ENG Page 4 254-Single Point-ISM-06-21-18
Mounting the suspension to the frame
Refer to the engineering drawing for the range of
available ride heights, torque values, spacing and
clearance requirements of the suspension.
The suspension installer has the nal responsibility
of aaching the suspension to the vehicle frame.
Main pivot fasteners are shipped with minimal
torque applied. It is the installer’s responsibility to
properly torque fasteners after the axle(s) is aligned.
Installation Procedure
Before installation, check to make sure that wires,
hoses or other components will not be aected by
drilling into the frame rail. Check the location for
necessary clearances.
Bolts/nuts for aaching the suspension to the ve-
hicle are supplied by the installer. Grade 8 bolts and
anged lock nuts or lock nuts with hardened washers
are recommended.
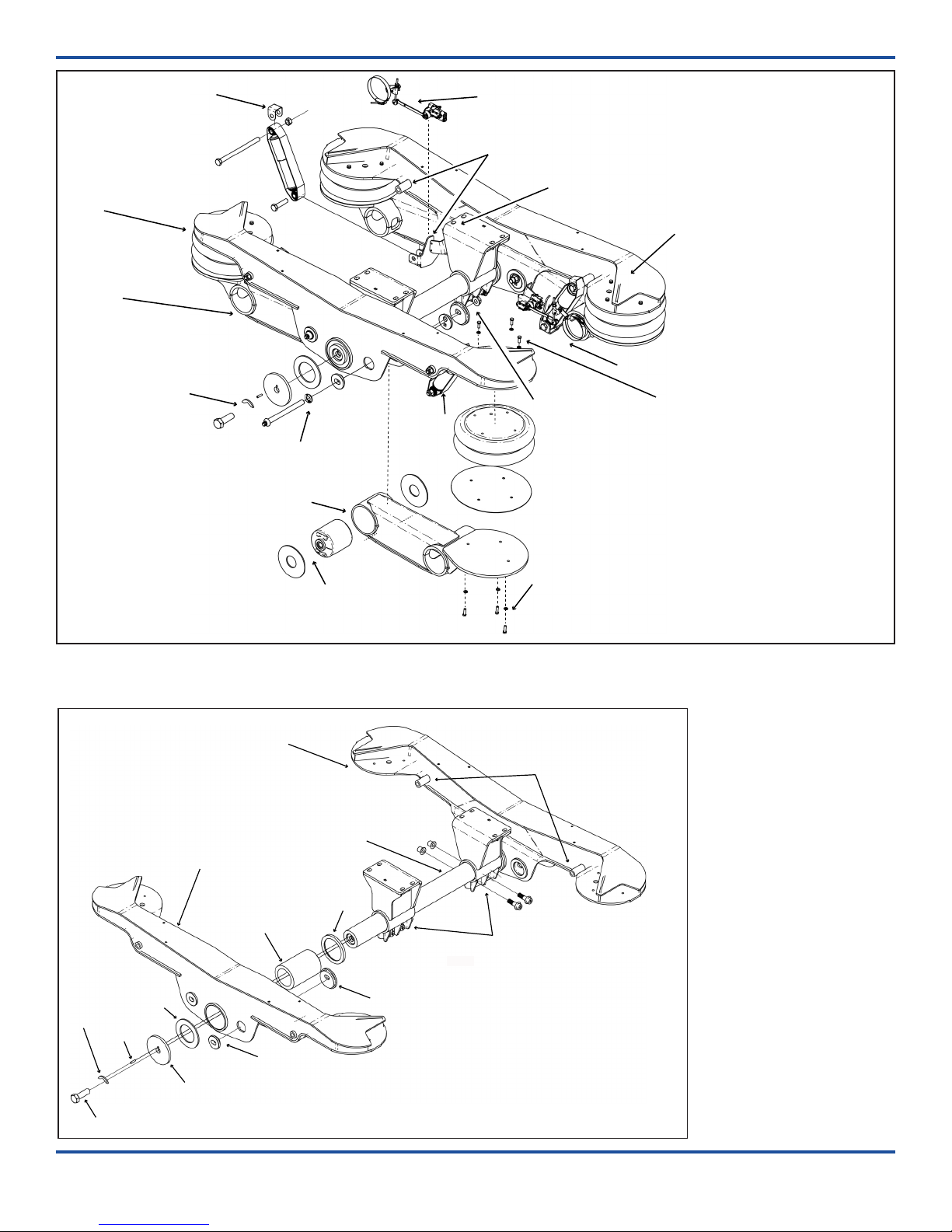
1. Bolt the trunnion hangers to the mounting
brackets or trailer frame. Tighten bolts until
hanger plate is resting on mounting bracket/
trailer frame, but suspension location can still
be adjusted. Do not apply nal torque.
2. Align the trunnion tube with the kingpin. Trun-
nion aligment dimensions “T1” and “T2” shown
on the illustration must be equal (Figure 3).
3. Tighten the trunnion hanger fasteners to speci-
cation. Check trunnion alignment and realign
trunnion tube, if necessary..
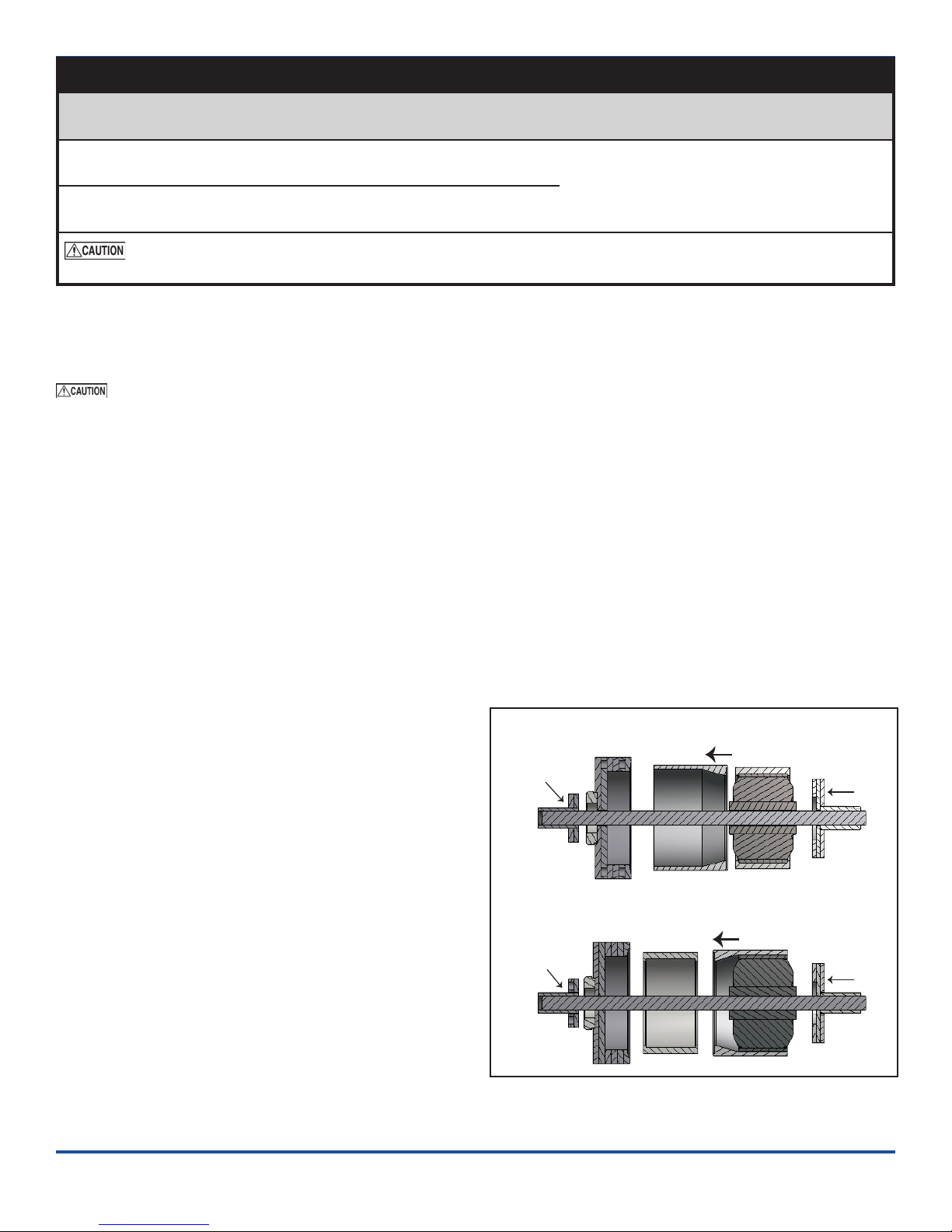
4. Using 1/2”-drive breaker bar, rotate the front axle
beam alignment plate in the opposite direction of
desired axle movement.
Make sure that the alignment plate and align-
ment washer have moved in unison. It is impor-
tant that the pivot bushing is not skewed in the
hanger prior to tightening.
5. Check that axle alignment dimensions “A” and
“B” are equal to +/- 1/8”. Snug the four pivot fas-
teners and recheck alignment (Figure 3).
6. Repeat alignment process on rear axle, ensuring
that rear axle alignment dimensions “C” and “D”
are equal to +/- 1/16”.
7. Check dimension “E”, the lateral centerline rela-
tionship of the trailer body and axles. Dimension
“E” must not exceed 1/4 of an inch.
8. Recheck the alignment of the front axle with the
kingpin. Recheck alignment of the rear axle with
the front axle.
9. After trunnion and axle alignments have been
completed, torque the four pivot bolts using a
1” drive impact wrench and #6100054 E-20 Torx
socket (or equivalent) until the Torx head shears
o from the bolt.
NOTE: Check shear-o. Remove any rough or
jagged fragments so the round pivot bolt head
is completely smooth.
10. Weld the trunnion hanger to the mounting
bracket or trailer frame and frame member with
a 5/16” llet weld.
NOTE: Welding the adjuster plates or the align-
ment washers to the hanger sidewalls is not
required or recommended.
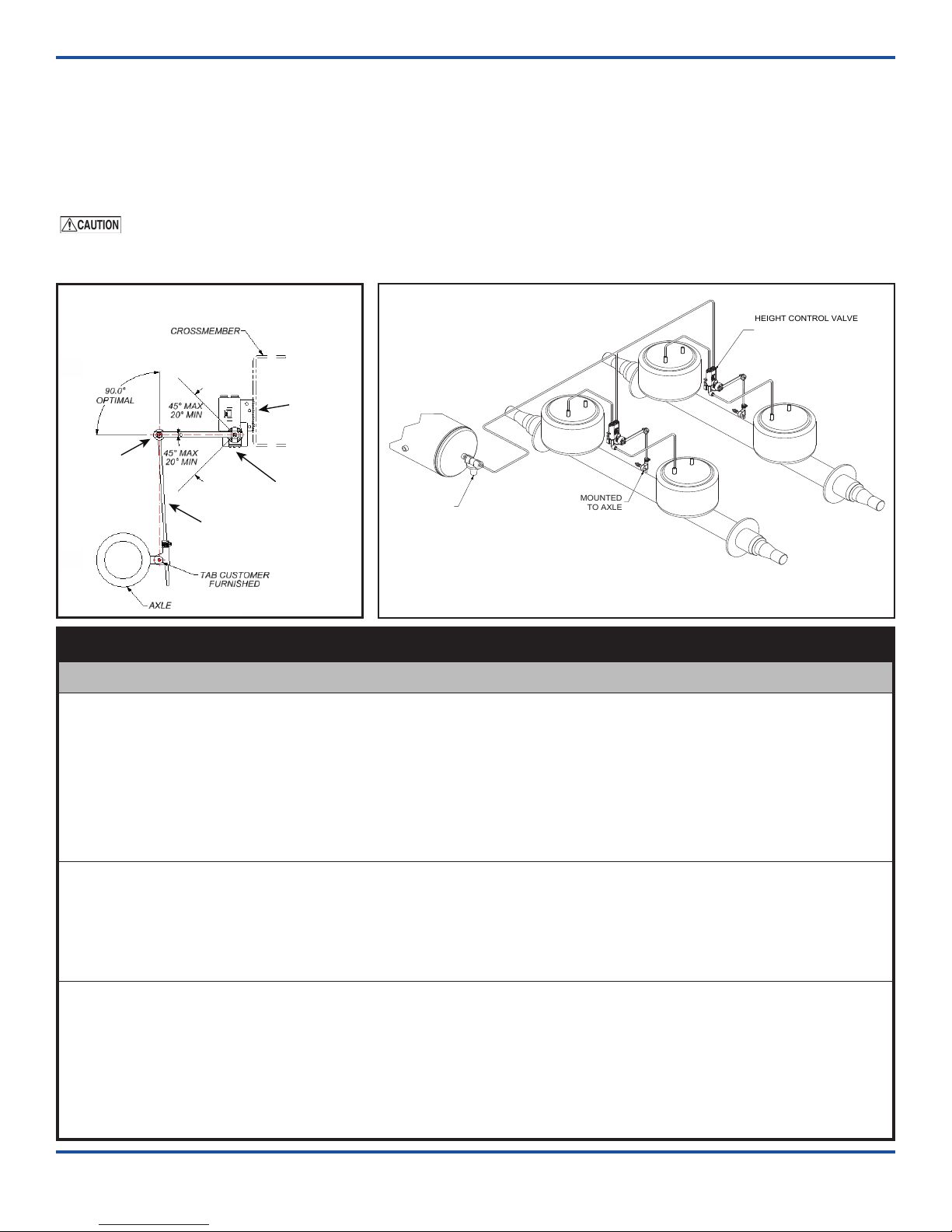
Install/connect the height control kits on the compen-
sator/trunnion assembly. Check the air system tubing
and ings after installation for leaks (Page 5).
Failure to torque bolts/nuts of suspension
components to specications can result in failure of
the suspension and void the warranty.
Welding method must use a minimum weld
tensile strength of 70,000 psi, per AWS specications.
Trunnion Alignment
Axle Alignment
Figure 3.
Measurements for trunnion and axle alignment.
Axle Alignment