SFS intec isoweld3000 User manual
1
Version 1.03
isoweld™
3000
Original-Betriebsanleitung DE 4
Operating Instructions EN 25
Mode d’emploi FR 47
Istruzioni per l’uso IT 69
Manual de usario ES 91
Bruksanvisning NO 113
Instrukcja obsługi PL 135
Bedieningshandleiding FL 157
Betjeningsvejledning DK 179
Bedieningshandleiding NL 201
Pуководство по эксплуатации RU 223
Használati utasítás HU 245
Návod k obsluze CZ 267
Driftsinstruktioner SV 289
Käyttöohjeet FI 311

25
English
Table of contents
isoweld 3000 induction welding tool 26
Symbols used 27
Rating plate 28
Safety instructions 28
Special safety instructions 31
Danger areas 32
System components 33
Overview isoweld 3000 34
Standard items supplied 35
Description of function 35
Transport 35
Start-up 36
Calibration 38
Additional setting options 39
Test welding 39
Operation: welding 40
Checking the welding 42
Operation: working with the hand inductor 42
Technical data 42
Error messages 43
Disposal 44
Maintenance, service and warranty 44
Declaration of conformity 45
TM
TM

26
Identification
Type: isoweld
TM 3000
Manufacturer: SFS intec
Division Construction
Rosenbergsaustrasse 10
CH-9435 Heerbrugg
Switzerland
www.sfsintec.biz
Rating: see type plate
The induction welding tool of the isoweld
TM 3000 series has been designed and
assembled in Switzerland.
Responsible for documentation:
Daniel Gasser,
Product development
Preface
Purpose of the document
This document is written for skilled building operatives working in the field of flat roofs.
It is intended to instruct skilled operatives in how to work safely and efficiently with the
units (see the section on "Safety instructions").
Structure of the documentation
The documentation describes all the phases in the life of the tool from transport,
installation, operation, maintenance and servicing up to disposal.
This manual was drawn up taking into account the provisions of the EU Machinery
Directive 2006/42/EC, Annex I, Clause 1.7.4 "Instructions".
The original operating instructions were prepared in German.
isoweldTM 3000 induction welding tool
27
Indicates a hazardous situation. Death or severe permanent injury could result if the
situation is not avoided.
Indicates a potentially hazardous situation. Death or severe permanent injury could
result if the situation is not avoided.
Indicates a potentially hazardous situation. Slight or minor permanent injury could
result if the situation is not avoided.
DANGER!
WARNING!
CAUTION!
This symbol highlights hazard instructions that must be observed when
dealing with electrical equipment.
This symbol signals hazards that must be taken account of when working on
roofs.
This symbol signals hazards associated with crane transport.
This symbol signals risks for people who have a cardiac pacemaker.
This symbol makes clear the requirement to wear personal protective equip-
ment. Personal protective equipment always includes: safety glasses, safety
gloves, safety shoes, closely fitting working clothes as well as a belt and
safety rope. In every case the internal accident prevention requirements must
be observed.
The operating instructions must be read and understood before setting up or
using the tool. The instructions must be observed. Ask the responsible depart-
ment if the operating instructions are missing or if you do not understand
sections of the operating instructions.
This symbol signals hazards associated with magnetic fields.
This symbol highlights instructions that point out a fire hazard.
Instructions regarding additional important information.
Keep this document safe
These operating instructions are part of the product and must be kept with the
unit at all times. They must be available to the operator at all times.
Symbols used
28
Safety instructions
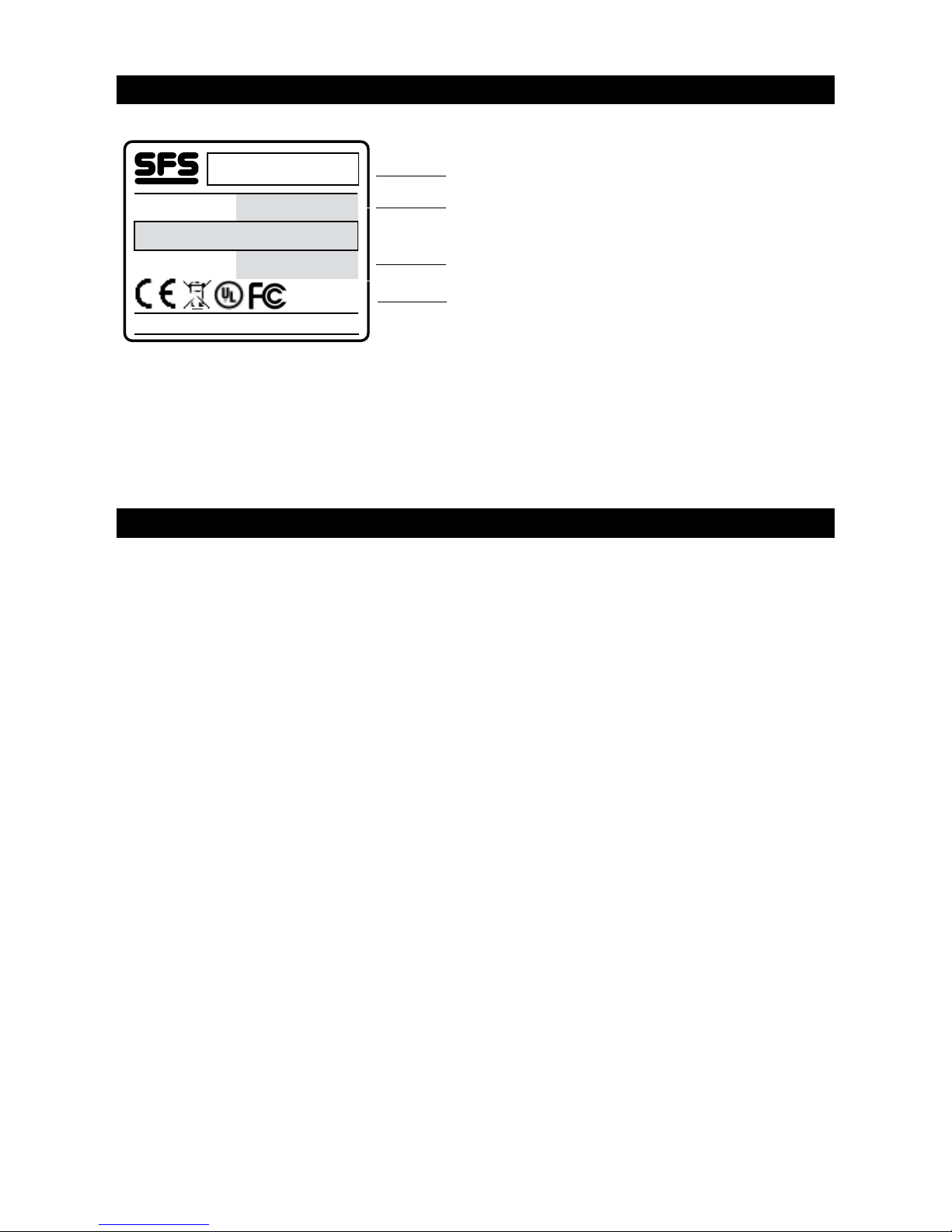
Rating plate
1 Machine type
2 Year of manufacture, serial number
3 Technical data
4 CE, UL, FCC marking
Protection rating
Meaning of general safety instructions
The general safety instructions in this section provide information on possible residual
hazards that are always present or that could occur unexpectedly, despite the correct
usage of the unit.
The safety instructions must be observed by all persons who work on or with the tool
to prevent physical injury, damage or harm to the environment. These persons are
therefore obliged to read, understand and observe the provisions of this section.
isoweld TM
3000
Built/Serial No.
Designed by SFS intec
Power unit
SFS intec AG CH-9435 Heerbrugg
2013/101
110/230V, 1500 W
IP44
1
2
3
4

29
Safety instructions
Meaning of specific safety instructions
For certain situations the applicable safety instructions are given at the relevant place
in the operating instructions. These instructions must be observed in order to prevent
physical injury, damage or harm to the environment.
Statutory requirements
In addition to the safety instructions in this operating manual, the statutory accident
prevention and environmental protection regulations applicable in the country of use
must be observed. Likewise the generally accepted rules for safety and working in a
technically correct manner must be observed.
Consequences of failure to observe the safety instructions
Failure to observe the safety instructions can lead to accidents with resultant physical
injury, damage or harm to the environment.
The manufacturer accepts no liability for injury or damage resulting from failure to
observe the safety instructions.
Intended use
The induction welding tool has been designed exclusively for the installation of roofing
membranes recommended by SFS intec on roofs.
Only fasteners, stress plates and sleeves approved for the tool and provided by
SFS intec may be used.The tool must be used within the limits defined in the
"Technical data" section.
Foreseeable misuse
• Starting to use the tool without instruction.
• Rendering the safety features inoperative and removing the warning labels.
• Working on roofs with a slope of more than 10°.
• Working backwards on roofs.
• Unsafeguarded or reckless working on roofs.
• Modifying the tool without the permission of the manufacturer.
• Using accessories or spare parts from another manufacturer without the permission
of SFS intec.
• In the case of misuse there is a risk of death or injury, damage to the tool and
damage to the material processed.
• It is not permitted to open the isoweld
TM 3000 induction welding tool under any
circumstances. Non-observance involves the risk of death or injury, damage to the
tool and damage to the processed material.
DANGER!
30
• Keep your workplace tidy. An untidy workplace increases the risk of
accident.
• Take account of environmental influences. Do not expose the induction
welding tool to rain. Do not use the induction welding tool in damp or wet
conditions. Ensure that you have good lighting. Do not use the induction
welding tool in the proximity of flammable liquids or gases.
• Never start the welding process while the supply cable is under the tool.
Ensure that the cable is far enough away from the inductor during the
work process.
• Keep children at a safe distance. Do not allow third parties to touch the
machine or the cable.
• Always wear the correct personal protective equipment when working.
Personal protective equipment includes: safety goggles, safety gloves,
safety shoes, closely fitting working clothes.
• Place the electric cable (supply cable) in a suitable location. Ensure that
it does not constitute a trip hazard and does not wear through. Regularly
check the electric cable, inductor cable and temperature cable for
damage.
• Always switch the tool off and remove the mains connector during
breaks or maintenance work. Do not leave the tool unattended.
• Use approved and appropriately labelled extension cables when working
outdoors.
• The induction welding tool and the hand magnets may have an effect
on the function of cardiac pacemakers and implanted defibrillators. It
is possible that cardiac pacemakers switch to test mode and cause
discomfort. It is possible that defibrillators cease to function. If you are
fitted with any such instruments, you must keep a minimum distance of
50 cm from the inductor (also hand inductor) and the magnets. You must
warn persons fitted with such instruments against coming too close to
the magnets and inductors.
• Do not hold any objects containing metal in the direct proximity of
the inductor (e.g. watches, jewellery, keys, mobile phones, hearing
equipment, implants etc.).
• Regularly check the tool for damage, and that it is functioning properly.
Use the tool only if it is functioning properly.
• Repairs may only be carried out by a specialist.
• When carrying out maintenance and service work, the power connection
to the tool must be disconnected.
• It is imperative to comply with the safety regulations in the respective
country.
• The functionality of this system is guaranteed when original fastener,
stress plate, sleeve and spare parts from SFS intec are used, and the
unit is operated in accordance with the operating instructions.
• The isoweld
TM stress plates become very hot due to the induction
process. There is a risk of burns when touching the stress plates
immediately following the welding process.
• Only use system components from SFS intec or approved by SFS intec.
Do not use any accessories or spare parts from other manufacturers
without approval by SFS intec.
Safety instructions
General safety instructions
31
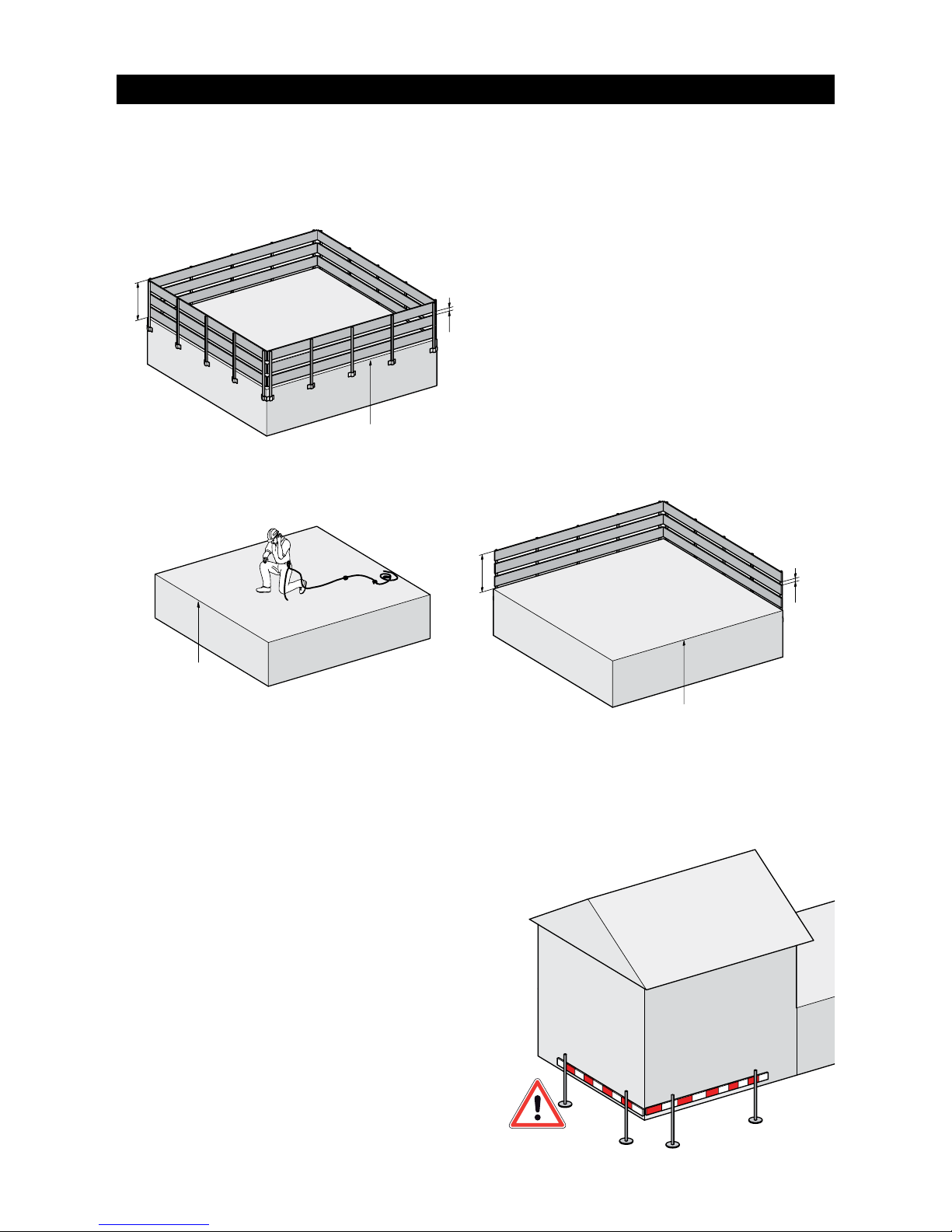
Special safety instructions
• When working on roofs with a slope of between 0 and 10° a guard rail must be
fixed at the edge of the roof.
• When the roof slope is more than 10° special safety devices must be employed.
• When the working height is more than 3 m above ground, appropriate fall prevention
measures must be employed.
• Fall prevention measures for work lasting less than 2 working days. In the case of
work that takes longer, proceed as described above.
>5 m
• Risk of falling through: beware of areas in the roof that are not structurally safe, e.g.
rooflights, tarpaulins etc. These areas must be appropriately marked and/or secured
with gangways.
• When working on roofs the entire risk area
on the ground must be cordoned off and
signed.
It is important to ensure that third parties
are not endangered by falling objects.
>3 m
max. 47 cm
100 cm
max. 47 cm
100 cm
>5 m

32
1 Fall hazard at roof edge
2 Fall hazard at step in roof
3 Break-through hazard, e.g. glass windows
4 Trip hazard from cable
Working position
Always work forward
Always work in a forward direction,
never backwards.
Danger areas
1
DANGER!
2
3
4
1
33
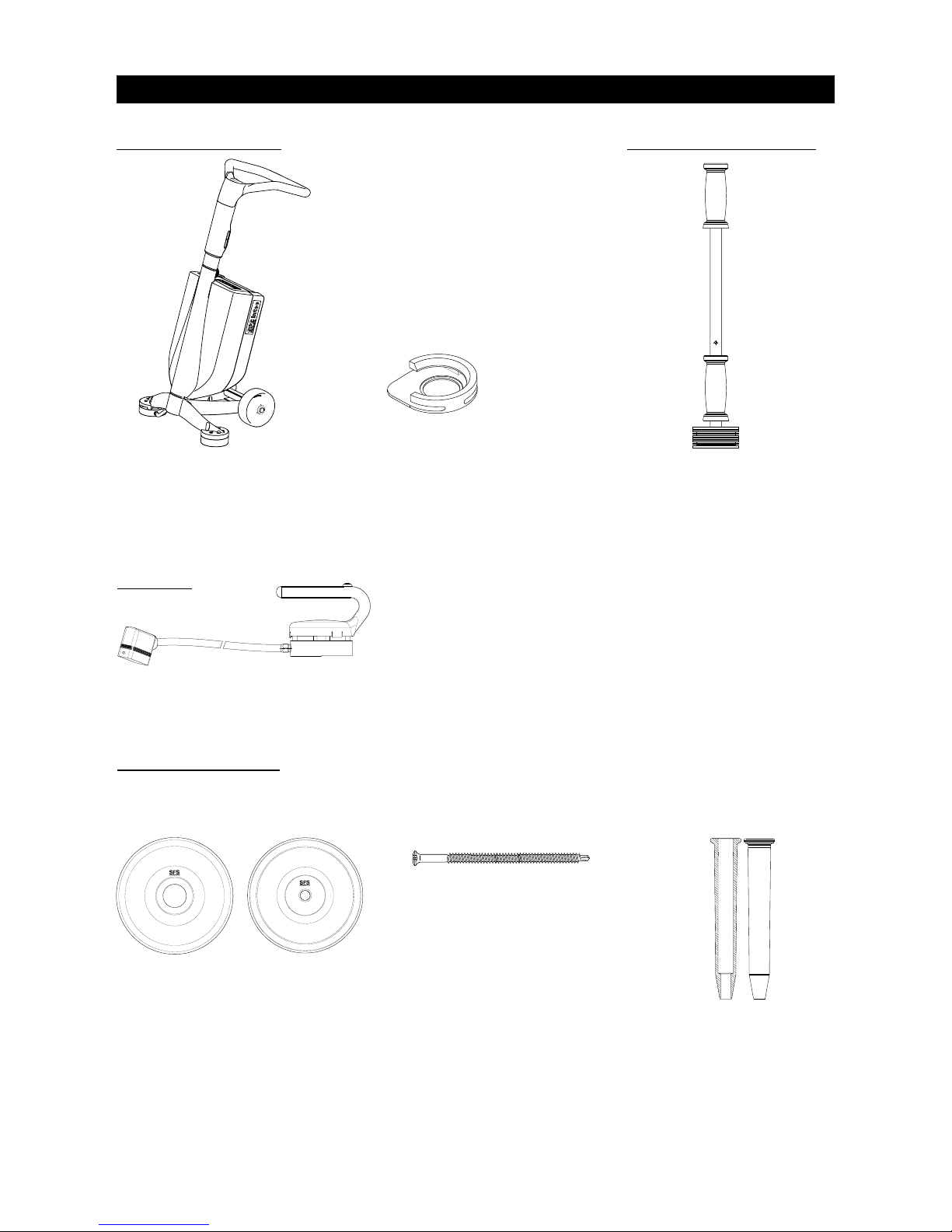
System components
Induction welding tool
isoweld TM 3000
Magnet
FI Magnet
BS-6.1xL TI-T25-6.3xL
BS-4.8xL TIA-T25-6.3
BS-S-6,1 LBS-T25-8.0xL
BS-S-4.8xL LBS-S-T25-8.0xL
TS-T25-6.0xL FB-S-T25xL
DT-4.8xL SBF-6.0xL
DT-S-4.8xL SBF-S-6.0xL
DT-6.3xL DF-#15xL FI-R-20xL
FI-P-6.8
for fastener
FI-P-16.0
for sleeve
Calibration template
isoweld TM
Included in delivery:
Fixing components:
Additional accessories:
Hand inductor
FI-H
Optional:
Fastener:Stress plate: Sleeve:

34
Overview isoweldTM 3000
4
1
2
1 Inductor
2 Start button
3 Cable holder
4 Handle
5 Clamping lever for height adjustment
6 Clamping lever for plug connection
7 Display
8 Generator
9 On/Off switch
10 Calibration template
11 Connector
1
2
11
Hand inductor, FI-H (optional)
5
7
9
8
6
3
Calibration template
10
11

35
Description of function
Transport
The isoweld
TM3000 induction welding tool has been designed for efficient welding of
waterproof membranes with metal stress plates. It is possible to use PVC and TPO
waterproof membranes.The tool has been designed as an upright unit and therefore
allows ergonomic work without excessive fatigue. As soon as the induction welding
tool has been placed over a metal stress plate, the welding process is triggered by
pressing the start button. The welding process ensures that the waterproof membrane
is connected to the stress plate. It is important that this connection is subsequently
weighed down with a magnet.
DANGER!
38Kg
Standard items supplied
Induction welding tool, complete
1 Induction welding tool isoweld
TM3000
1 Calibration template
1 Set of instruction material
5 Protective foils for inductor
1 Transport box
Falling load
Only lift the tool when it is in the closed transport container.
Never hang the transport container from its handles.
Instead, use the hook provided at the container (see photo).
38Kg

36
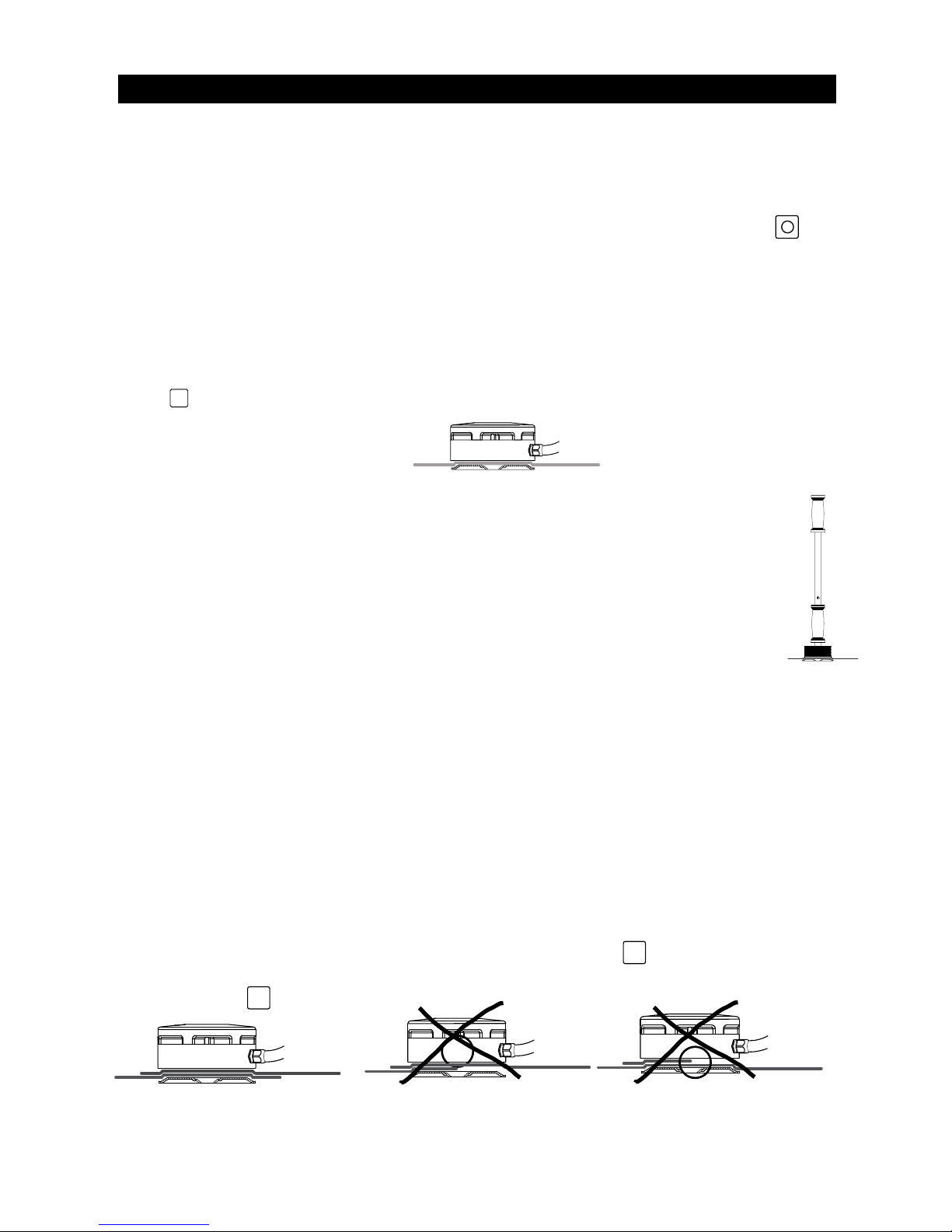
Start-up
After opening the container, the body of the unit
can be carefully lifted out. Then the handle of the
tool (see overview) is removed from the transport
box and carefully inserted into the tool.
1. Use fixing screw to secure the push-fit
connection.
Ensure that the connection is correctly
made.
2. Adjust the handle to an ergonomic
working height. For this purpose,
release the clamping lever at the upright
and adjust the height. Re-tighten the
clamping lever.
3. Connect the tool to a suitable power
source.
- the cable should not be too long
- suitable conductor cross section
- unroll extension cable
4. Operate mains switch to turn unit on.
5. The display shows the input screen.
The induction welding tool is delivered ready for operation ex-works.
Þ
Þ
Þ
4.
5.
1.
2.
The country-specific regulations must be observed.
3.
Þ

37
Start-up
Before working with the induction welding tool, the project parameters must
be entered into the display. The parameters required are the waterproof
membrane material and thickness. The following options are available:
For changing the settings, proceed as follows:
The position display is on the choice of the waterproof membrane material ( first line).
1. Press the button OK . ≥appears and flashes.
2. Press the button or press the button until the required waterproof membrane
material is displayed.
3. Confirm the selection by pressing the OK button. appears.
4. Press the button to go to the waterproof membrane thickness selection.
5. Press the OK button. ≥appears and flashes.
6. Press the or button to determine the waterproof membrane thickness.
7. Confirm the selection by pressing the OK button.
The parameters have now been set and stored.
Note: the settings (parameters) used last will be loaded. It is possible to either
adopt these settings or make new selections of the following settings.
Display examples
Waterproof
membrane
material
Waterproof membrane thickness (mm/mil)
PVC
TPO
0.9-1.1/35-44
1.2-1.4/45-59 1.5-1.7/60-69 1.8-2.0/70-79 2.1-2.3/80-90
38
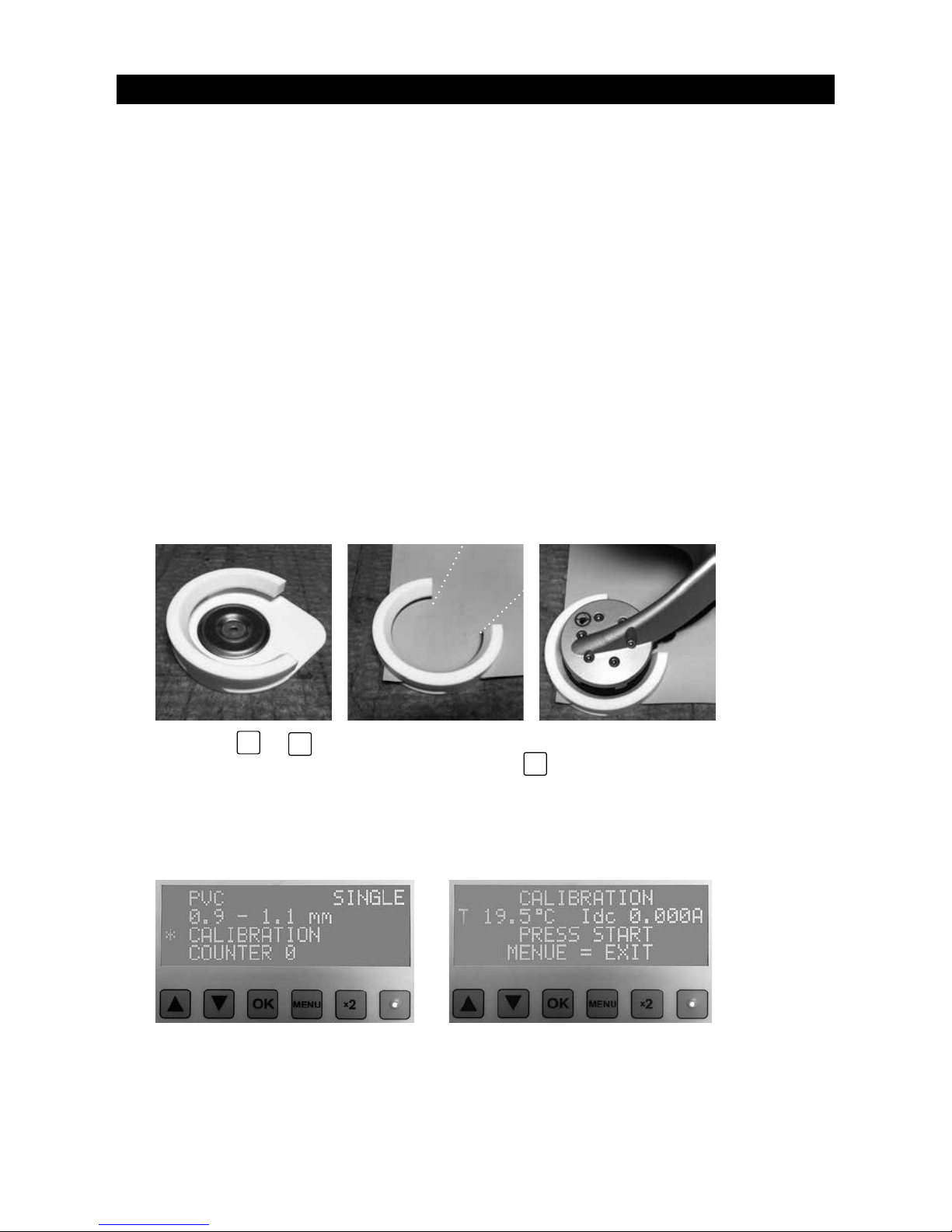
Calibration
Ensure that the project parameters are set correctly (waterproof membrane
material and thickness).
Only use material for calibration which has been defined for the current project.
Calibration process
1. Use the calibration template and place an isoweldTM plate into the recess provided
for it (A).
2. Push the calibration template on to the corner of the waterproof membrane (B).
3. Place the inductor into the calibration device and ensure that it is positioned cor-
rectly (C): the arm (D) to the inductor must be resting in the recess (E) provided.
4. Press the or button to move to CALIBRATION.
5. Start the calibration function by pressing the OK button.
6. You are now in the calibration program.
7. Press the start button (2).
8. The automatic calibration is completed when there is a beeping sound
for 1 second and the display returns to standard view.
The tool is now calibrated.
A B C
When should the tool be calibrated?
• every morning before starting work
• when moving to another building site
• when working with a different material (PVC instead of TPO or vice-versa, thinner or
thicker waterproof membrane)
• change from 110V to 230V or vice-versa
• change of generator (USA, CAN) or transformer (UK)
D
E
39
The tool is now ready for operation. (status display lights up green).
SFS intec recommends that a test weld be carried out
after calibration and before starting installation. Position
a stress plate on a level, heat-resistant base and place a
piece of the waterproof membrane to be used on it. Carry
out a test weld (see section on welding operation). Allow
the weld to cool down for at least 10 minutes. Try to
disengage the plate from the waterproof membrane with
the help of pliers. If the membrane offers a lot of resist-
ance or is destroyed in the process (after tearing off the stress plate), the weld has
been successful. Should the welded waterproof membrane not have sufficient
adhesion to the stress plate, you need to check the settings (parameters) at the
tool etc. For technical assistance, please contact your service provider. You will find
this at www.sfsintec.biz.
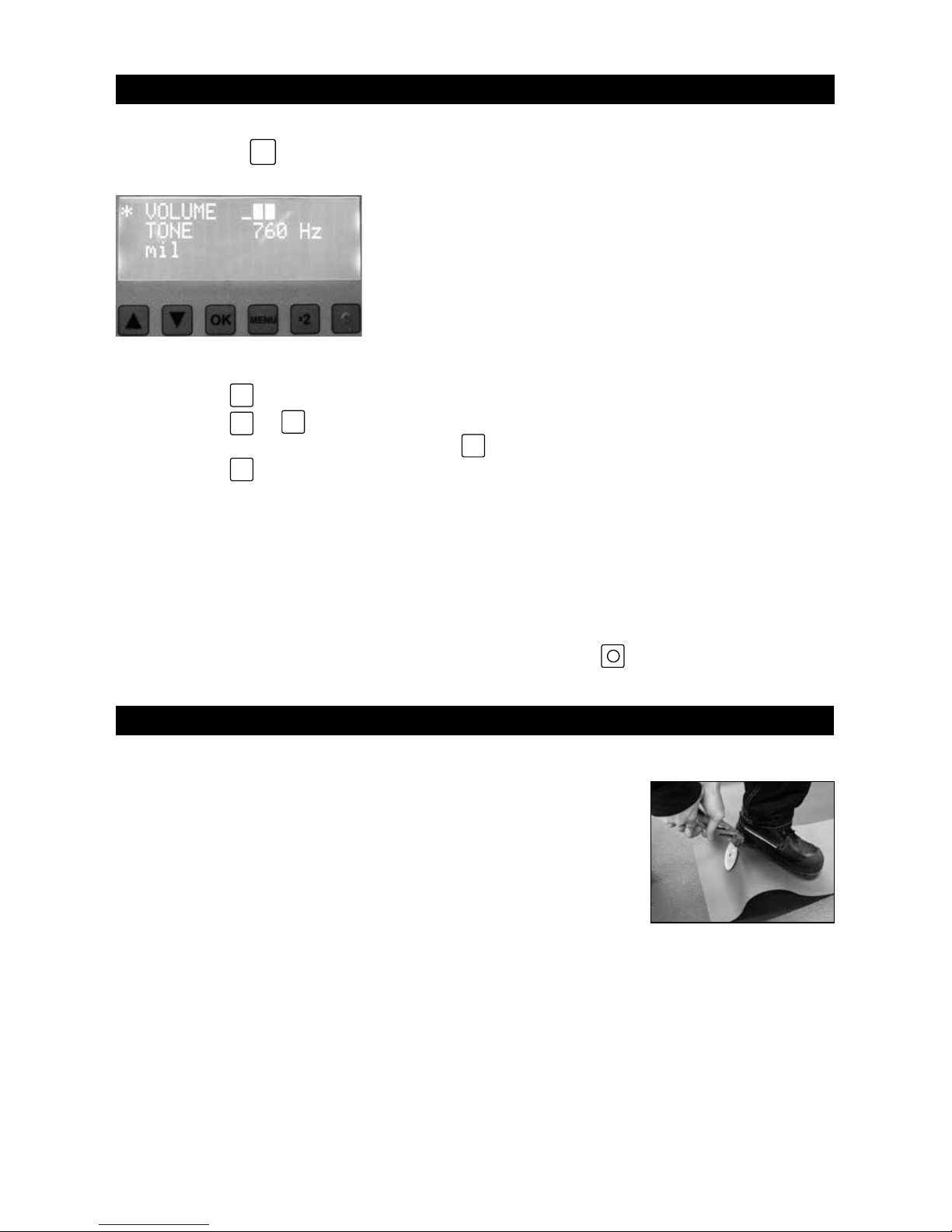
Additional setting options
By pressing the
Menu
button you can set the volume and tone of the signal sound and
the unit of measure (mm/mil).
1. Press the OK button. ≥appears and flashes.
2. Press the or button until the required volume is reached.
3. Confirm the selection by pressing the OK button. appears.
4. Press the button to move to the selection of tone or unit of measure.
5. If you want to change these too, repeat steps 1 to 3 accordingly.
6. Press the Menu button in order to return to the standard view.
The parameters have now been set and stored.
Test welding
To set one of these parameters, proceed as follows:
For example, the position display is on selection of
volume (*first line).
40
Operation: welding
Before carring out the welding, SFS intec recommends marking the position
of the stress plates on the top face of the waterproof membrane.
Danger of falling!
Careless working on the roof can lead to falls.
When working on a roof you must wear appropriate safety equipment. Never
use the tool backwards, but always in a forwards direction (see sections on
Hazards and Work position).
The induction welding tool and the hand magnets may have an effect on the
function of cardiac pacemakers and implanted defibrillators. It is possible
that cardiac pacemakers switch to test mode and cause discomfort. It is
possible that defibrillators cease to function. If you are fitted with any such
instruments, you must keep a minimum distance of 50 cm from the inductor
(also hand inductor) and the magnets. You must warn persons fitted with such
instruments against coming too close to the magnets and inductors.
DANGER!
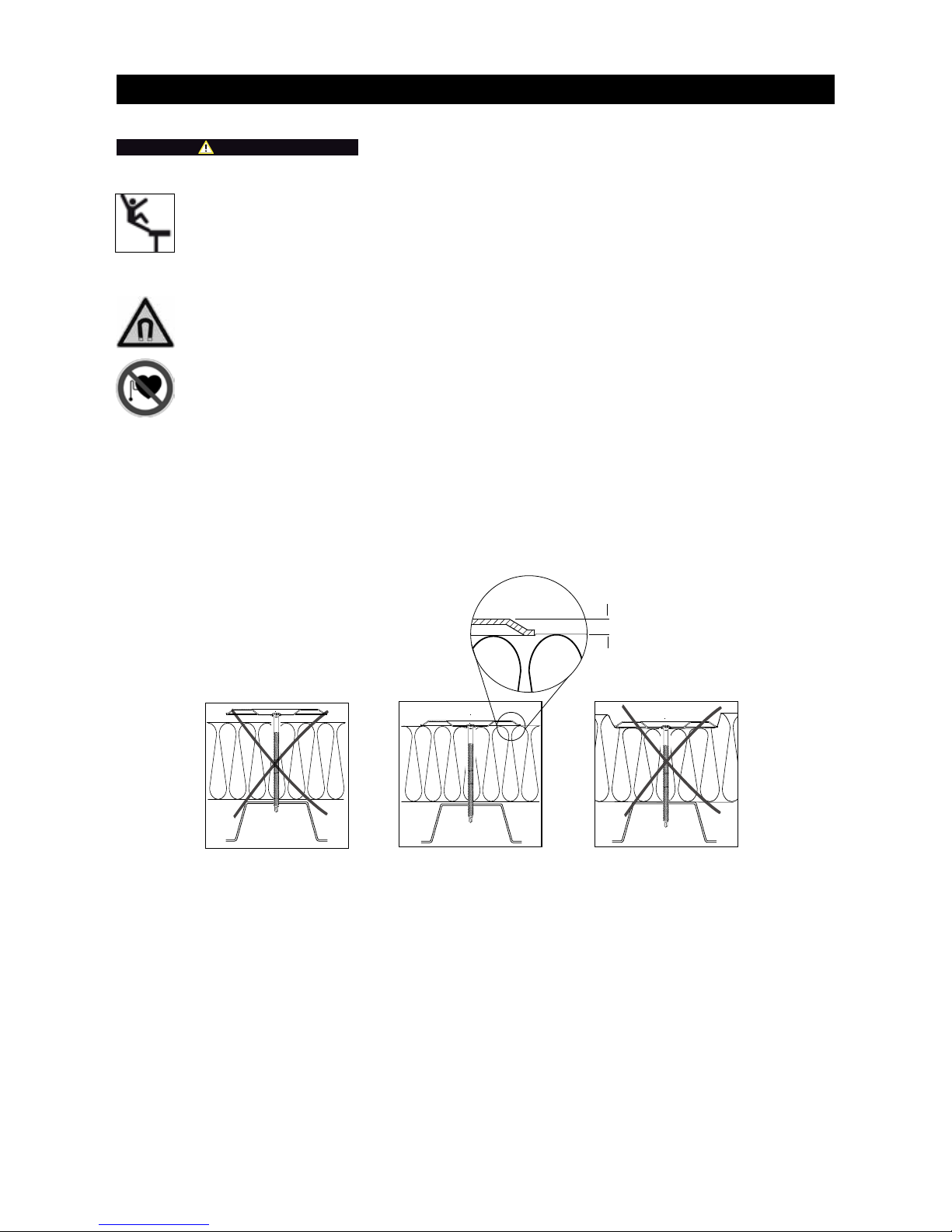
Before installing the waterproof membrane, SFS intec recommends that the
position of the plates on top of the insulation be checked. Should the height
of any stress plate be incorrect, the height needs to be corrected.
underdriven correct overdriven
min. 2 mm
41
1. Preparing the magnet.
2. Place inductor (1) on stress plate.
3. Press the start button on the handle (3).
a. If the unit has been placed correctly, which means that the cover is sufficient,
a continuous signal sound will be heard (1 second) and the status display
changes to orange. The welding process will start automatically.
b. If the unit is not correctly placed, i.e. the cover is insufficient, the inductor (1) has
to be moved until the position is correct (see Fig.1). As soon as the position is
correct, the welding process starts automatically.
c. The tool is equipped with an acoustic search mode which helps the user to posi-
tion the inductor precisely on the stress plate. The search mode is active for
max. 15 seconds. When the time limit has been exceeded, a failure signal sound
can be heard (2 seconds). In this case, acknowledge the signal by pressing the
OK button, allow the stress plate to cool down and restart the welding process
(step 1 and subsequent steps).
4. The welding process takes approx. 3 to 4 seconds and is terminated with a
double signal sound.
Caution: moving the tool before the welding process has been completed
will always result in an error message and a faulty weld!
5. After completing the welding process, move the tool from the weld and im-
mediately place a magnet on the welded point. Allow the magnet to remain
for at least 1 minute.The magnet ensures the necessary pressure and cool-
ing of the stress plate. It is an essential part of achieving a good weld!
The magnet must be placed within the first 3 seconds after terminating
the welding.
Check the underside of the magnet regularly and remove any metallic particles.
The magnet must not be rotated during or after positioning if there is contact
with the waterproof membrane. If this instruction is not followed, the waterproof
membrane may be damaged.
6. Move to the next plate position and repeat the search and welding process as
described in steps 1 to 5.
7. At the end of the welding work, switch off the tool at the main switch and then
disconnect from the mains.
Operation: welding
Fig. 1
Overlaps of waterproof membrane in the area of the stress plate should be
avoided. However, should this situation arise the special function of the welding tool
can be used. Instead of proceeding with normal welding, the x2 function key can be
pressed. Now proceed as steps 1 to 5.
Important: the x2 function will only remain active for one weld.
Full overlap Partial overlap Partial overlap
42
Operation: working with the hand inductor
Alternatively it is also possible to carry out welds with the hand
inductor (available as an option). This may be appropriate on roof
upstands, around rooflights, on shed roofs etc.
The hand inductor is controlled via the main tool and automatically
adopts all functions and settings from it!
1. Unplug the inductor from the main tool
2. Plug the hand inductor into the main tool (see Fig. 2).
3. Carry out calibration as described in the "Calibration" section.
4. For further steps, see "Operation: welding" section.
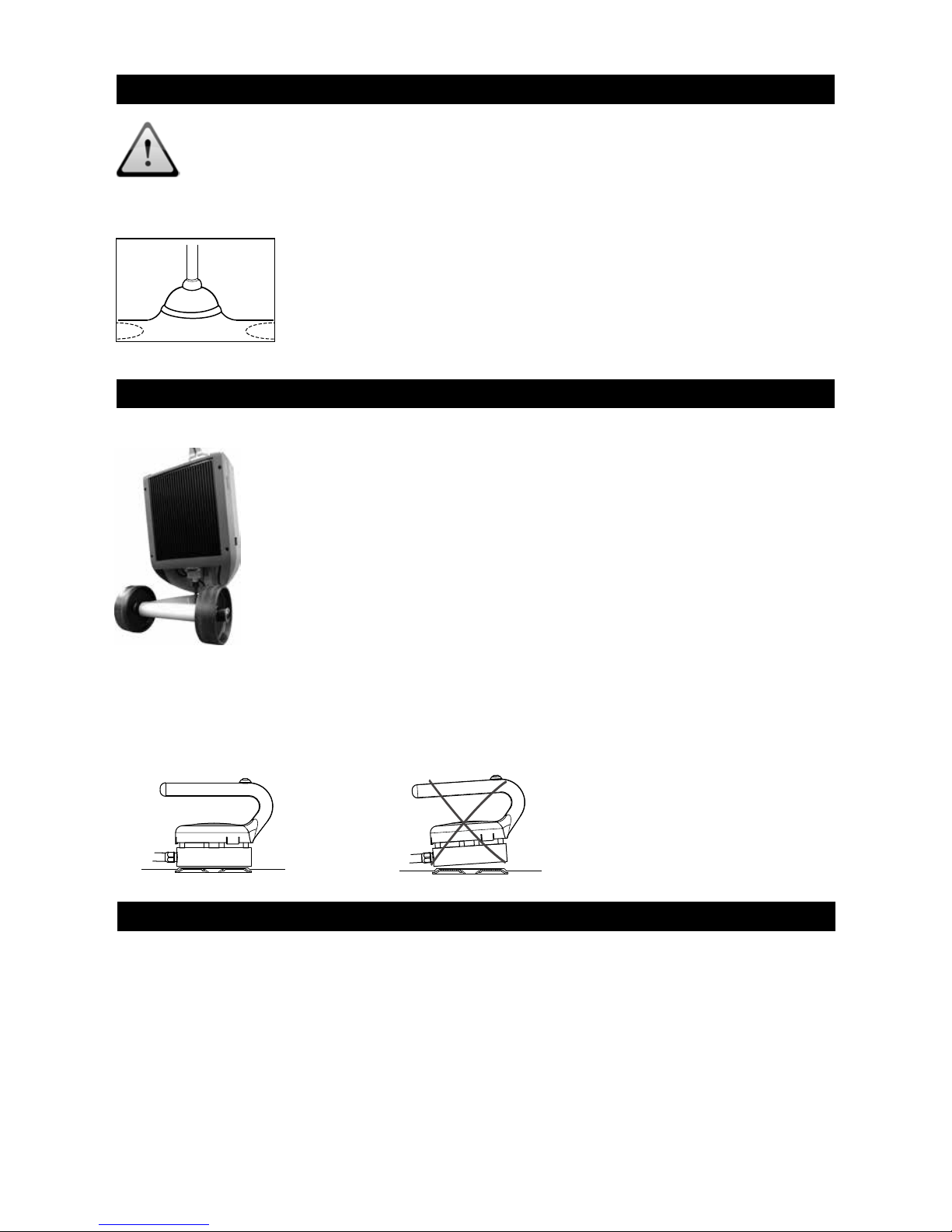
Checking the welding
If the correct parameters have been selected for the welding
and the recommended test weld has been successful with
positive results, and the instructions in the operating instructions
have been followed, no further checks of the operation are
necessary.
Should you be uncertain about whether some welds have
completed properly, SFS intec recommends testing with a com-
mercially available suction pad. Use the suction pad to try to lift
the waterproof membrane at the point in question. If this is pos-
sible, the weld has yet to be made.
Please note that the underside of the inductor must be positioned parallel to
the top face of the plate!
Fig. 2
Technical data
Tool dimensions:
Height: approx. 1100 mm (assembled)
Depth: 600 mm
Weight: 18.5 Kg (complete)
Induction generator:
Electrical connection: 110V / 230 V
Power consumption: 1500 Watt
Frequency: 50 Hz / 60 Hz
Dimensions of transport box:
L/W/H: 770 x 560 x 500 mm
Weight: 19.5 Kg
43
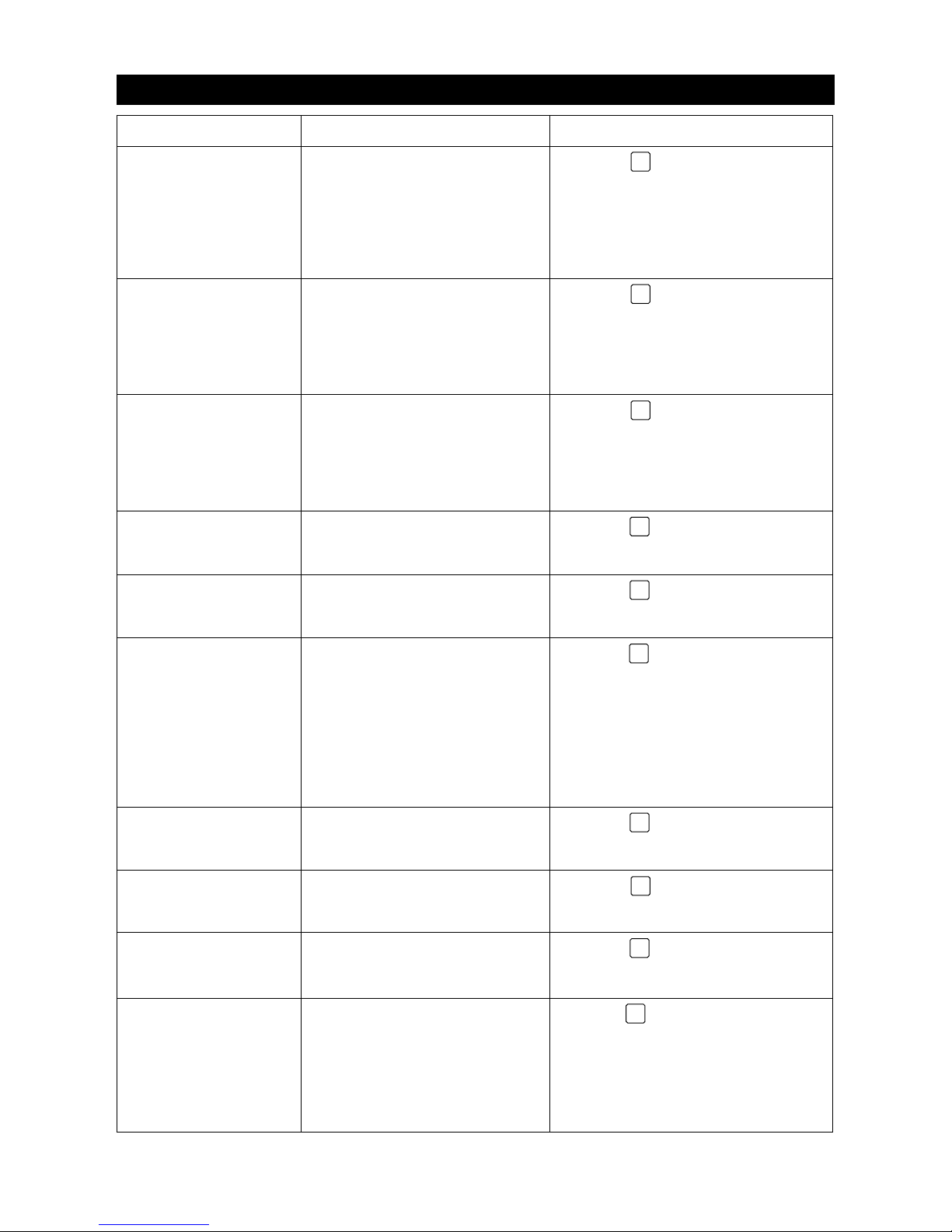
Error messages
Error message Cause Action
Error 01
voltage problem
Voltage supply is too low for
the tool Press the OK button.
• Choose an electricity circuit
with less load
• Reduce the length of the
supply cable
• Change the supply voltage to
230 V (GB, USA, CAN).
Error 02
overload Max. permitted inductor current
exceeded Press the OK button.
• Restart the welding process
• Should this error message be
displayed repeatedly, please
contact your SFS intec service
provider.
Error 03
system error System error Press the OK button.
• Restart the welding process
• Should this error message be
displayed repeatedly, please
contact your SFS intec service
provider.
Error 04
system too hot Tool has heated up too much Press the OK button.
Turn off the tool at the main switch
and allow to cool down.
Error 05
welding not complete Required welding temperature
not reached Press the OK button.
Allow the weld point to cool down
and restart welding process.
Error 06
no plate Max. search time exceeded Press the
OK
button.
• Check that there is a stress
plate
• Allow the weld point to cool
down and restart welding
process.
• Should this error message be
displayed several times, recali-
brate the tool.
Error 07
plate lost Inductor has been accidentally
moved during the welding pro-
cess
Press the OK button.
Allow the weld point to cool down
and restart welding process.
Error 08
temperature sensor Temperature sensor defective Press the OK button.
Contact your SFS intec service
provider.
Error 09
no calibration The program used has not been
calibrated Press the OK button.
Calibrate the tool in accordance with
the "Calibration" section.
Error 10
mains voltage Permissible input voltage too
low Press the OK button.
• Choose an electricity circuit with
less load
• Reduce the length of the supply
cable
• Change the supply voltage to
230 V (GB, USA, CAN).
Table of contents
Other SFS intec Welding System manuals

Popular Welding System manuals by other brands

Hobart Welding Products
Hobart Welding Products IronMan 275 owner's manual

CEVIK
CEVIK EVOMAX 200 instruction manual

Migatronic
Migatronic OMEGA2 300 user guide

Lincoln Electric
Lincoln Electric MAXsa 22 Operator's manual

ESAB
ESAB PCM-750i instruction manual

EWM
EWM Taurus 355 Synergic S LP MM TKM operating instructions







Michigan Welding
Michigan Welding ARCTIG140 operating instructions

widos
widos 4900 Working Instructions Translation

Parweld
Parweld XTM 304C Operator's manual

Weco
Weco Cruiser 322AC/DC instruction manual

Hobart Welding Products
Hobart Welding Products Stickmate 160i owner's manual

Lincoln Electric
Lincoln Electric POWER WAVE IM718 Operator's manual