SKYSHL SS413F Series User manual

Shenzhen SKYSHL Technology Co.,Ltd.
Version:V2020.08

CATALOGUE
1.
Overview
……………………………………………… 1
2.Product specifications ………………………………… 1
3.Main components of fusion splicer……………………… 3
4.Common Operating Interface Description ……………… 5
5.Power supply ………………………………………… 6
6.Cleaning operation before splicing ……………………… 8
7.Regular maintenance…………………………………… 9
8.Basic Splicing Procedures …………………………… 11
9.
ARC Calibration
…………………………………… 14
10.
Manually adjust the fiber position
……………………15
11.Cutting Length of Optical Fiber……………………… 18
12.
Common troubleshooting
…………………………… 18
Appendix A:Warranty period and conditions ……………20
Overview
1.
Thank you for choosing our products. This operation outline mainly
introduces the product performance, basic operation steps and maintenance of
optical fiber fusion machine, which is newly produced by our company.
The machine adopts a high-speed image processing technology and special
precision positioning technology. The whole processes of fiber fusion splicing
can be automatically completed within 9 seconds. Provided with TFT color
LCD display, the screen is protected by high strength protective
panel. User-friendly graphical interface is convenient for efficient and
quick operation by the user. High performance battery can realize online
charging continuously in the work, to get a longer battery life. No manual arc
calibration operation is needed.
The machine has real time splice arc control and correction functions. In
extreme environment, the machine can also effectively ensure the splice
quality of optical fiber. The machine is featured with fast splice speed, less
splice loss, light weight, portable, applicable to backbone network,
metropolitan network and FTTH project. In order to complete accurately the
splice operation, please read carefully this user's manual.
(SS413F Video: youtu.be/llfhWtie48c)
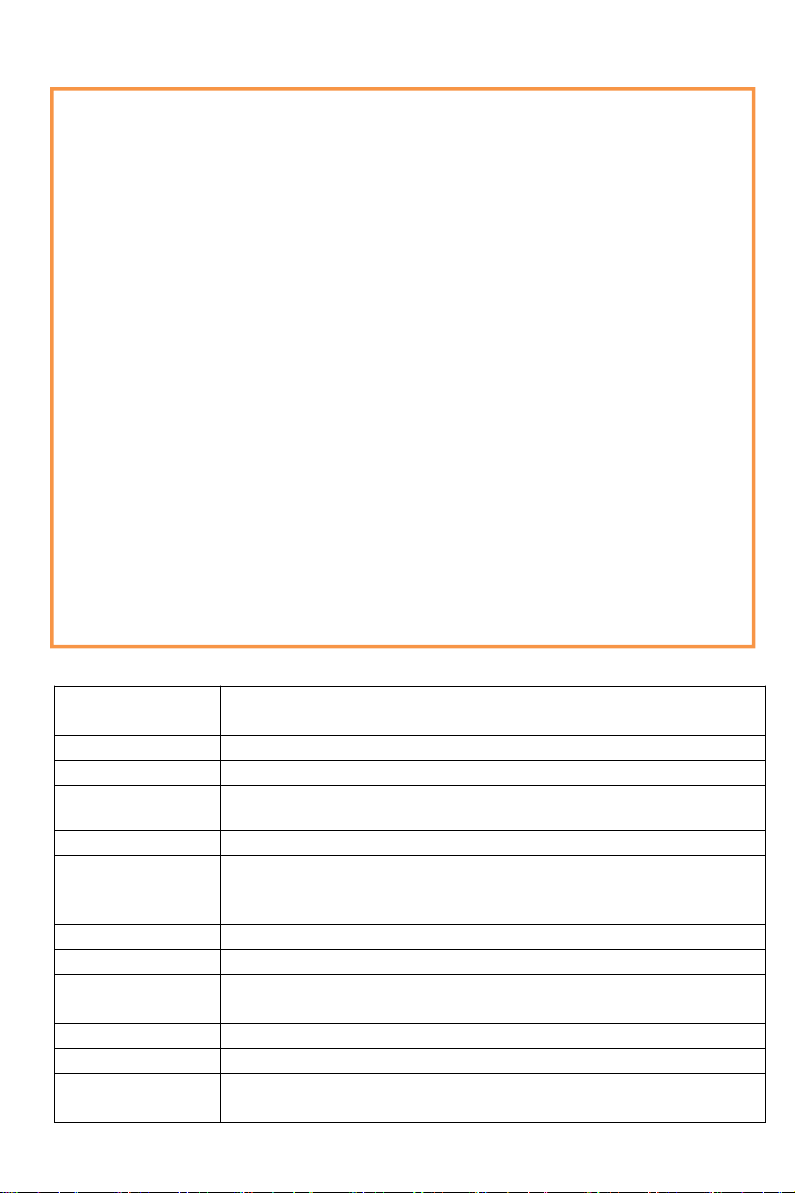
2.
Product specifications
1
Applicable optical
fibers
SM (G.652 & G.657), MM (G.651), DS (G.653), NZDS (G.655) and
user-defined optical fibers
Splice loss
0.02dB (SM),0.01dB (MM),0.04dB(DS/NZDS)
Return loss
Better than 60dB
Control
technology
Real time splice arc control and correction; Self adaptive in working
environment scope; Electrode oxidation self adaptive.
Splicing time
≤9 seconds (standard SM).
Heat time★
≤25 seconds (The Heat time can be set and the heater temperature can be
adjusted.); Fast heat
function, functions of automatic or manual heating selection.
Splicing function
Step-by-step splicing or automatic splicing optional
Fiber alignment
Fine alignment, fiber core alignment, clad alignment, manual alignment
Fiber diameter
Cladding diameter 80 ~ 150μm,
Coating diameter 100 ~ 1000μm
Cleave length
Coating less than 250μm: 5 ~ 16 mm; Coating 250 ~ 1000μm: 16 mm.
Tension test
Standard 2N (optional)
Magnification
times★
320 times (X-axis or Y-axis);
160 times (X-axis and Y-axis).
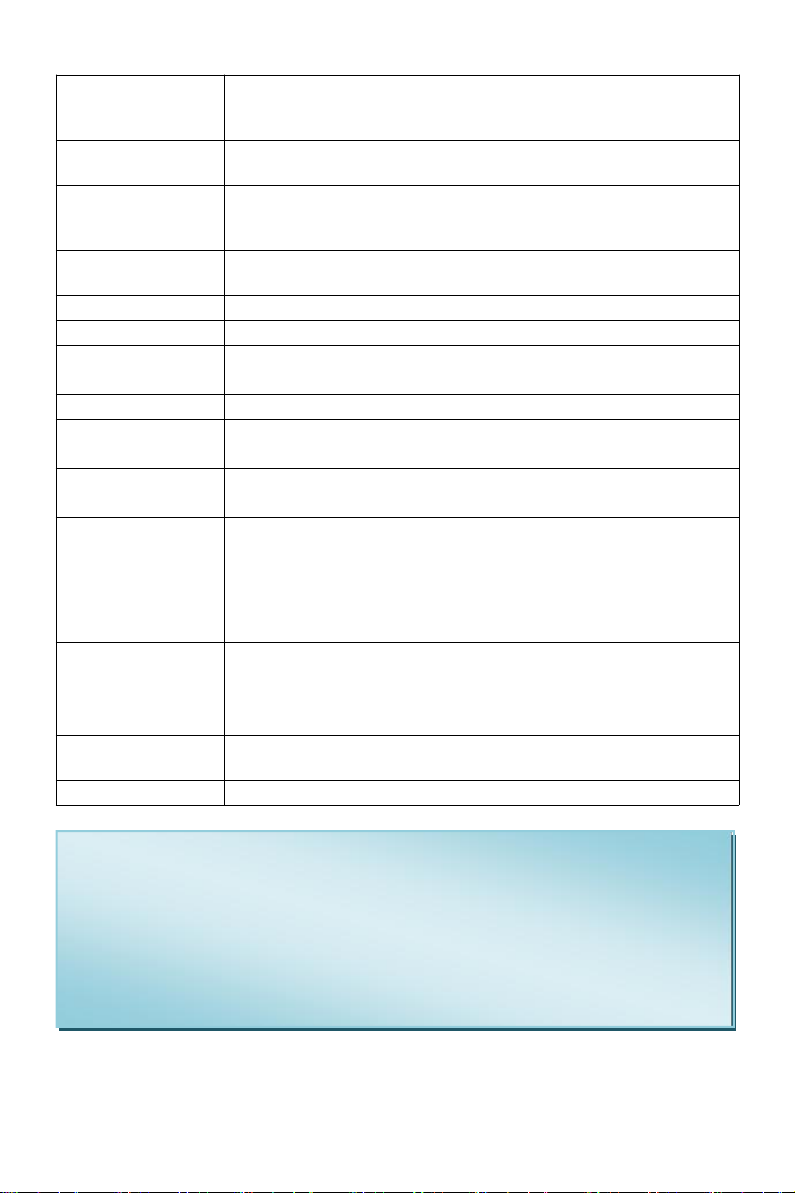
2
Remarks:
①The technical data in the above table“★”are different for different
types of products.
②Detailed technical indicators of the product should be consulted and
obtained with the sales staff of the company.
Fiber clamp
Multifunctional clamp is applicable to bare fiber, tail fiber, jumper,
covered fiber and stealth fiber. The clamp meets the requirement of
industry standard FTTH fusion quick splicer.
Heat-shrink sleeve
60mm/40mm/20mm and a series of micro- shrink sleeves (some
features are optional)
Display
★
Provided with TFT color 4.3 LCD display. The screen is protected by
high strength protective panel. Contents (image) can be flipped, easy
for two-way operation.
External Interface
USB2.0 Interface: convenient data download, USB flash disk
upgrade software.
Splicing mode
100 groups user mode, 53 groups factory mode.
Heater mode
40 groups user mode, 11 groups factory mode.
Connection storage
Built-in memory is capable to save latest 10000 splices.
Store 100 groups of splice images (X, Y fiber splicing images).
Electrode life
> 5500 times (times of arc).
Lithium battery
★
Continuous splicing, heating more than 350 times (typical
environment).
Power saving
function
In “Power Save Mode" Under typical
circumstances can save 15% battery power
Power supply
★
Lithium battery provides 12.5V power (charging in 10.8V) and can
be charged continuously when the splicer works. When the charging
time 3.5, the battery charging times are not less than 300 times.
(Charging) Power adapter: Input AC100-240V 50/60HZ, Output
DC13.5V/4.8A. The present power mode can be identified, real-time
monitoring the present battery capacity.
Work environment
Operating environment: -10~+50℃; Storage temperature:- 40 ~ +
60℃;Humidity: <95% RH
(non-condensing); Operating altitude: 0 ~5000m
Maximum wind speed: 15m / s.
External
dimension★
133(Length)*163(Width)*140(Height)
Weight ★
1.6 kg (Batteries not included)
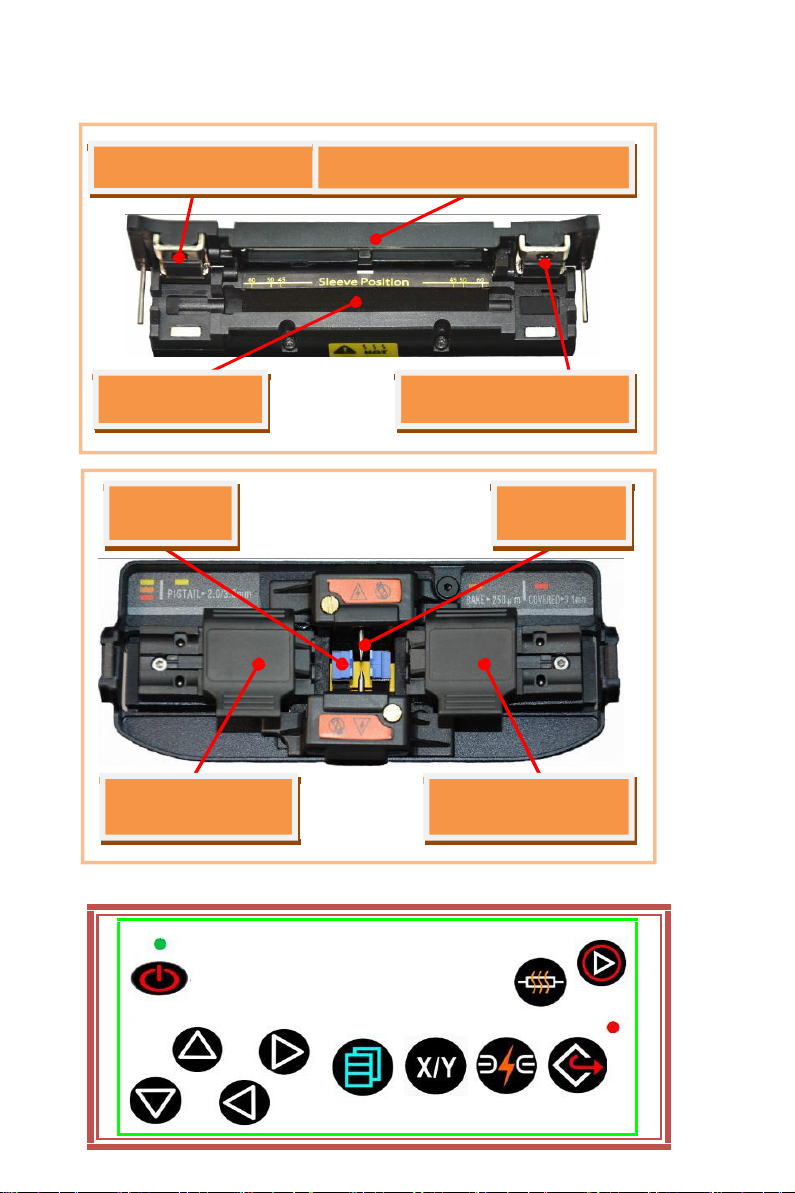
3.Main components of fusion splicer
3.1 Name of main components of fusion splicer
Left fiber clamp
Heating groove
Heater right press plate
Heater transparent window cover
Heater left press plate
3.2 Descriptions of the keypad of fusion splicer
Right fiber clamp
V-groove
Electrode
3

Buttons of keypad I Buttons of keypad II
Remarks:
①Keypad layout is different for different model fusion splicer of this series, each
button mark and their functions are listed in the table above.
②The "blue" text on the table above is the button functional description of
keyboard Ⅱ.
Boutton
Readiness
Manual mode
Automatic
mode
Parameters menu
Power switch
Power switch
Power switch
Power switch
Moving cursor
Upward movement of fiber
Invalid
Increasing the amount of
parameters/moving cursor
Downward movement of
fiber
Invalid
Reducing the amount of
parameters/moving cursor
Leftward movement of fiber
Invalid
Reducing the amount of
parameters/moving cursor
Rightward movement of
fiber
Invalid
Increasing the amount of
parameters/moving cursor
Invalid
Return to readiness screen
Return to
readiness
screen
Return to higher level menu
screen
Invalid
Invalid
Invalid
Confirming option
function/Parameter modification
Enter splice
mode menu
Open the function to move
motor by buttons at pause
Invalid
Enter lower level menu
/operation screen
Start splicing
Continue forward
/Start splicing
Start splicing
Invalid
Start splicing
Continue forward
/Start splicinge
Start splicing
Confirming option
function/Parameter modification
Invalid
Motor reset
Motor reset
Invalid
Invalid
Motor reset/Return to higher
level menu
Motor
reset/Return to
higher level
menu
Return to standby screen/Higher
level menu
Heater Switch
Heater Switch
Heater Switch
Heater Switch
Invalid
Next step / arc
Invalid
Invalid
4
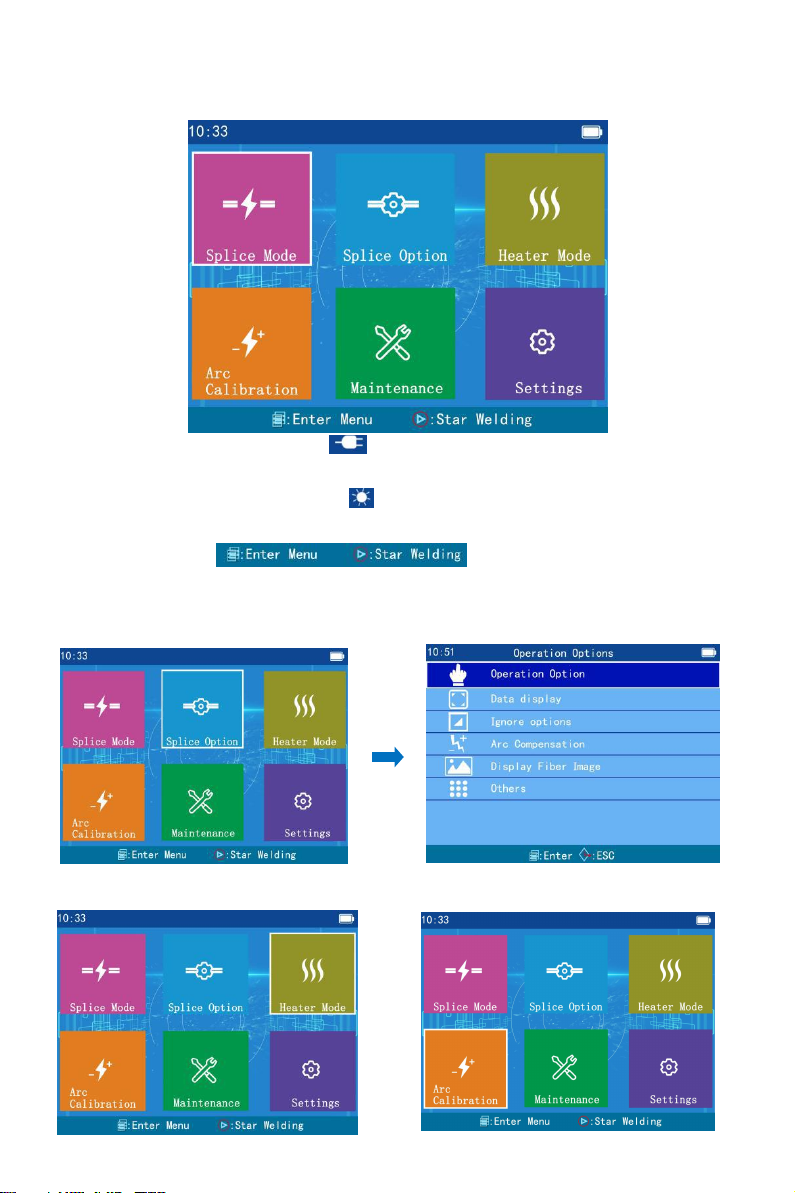
4. Common Operating Interface Description
●Top right corner of the screen :Indicating "Heater" is "warming up" at
current.
●Bottom of screen :Indicating "Keypad operation"
on current screen.
4.3【Heater mode】 4.4【Arc Calibration】
4.2【Splice options】4.2.1【Operation Options】
●Top right corner of the screen :Indicating the present power supply mode of
"power adapter".
4.1 Standby Interface of fusion splicer (Level 1 Menu)
5

5.1 Starting up:
Hold down button;
When the LED indicator on the keypad is changed to green,release button.
5.2 Shutdown:
Hold down button. After the LED indicator on the keypad is changed
from green to red, release button.
5.3. Power supply
5.3.1 Power adapter power supply(no need to install lithium batteries)
Adapter AC input
●Only AC power cord attached to the adapter is used, and
the input voltage is AC100-240V 50-60HZ.
●The grounding terminal of AC power line input must be grounded
effectively。
Adapter DC output
●Use only the DC power cord attached to the adapter.
●Output voltage: DC13.5V 4.8A
●Insert DC power cord into the "POWER INPUT" port at the bottom of
splicer. The splicer supplies power to the adapter.
4.5【Maintenance】 4.6【Settings】
5. Power supply
6

②Different battery configurations correspond to different charging modes.
●Use only AC power cord attached to the adapter, input voltage:AC100-
240V 50/60HZ.
●The grounding terminal of AC power line input must be grounded
effectively.
●Insert DC power cord attached to adapter "POWER INPUT" at the
bottom of splicer Input port, the splicer will start one charging process of
secondary lithium batteries.
Charging of batteries
●Charging indicator lamp is red; after charging, Charging indicator Lamp
Turn green.
●When the power is off, the charging time is up to 3hours, 30minutes,
40minutes and the battery is surplus. The amount of capacity determines
the length of charging time.
Battery maintenance
●Please store lithium batteries in a cool, dry and safe environment.
●Do not place the lithium battery near high temperature, flammable and
explosive gases or liquids.
●If the lithium battery needs to be stored for a long time (more than one
month), it is recommended to charge it to 40%-60%, and the storage time
should be charged 1 to 2 times a month.
5.3.2 Lithium battery power supply
①The random lithium batteries are correctly connected to the bottom of the
splicer (power module), that is to realize the power supply of lithium
batteries in the splicer.
7
●Please use the special charger provided by our company for the lithium
battery.
●Do not short circuit the positive and negative electrodes of the lithium
battery, otherwise it will cause burns and explosion.
●Please use the standard lithium battery supplied by SKYSHL for the fusion
splicer, please do not use other lithium batteries not supplied by our
company.
●Do not disassemble the lithium battery privately.
●Do not hit the lithium battery strongly.
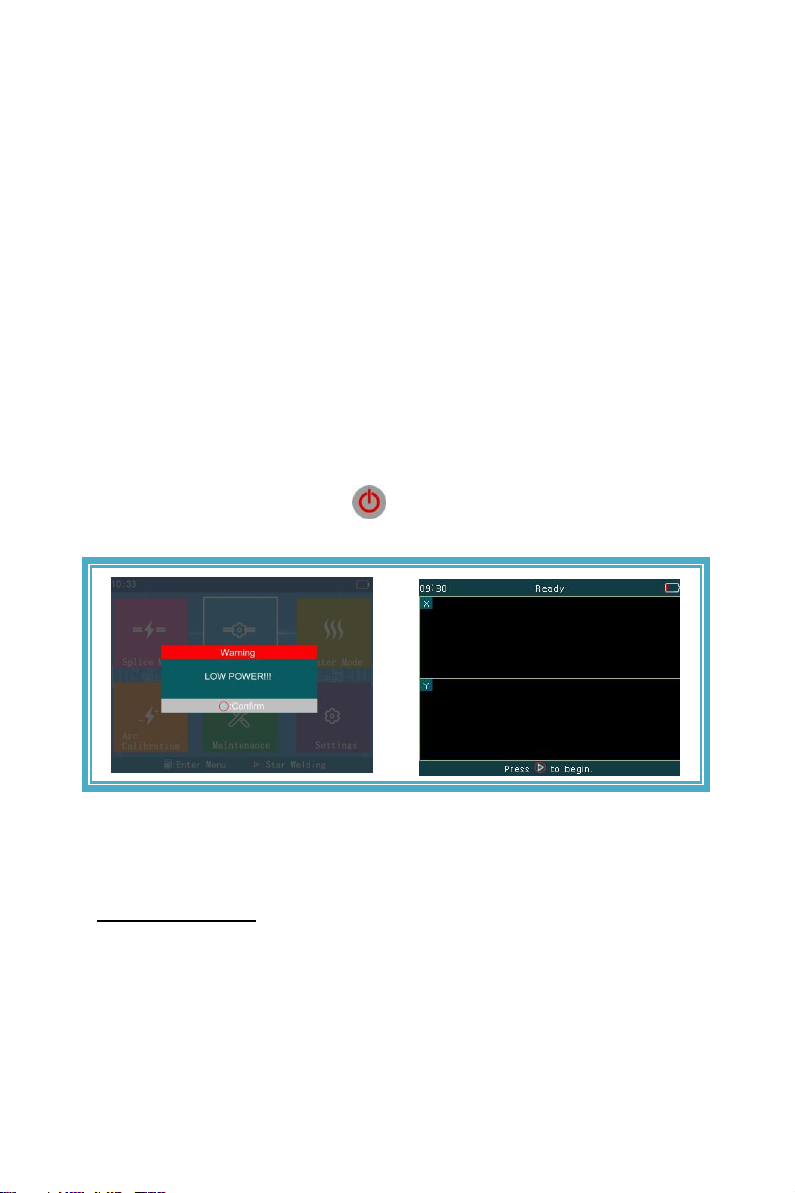
5.3.3 Low voltage alarm (battery-powered)
This model fusion splicer has "low voltage alarm" function.When the
lithium battery (group) power is below a certain value,the fusion splicer
screen will show "low battery!!!" warning window as shown below. At
this point, the user should promptly use the power adapter or charge the
lithium battery, or hold down button to turn off the fusion splicer.
Otherwise, it will shut down automatically after about 30 seconds.
6. Cleaning operation before fusion
Cleaning V-groove(Youtube Video:https://youtu.be/P6qsIM3S-D4)
Clean the bottom of the V-groove with a wet cotton swab dipped in
absolute ethanol. Use a dry cotton swab to absorb the residual anhydrous ethanol
in the V-shaped tank. Use a clean, cut, fiber-optic end to remove dirt.
8

The mirror and objective lens are dusty after a long time without routine
maintenance, resulting in whitening and fuzzy black-clad of fiber image.
<1> Before cleaning the lens, first turn off the power of the fusion
splicer.
<2> Roll specific lens paper into a stick, fold and tear out, then clean the
mirror, objective lens surface with the rough edge of the stick.
7. Regular maintenance
Cleaning objective lens(SS413F has no mirror, only camera)
In routine maintenance, the ear syringe may be used for blowing off the
dust from the surface of the mirror and the objective lens of the fusion splicer.
●When cleaning, be careful not to bump into or touch the electrode rod.
9
<3> When the lens paper cleaning is invalid and the objective lens surface
is free of visible dust particles, try to use a thin cotton swab dipped in a
little pure alcohol (99% and above) and wipe gently the lens surface. It
is recommended in principle not to use alcohol to clean the mirror
surface.
<4> Wipe the lens with a cotton swab from the middle of the lens and
make a circular motion up to the edges of the lens. Then wipe with a
clean dry swab the remaining alcohol. The objective lens surface
should be clean and free of dirt.
Replacement of electrode
Electrodes will be worn-out after long-term use, plus silicic
oxide accumulates on the tip, it also requires regular cleaning. It is
recommend to replace the electrode when the electrode rod exceeds its
service life. If the machine continues in service without changing the
electrode, it will increase splice loss and reduce the strength after fusion
splicing.
Use of lithium batteries
Lithium batteries must be charged in the ambient temperature range of
0~+40℃. The storage environment of lithium batteries for a long time
is: temperature -5 ~+35℃. humidity 65+20% RH, clean, dry and
ventilated.
●Incorrect use methods or undesirable chemical substances cleaning
objective lens can cause optical fiber imaging fuzzy damage the
equipment.
10

6.Use a fiber cleaver to cut the fiber
(make sure the end face after the cut is
flat)
5.Remove the fiber sheath and coating
and use alcohol to clean the fiber
11.Place the heat shrinkable sleeve in
the middle of the heater
10.Take out optical fiber
3.Cleaning coating or tight sleeve of
optical fibers
8.Close the windproof cover and begin
to fuse the optical fibers
2.Confrimation of splice and heater
mode
9.LCD screen observation of optical
fiber welding
11
7.Place optical fibers in V-groove of the
SS413F
8. Basic Fusion Procedures
(Youtube Video:https://youtu.be/A6uZtgps8Ok)
The end of the optical fiber is placed
between the V-groove edge and the center
of the electrode.
Electrode center
V groove edge
"Auto SM" fusion mode is
Recommended for SM(G.652&
G.657)." Standard 60mm ” heater
mode is recommended for the length
of protective casing is 60mm.
4.Putting Optical Fiber into thermal
shrinkage protection casing
1.Turn on the power of the SS413F
Because the fiber is very fragile, do not
touch other objects with the end face of
the cut fiber.

15.Complete
13.Move the fiber to place the weld point in the
middle of the heat shrink tube.
14.Close the heater cover and start heating
12.Place the weld point of the fiber in the
center of the heat shrink tube.
The 900um tail
fiber is connected
with the leather
cable.
250μm bare fiber is
connected with 250
μm bare fiber.
①Open the wind cover and wait for the automatic reset of the fusion
splicer until the machine is at readiness status.
②Put respectively the prepared fibers into The bottom of left and
right V grooves of the fusion splicer.
③When the windproof cover is closed, the splicer will
automatically complete fusion between the following different kinds of
optical fibers.
●The application of different types of fibers in FTTH projects:
12
Splicing point

13
SOC hot splicing:
The clamp must meet the industry standard
FTTH hot melt quick connector. 【Need a
SOC fiber fixing clip (optional)】
the leather cable is connected with
the leather cable.
250μm bare fiber is connected
with the leather cable.

14
<2>Place two optical fibers in the fusion splicer.
Both Arc Calibration Fibers and Splicing Fibers are made in exactly the same
way.
9. ARC Calibration ( Video: youtu.be/lBO6tsaLN5k)
Why do we need to do Arc Calibration?
When the fiber optic material, altitude, climate, temperature, humidity,
electrode condition and other factors change greatly, it may lead to increased
splicing loss of the l splicer; Arc calibration can effectively reduce the splicing
loss.It is recommended to do an ARC calibration before the first use after getting
the machine.
<1>Select “Arc Calibration” from the main menu page
<3>Closing the cover will automatically start the arc calibration.
<4>If “Step1: Arc Calibration Not Finished”or “Step2: Arc Calibration
Not Finished ”is displayed at the bottom of the screen, it indicates that the
calibration has failed. Please make two fibers again, then start Arc Calibration
again.

15
<2>Select 【Left Fiber】(Press and hold key to display positioning grid, hold
key to display menu, press and hold key to confirm selection); Press and hold
the button to move the fiber to the left position of the screen(As shown in figure
10.2.2).
<5>If it displays “Complete”, it means the calibration was successful.
Figure 10.2.1 Figure 10.2.2
9. Manually adjust the fiber position / Motor Calibration
(Video: youtu.be/u0oUbqNg77A)
Why do we need to adjust the position of the fiber?
Due to the dust on the construction site, the initial position of the motor
changed. When the fiber is welded, the motor stroke cannot reach the alignment
position, which leads to the wrong position of the fiber and welding cannot be
performed. After cleaning the dust in the V-groove, the fusion splicer still can not
be welded, so we need to manually adjust the position of the fiber to restore the
original position of the motor.
<1>Select 【Maintenance】-> 【Manufacture adjust 1】-> Enter the
password "1" (The button selects the characters and the button confirms
the entry).
Figure 10.1.1 Figure 10.1.2 Figure 10.1.3
16
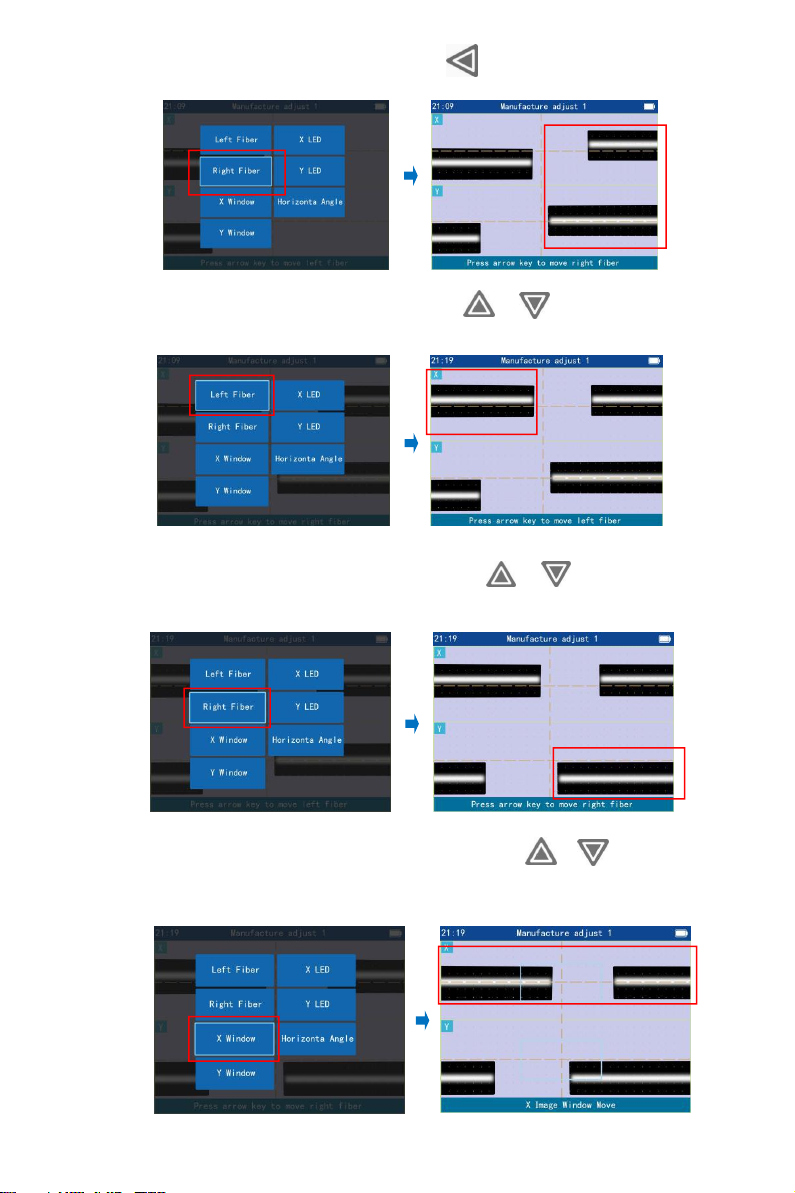
<3>Select 【Right Fiber】, Press and hold the button to move the fiber to the right
screen position(As shown in Figure10.3.2 ).
Figure 10.6.1 Figure 10.6.2
Figure 10.5.1 Figure 10.5.2
<6>Select【X Window】,and then press and hold the or to make the center
line of the fiber in the X window overlap the horizontal auxiliary line in the X
window(As shown in Figure10.6.2).
Figure 10.4.1 Figure 10.4.2
<5>Select 【Right fiber】and press and hold the or to align the left and right
fibers displayed in the Y window horizontally(As shown in Figure10.5.2 ).
<4>Select 【Left fiber】and press and hold the or to align the left and right
fibers displayed in the X window horizontally(As shown in Figure10.4.2 ).
Figure 10.3.1 Figure 10.3.2

<10>Press the button twice to exit calibration after calibration is complete.
17
Figure 10.8.1 Figure 10.8.2
<8>Select【X Window】, and then press the or key to overlap the center of
the gap between the left fiber and the right fiber in X Window with the vertical
auxiliary line(As shown in Figure10.8.2).
Figure 10.7.1 Figure 10.7.2
<7>Select【Y Window】,and then press and hold the or to make the center
line of the fiber in the Y window overlap the horizontal auxiliary line in the Y
window(As shown in Figure10.7.2).
Figure 10.9.1 Figure 10.9.2
<9>Select【Y Window】, and then press the or key to overlap the center of
the gap between the left fiber and the right fiber in Y Window with the vertical
auxiliary line(As shown in Figure10.9.2).

11. Cutting Length of Optical Fiber
optique
12. Common troubleshooting
Phenomenon
Defect
Reason
Measures
Bubble
1.Dust on the end
of optical fibe. 2.
Condensation.
3.Poor end face
ofoptical fiber.
4.Arc intensity is
too low.
1.Clean the fiber.
2.Cut the end face of the fiber
again and make sure the end face
of the fiber is flat.
3.Replace with new electrodes.
4.Stable electrode.
(【Maintenance】->【Electrode】->【Stabilize
Electrode】)
Unfused
1.Too high
pre-arc intensity
2.Propulsion
speed is too slow
3.Advance
blocked
1.Do"arc calibration".
2. Stable electrode.
(【Maintenance】->【Electrode】->【Stabilize
Electrode】)
3. Clean V-groove.
Variable
diameter
18
Other manuals for SS413F Series
1
Table of contents
Popular Welding System manuals by other brands







Miller
Miller PowCon Arc Stud 625 owner's manual

Lincoln Electric
Lincoln Electric RANGER 405D operating manual

SAF
SAF SAFEX M 253 Safety instruction for use and maintenance

Jackle
Jackle maxiMIG 250 operating manual

Lincoln Electric
Lincoln Electric POWER MIG210S Operation manual

ESAB
ESAB CUTMASTER A60 operating manual





