Operation Specifications
R80 600S Design Pressure: 600 PSI / 4.1Mpa / 41 Bar
R80 1000S Design Pressure: 1000PSI / 6.9Mpa / 69 Bar
R80 1200S Design Pressure: 1200PSI / 8.3Mpa / 83 Bar
Max. Permeate Pressure: 125PSI / 0.86Mpa / 8.6 Bar
Min. Operating Temp.: 14⁰F / -10⁰C
Max. Operating Temp.: 150⁰F / 66⁰C
Factory Test Pressure: ASME: 1.1x Design Pressure
Standard: 1.5x Design Pressure
Operating pH Range: 3 – 11
Cleaning pH Range: 2 – 12 (less than 30 minutes)
Vessel Use and Precautions
Do not allow the vessel to fall or impact on the ground or other object.
Use padding to protect the vessels during handling to prevent damage.
Pressure up to the design pressure (PSI) of the specific model being used.
Vacuum conditions should be avoided with vacuum breakers.
Accommodates standard 8” nominal diameter spiral-wound elements.
Read and follow the membrane manufacturer installation instructions along with this
manual.
The required vessel/element interface hardware is supplied with the vessel. Ensure that
an element adapter is installed at each end of the vessel before use.
Vessel expands under pressure and careful consideration must be taken when installing
straps/saddles and system connection piping.
Installation with the straps/saddles provided is strongly recommended
Vessel should not support any other system components. Connections must be non-load
bearing.
Mount vessel using strap/saddle hardware provided and span recommended in the
engineering drawing.
Do not over tighten the straps – vessel must be allowed to expand under operation.
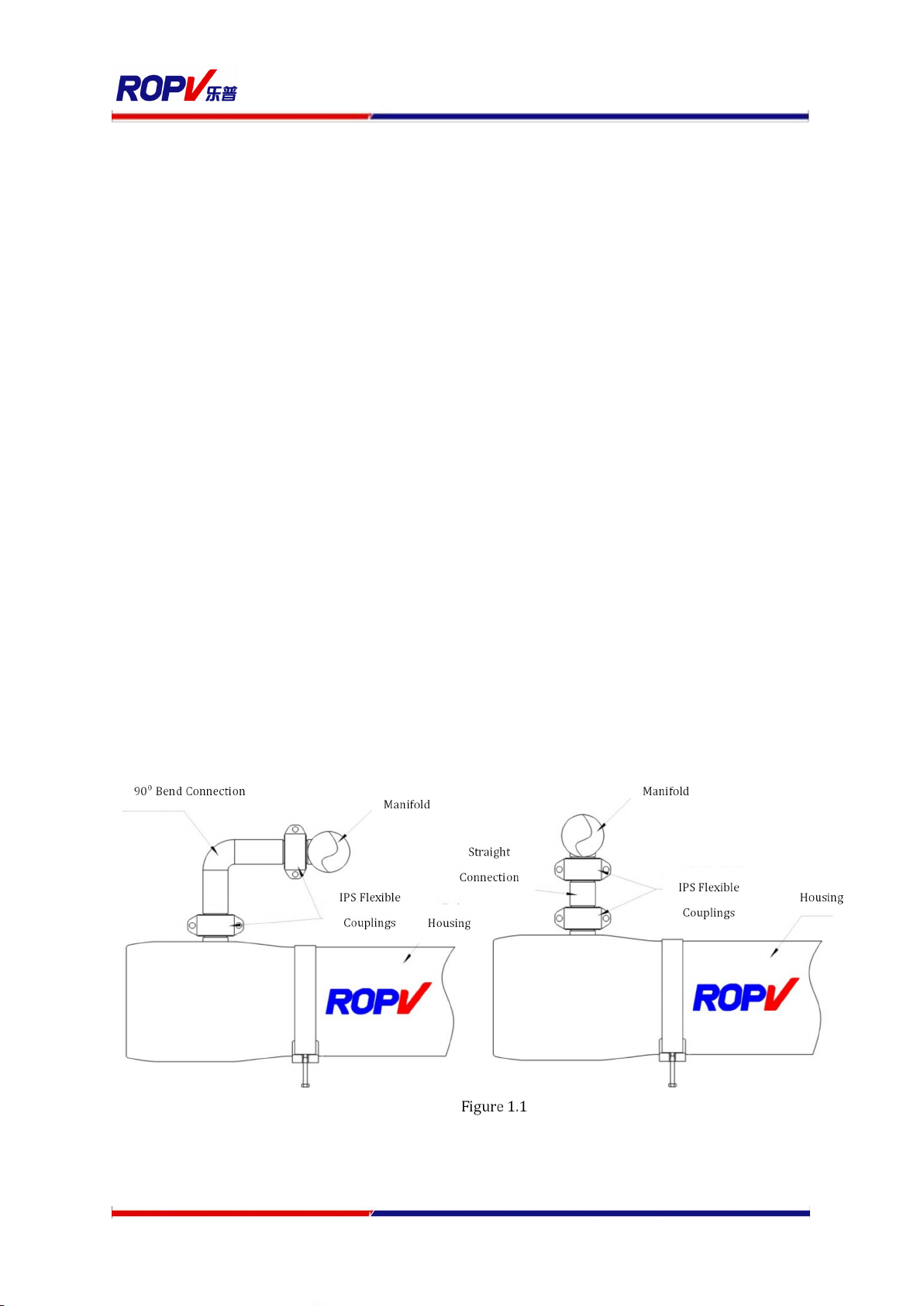
Maximize the connection flexibility to allow for vessel growth under pressure.
Align the side ports with the system manifold, correcting any misalignment before final
installation.
Provide overpressure protection in the system safety devices.
Inspect end closures regularly for signs of corrosion. Immediate corrective action
and/or replacement are suggested in case of corrosion.
Thrust Ring must be installed at the downstream end of the vessel.