
0~ 6 Getting larger Getting lower Getting wider
0~ -6 Getting smaller Getting higher Getting narrower
8)Wire diameter select switch
9)Weld select switch
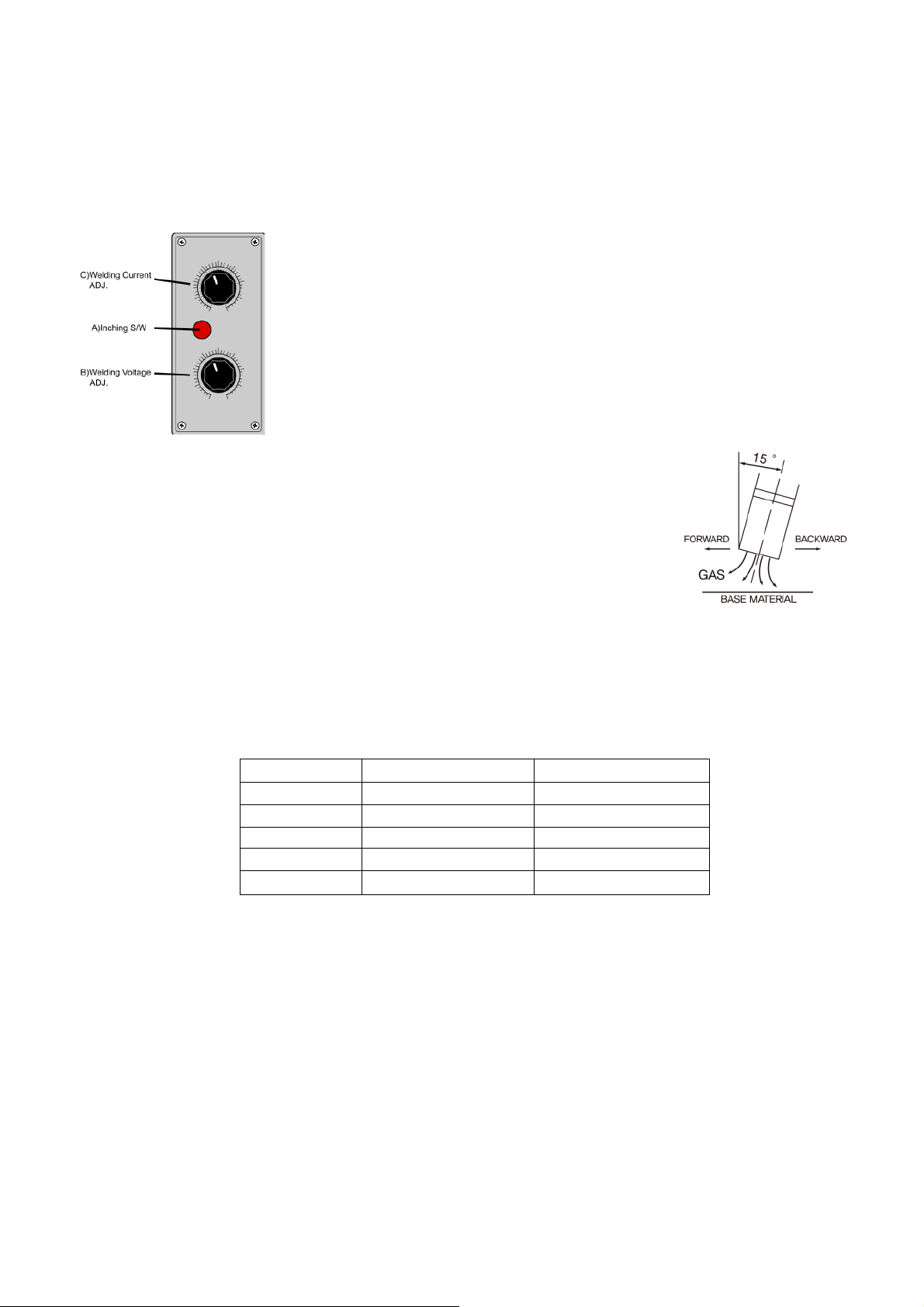
A)When there is no crater It is operative only when torch switch is set to ON.‐
B)When there is a crater Welding current start to flow when torch switch is turned on, and the‐
welding current keeps running even if the current is off; once the switch is turned on again, the
crater current begins to run, and when the switch is off, the welding is terminated.
10)Gas check : Gas check/welding
11)Fuse: It protects PCB (3A) and Motor (10A). Please use a fuse that meets standard
requirements.
Welding current (A) 100 150 200 250 300 400 500
Diameter of
wire ( .Φ
mm)
0.8 1.0‐--------------
1.2 ----------------------------
1.6 ----------------------------------------