10 HC200 Conveyors | Installation & Maintenance Instructions
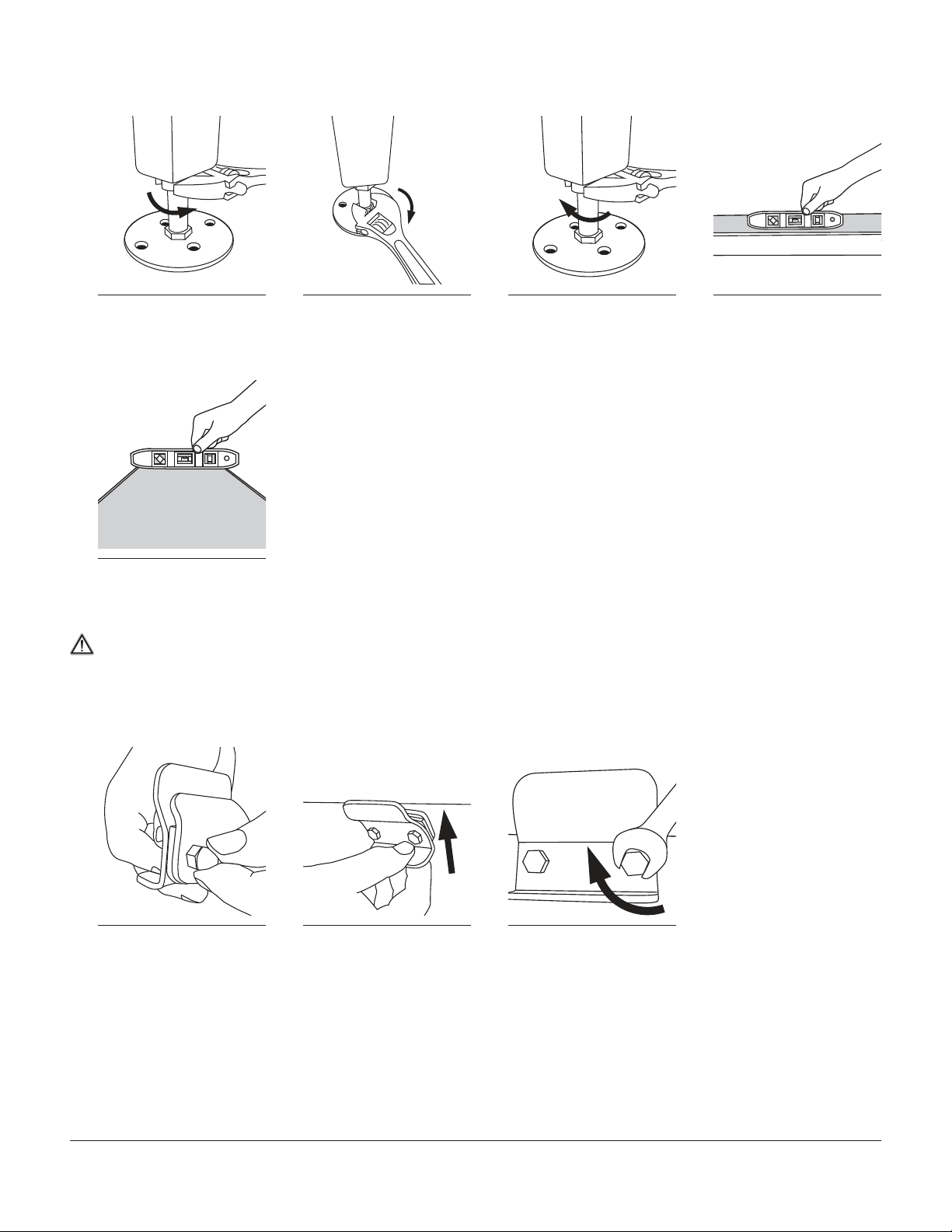
Belt Tracking
>For best results, make adjustments to only one side.
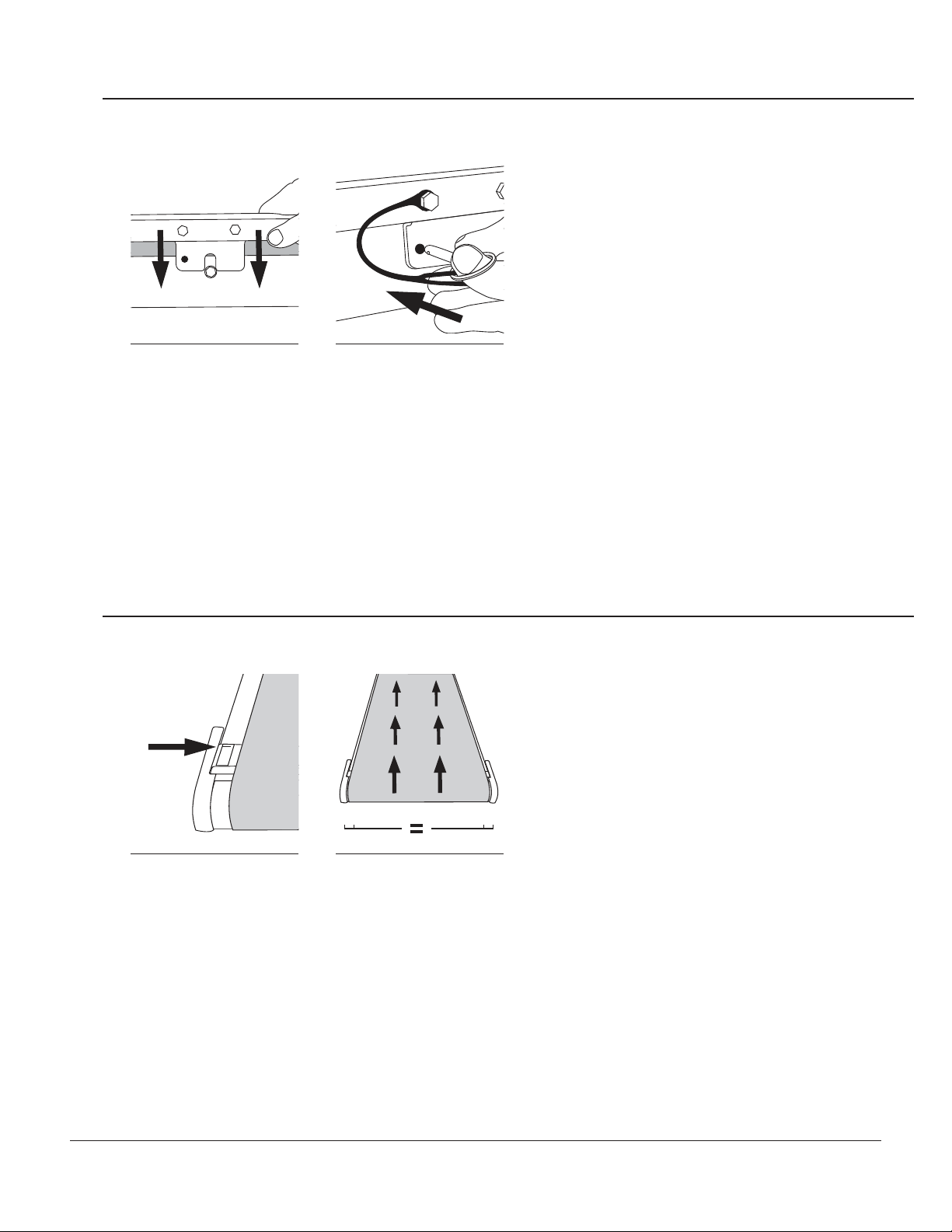
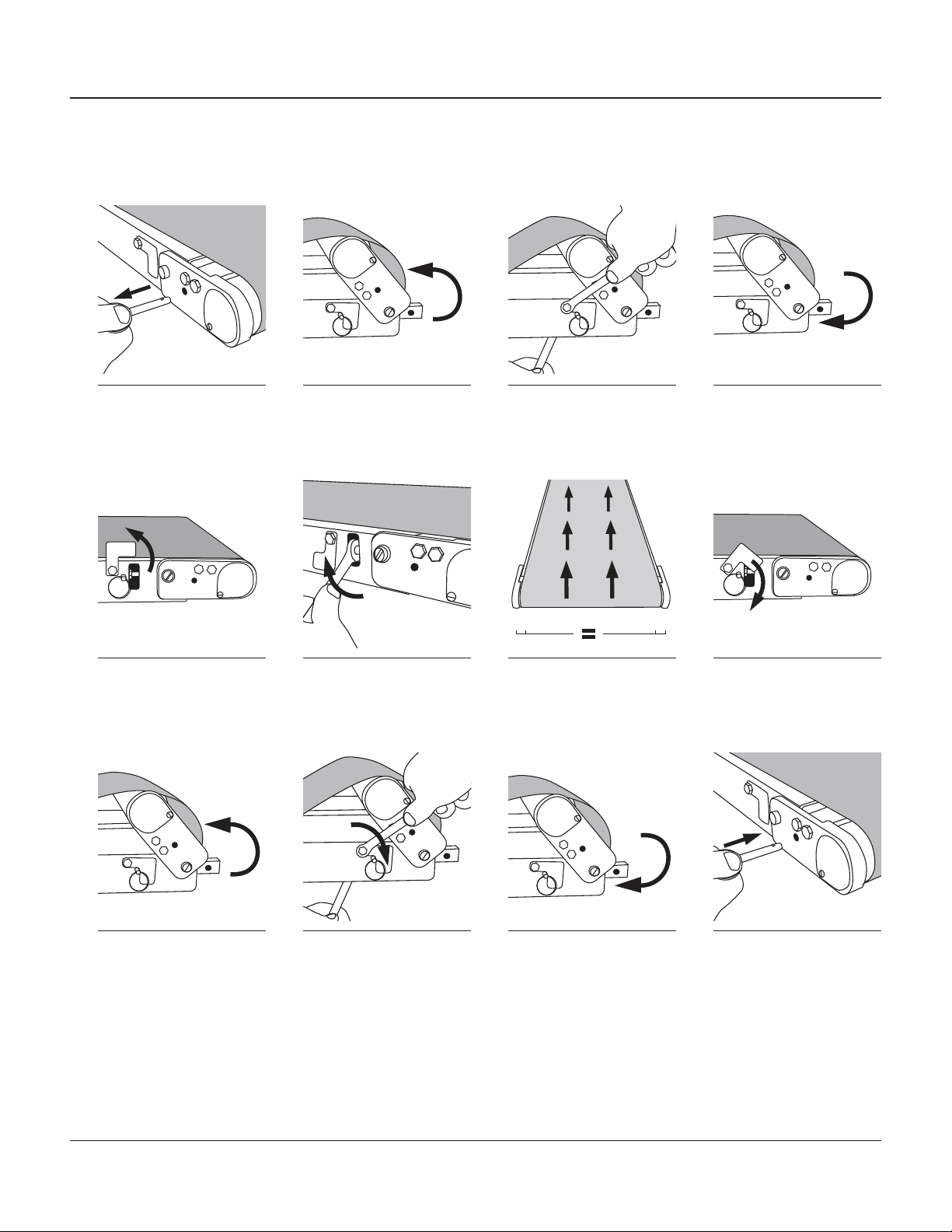
uBelt Tracking at Tail End
2
x
1Pull both pins in tail assembly. 2Flip tail assembly into disen-
gaged position. 3While holding a 10mm
wrench on nut under frame,
loosen hex head screw on tension-
ing window. (Do not remove)
4Lower tail assembly back into
engaged position.
5Rotate tensioning window into
open position. 6Rotate tensioning screw to
make tracking adjustments.
(Moving tail out will move belt away
from bearing plate on that side)
7Run conveyor and let it make
several revolutions to ensure
belt is centered on frame and
pulley.
8Rotate tensioning window
back into closed position.
2
x
9Flip tail assembly into disen-
gaged position. 10While holding a 10mm
wrench on nut under
frame, tighten hex head screw on
tensioning window.
11Lower tail assembly back
into engaged position. 12Re-insert both pins into
tail assembly.