3
RG26 Series Roll Groover Operator’s Manual
809-50356
IMPORTANT:
Read and fully understand this operating manual before
operating or performing maintenance on the RG26 Roll
Groover. It is essential to properly train and review with
operating personnel to become familiar with the tool’s op-
erations, applications, and limitations to prevent possible
bodily injury and property damage. All personnel should be
aware of the tool’s specific hazards.
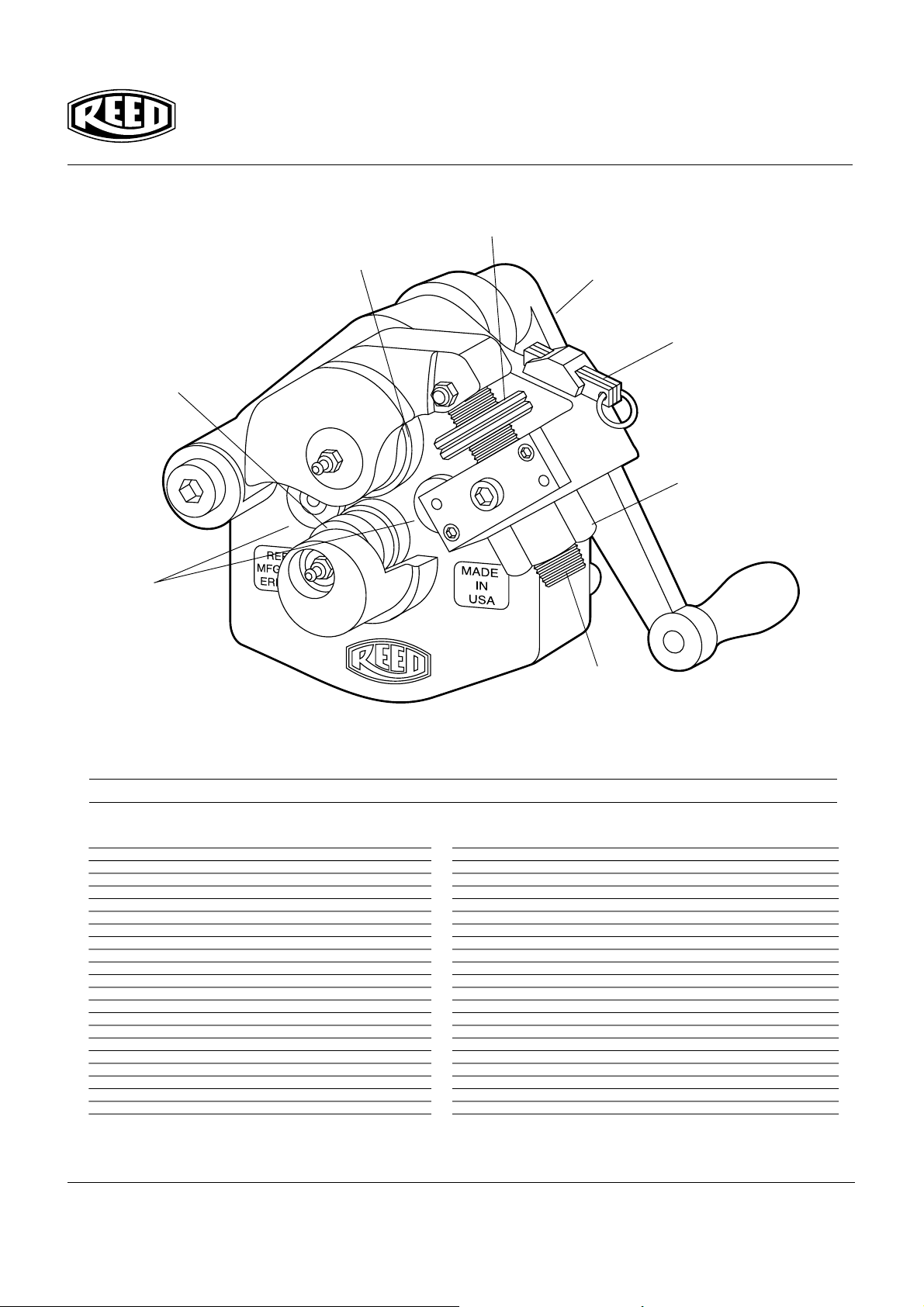
Reed RG26 Series Roll Groover
Description and Specifications
Description
The Reed RG26S Roll Groover is designed to form stan-
dard rolled grooves in steel, stainless steel, PVC, and alu-
minum pipe in 2-6" schedule 10, and 2-3" schedule 40.
The Reed RG26CU Roll Groover is designed to form stan-
dard rolled grooves in 2” to 6” copper tubing. The groove is
formed by a groove roll which is fed into the pipe wall. The
pipe is supported by a drive roll, which is relieved to permit
pipe wall deformation. The formed grooves comply with the
specifications required for mechanical coupling systems.
The only adjustment required is for the depth of the groove.
Designed for ease of use and portability, the RG26 Series
Roll Groover provides a practical solution for manual on-
site and in-place roll grooving.
Specifications
Capacity RG26S.................................2” - 6” Schedule 10
2” - 3” Schedule 40
Capacity RG26CU............2” - 6” K,L,M, and DWV Copper
Depth Adjustment ...........................Adjusting Nut, Depth
Gauges (included), and Jam Nuts
Actuation .................................Crank Nut and Ratcheting
Crank Handle (included)
Weight ........................................................21 lbs (9.55 kg)
Recommended Accessories
• Reed R450+ TriStand, Field Pipe Vise, CV6 bench
mounted chain vise, or #64 yoke style vise (when not us-
ing in-place)
• Reed JHV Pipe Jack (for long pipe lengths)
Important - Before Operating
Before operating the RG26 Roll Groover, read and
follow all safety information in the Operator’s Manual.
Safety Information
WARNING !
Serious injury can occur if all safety information and
operating instructions are not followed. These injuries
could include:
Loss of fingers, hands, arms or other
body parts if clothing or gloves get
caught in moving parts.
Impact injuries, including broken bones
if roll groover or workpiece falls.
Wear eye protection to prevent eye
injuries by thrown workpiece or
workpiece chips.
General Safety
Read and follow the safety information and instructions in
the operator’s manual.Store the operator’s manual in a clean
area and always at a readily available location. Additional
copies at no charge can be obtained by requests to Reed
Manufacturing Company.
Personal Safety
1. Wear snug-fitting clothes, safety shoes, hard hat and
safety glasses. Cover up or tie up long hair. Do not wear
loose clothing, gloves, unbuttoned jackets, loose sleeve
clothes, neckties, rings, watches or other jewelry.
2. Keep good footing and balance. Do not overreach. Keep
hands and tools away from moving parts of the roll
groover.
Work Area Safety
1. Keep children and visitors out of the work area. If visitors
must be in the area, keep them far away from the ma-
chine. Keep working environment clear at all times. When
using this tool at elevated locations or for overhead groov-
ing, keep area below clear of other personnel.
2. Keep work area clean, uncluttered and well lighted.
3. Keep floors dry and free of slippery materials.