Soldatech ML175E User manual

TYPE:
ML175E
Manual 0420V1
MIG Lasapparaat Pagina 2
MIG Welder Page 19
ENG
NLD

2
1.
2.
3.
4.
5.
6.
7.
8.
9.
3
4
6
8
11
16
17
18
35
Algemeen
Veiligheidsinstructies
Technische gegevens
Installatie
Werking
Specificaties
Storingscodes
Garantie
EG-Verklaring
Inhoudsopgave Pagina
NLD

3
NLD
1. Algemeen
Belangrijk: Deze gebruikershandleiding toont u hoe u het MIG
lasapparaat installeert, bedient en onderhoudt. Lees deze
gebruikershandleiding aandachtig door en verminder het risico op
onzorgvuldig gebruik.
Fabrikant is niet verantwoordelijk voor ongelukken voortgekomen door
onjuist gebruik van het MIG lasapparaat.
Dit MIG lasapparaat mag alleen bediend en onderhouden worden door
daarvoor bevoegde personen.
Het ML175E MIG Lasapparaat is ontworpen om te worden gebruikt met de
geavanceerde IGBT (Insulated-gate bipolar transistor) en snelle hersteldiode
als belangrijkste controle- en overdracht component, en ondersteund
het speciale regelcircuit. Het is beschikbaar voor MIG (zowel met CO2-gas
afgeschermd lassen als met flux gevuld lassen) en stoklassen. Het gebruikt
een boog tussen de draad en het werkstuk als warmtebron om draad en
metaal te smelten, en stuurt vervolgens afgeschermd gas naar de laslocatie,
waardoor de smeltvijver en het metaal vrij zijn van luchterosie.
De draad vormt na het smelten lasnaadmetaal om de werkstukken met
elkaar te verbinden. Het gesmolten elektrodegas beschermt de lasnaad.
De kenmerken van ML175E MIG Lasapparaat zijn:
• Het MIG Lasapparaat is licht en draagbaar, hierdoor is het ideaal voor
veldwerk.
• Het lasapparaat is beschermd tegen oververhitting, overspanning,
onderspanning, overstroom enzovoort. Als de hoofdcompensatie niet
minder dan 15% bedraagt, kan deze toenemen terwijl de lasstroom
afneemt. Vanwege zijn hoge anti jamming prestaties kan het
regelsysteem reageren op de stroombron, het werkstuk, de elektrode en
operationele veranderingen met een snelheid van minder dan 1 m/s om
een constante output van de stroom te behouden.
• Door de automatische draadaanvoer kan lassen met hoge snelheid
gerealiseerd worden.
• Geen speciale vereisten voor de lasdraad. Zowel massieve als gevulde
draden zijn beschikbaar. De diameter van de draad ligt tussen de Φ0,6
en Φ0,8.
• Handige verbindingsmodus
• Undercut functie maakt booglassen succesvoller.
• Stick-functie is beschikbaar en kan ook cellulose elektrode lassen.

4
NLD
2. Veiligheidsinstructies
Zelfbescherming van de gebruiker
• Volg altijd de regels die voldoen aan veiligheid en hygiëne. Draag
beschermende kleding om oog- en huidletsel te voorkomen.
• Gebruik de las helm om uw hoofd te bedekken tijdens het werken met
het lasapparaat. Alleen door het filtervenster op de las helm kunt u de
laswerkzaamheden bekijken.
• Voorkom dat de vonken en spetters uw lichaam beschadigen.
• Zorg dat u niet in direct contact komt met de bipolariteit van het
lasapparaat.
• Gebruik het apparaat niet onder water of een vochtige plaats.
• Dampen en gassen die vrijkomen bij het lassen zijn gevaarlijk voor
de gezondheid. Zorg ervoor dat u werkt op plaatsen waar uitlaat of
ventilatiefaciliteiten zijn om dampen en emissies weg te houden van de
ademhalingszone.
Speciale aandacht
• ML175E MIG lasapparaat is een elektronisch product met kwetsbare
onderdelen. Vervang deze nooit overhaast, dit kan de schakelaar
beschadigen.
• Controleer of de aarding goed aangesloten is.
• Hou andere mensen uit de buurt zodra u met booglassen begint.
• Onbevoegde personen mogen het lasapparaat niet gebruiken of
instellingen van het lasapparaat veranderen.
• Mensen met gezondheidsapparatuur zoals pacemakers of andere
zaken die gevoelig zijn voor elektromagnetische straling mogen
niet in de buurt komen van het lasapparaat. De werking van
gezondheidsapparatuur kan verstoord raken.
• Het lasapparaat kan niet worden gebruikt voor het ijsvrij maken van
pijpleidingen.
• Gebruik de toorts nooit om lasslakken van een werkstuk af te slaan.
• De toortskabel mag niet worden ingedrukt ook is de vouwhoek van de
toortskabel beperkt. De voeringradius mag niet kleiner zijn dan 300 mm,
anders kan de binnenkabel beschadigd raken. Dit kan tot ongevallen
leiden.
• Alleen de lasser mag toegang hebben tot de werklocatie op het moment
dat het lasapparaat in gebruik is.
• Raak tijdens het lassen onderspanning staande delen zoals de
uitgangsconnector niet aan.
• De toorts is een belangrijk onderdeel van het lasapparaat, heeft directe
invloed op de laskwaliteit en is relatief duur. Plaats de toorts niet op het
werkstuk als u net klaar bent met lassen.
• De binnenste en buitenste delen van het mondstuk moeten worden
ingesmeerd met een beetje antikleefzalf om te voorkomen dat spetters
op het mondstuk blijven plakken, deze zijn moeilijk te verwijderen.
• Het lasapparaat moet binnen de nominale werkcyclus worden gebruikt.

5
NLD
Overbelasting kan veroudering van de componenten versnellen.
• De gasfles moet worden vastgemaakt zodat omvallen voorkomen wordt.
• Het ingangsvermogen moet worden uitgeschakeld na het beëindigen
van de taak of bij het verlaten van de werklocatie.
Veiligheidsmaatregelen die moeten worden genomen om de juiste
installatie te verzekeren.
• Zorg er bij installatie voor dat er geen materialen op het lasapparaat of
de lasser kunnen vallen.
• Het stof, zuur en erodeer baar vuil in de lucht op de werklocatie mag
niet hoger zijn dan de door de norm vereiste hoeveelheid (exclusief de
emissie van het lasproces).
• Het lasapparaat moet worden geïnstalleerd op een plaats waar het niet
kan worden blootgesteld aan zon of regen. Zorg er bij opslag voor dat het
lasapparaat op een droge plaats met een temperatuurbereik van -10 tot
40°C staat.
• Er moet ongeveer 50 cm ruimte rondom het lasapparaat zijn voor een
goede ventilatie van het lasapparaat.
• Zorg ervoor dat er geen metaalachtige vreemde voorwerpen in het
lasapparaat terecht kunnen komen.
• Zorg ervoor dat het lasapparaat in een omgeving staat vrij van harde
trillingen veroorzaakt door werkzaamheden dan wel andere apparatuur
of machines. Er mag geen interferentie veroorzaakt worden.
• Zorg ervoor dat er voldoende stroom is om het lasapparaat goed te laten
werken. Elke stroombron die nodig is voor het lasapparaat, moet worden
geïnstalleerd met beschermende uitrusting.
• Het lasapparaat moet waterpas worden geïnstalleerd. Als de helling
meer dan 15° is, moet er een anti-dump set worden toegevoegd.
• Zorg voor maatregelen die voorkomen dat het lasapparaat of de lasser
onderhevig is aan windstoten tijdens het werk. Scherm de werkplaats af
met windschermen als dit nodig is.
Veiligheidscontrole
Elk hieronder vermeld item moet zorgvuldig worden gecontroleerd voor
gebruik:
• Zorg ervoor dat het lasapparaat een betrouwbare aarddraadverbinding
heeft.
• Zorg ervoor dat er geen kortsluitverbinding is met beide uitgangen van
het lasapparaat.
• Zorg ervoor dat er altijd een geluidsoutput en een
ingangsdraadverbinding is. Regelmatige controle moet worden
uitgevoerd door gekwalificeerd personeel nadat het lasapparaat
gedurende een periode van zes maanden is geïnstalleerd.
• Er moet regelmatig worden schoongemaakt en het lasapparaat moet
worden gecontroleerd om te voorkomen dat er losse verbindingen in het
lasapparaat zijn.
• De externe onderdelen die bij het lasapparaat zijn geïnstalleerd, moeten
NLD
6
garanderen dat het lasapparaat goed werkt.
• Controleer de laskabel om te zien of hij nog kan worden gebruikt of
versleten is.
• Vervang de ingangskabel van het lasapparaat zodra deze kapot of
beschadigd is. Let op: Schakel de stroomtoevoer uit voordat u de
behuizing opent.
3. Technische gegevens
Vereiste voor hoofdtoevoer:
• Het voltageoscillogram moet de werkelijke sinusgolf weergeven, deze
moet voldoende capaciteit hebben.
• De oscillatie van de geleverde spanning mag niet groter zijn dan +/- 10%
van de nominale waarde.
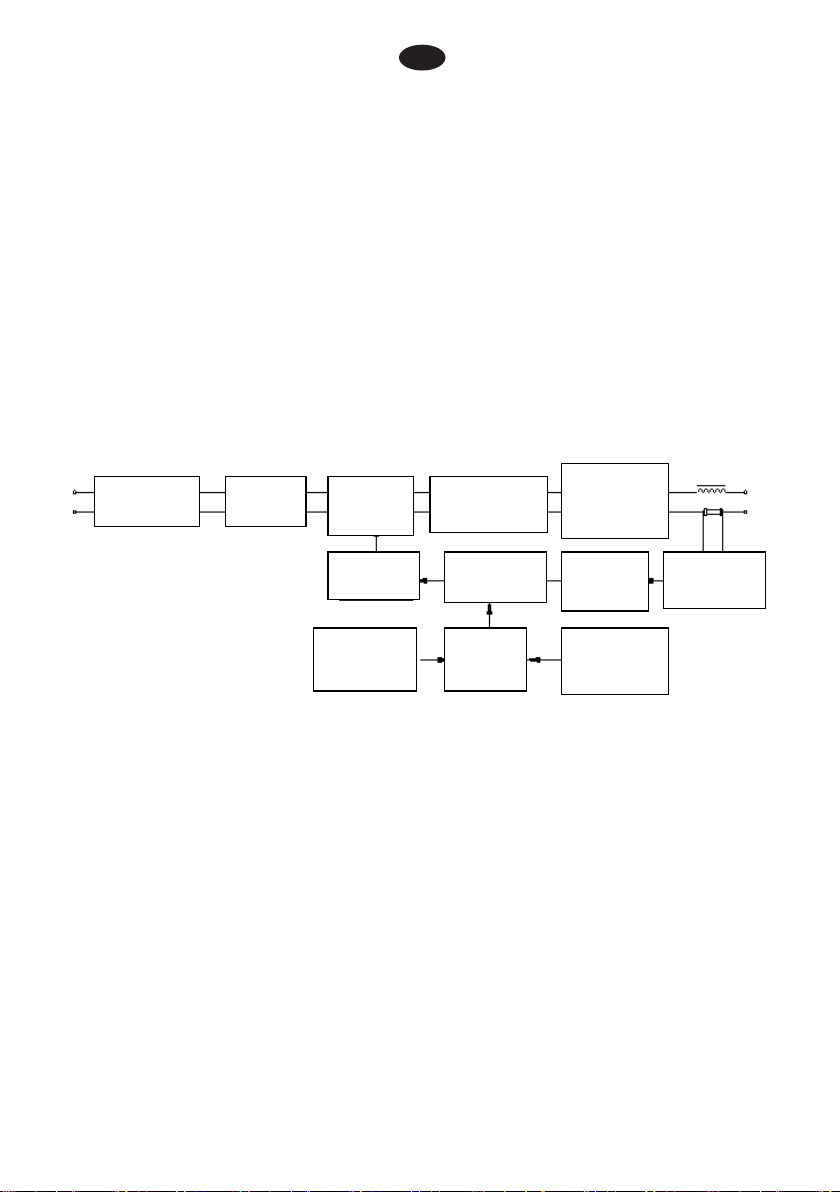
Het principe van het lasapparaat
Het lasapparaat verwerft een enkelfasige industriële gelijkstroom
voedingsbron van 220 V via de aan/uit schakelaar SW 101 en corrigeert deze
door eenfasige gelijkrichterbrug B1 en wordt vervolgens gefilterd door
condensator C1, C2, C3 en C4 om de gelijkstroom te verkrijgen. De 30 KHz
wisselstroom wordt door de IGBT (Q1, Q2, Q3 en Q4) ALL bridge omvormer
geleid. Vervolgens levert deze wisselstroom, getransformeerd door de
middenfrequentietransformator en gerectificeerd door diode met snel
herstel (D4, D5, D6 en D7) de stabiele gelijkstroom voor het lasapparaat
onmiddellijk nadat deze door de reactor L2 is gefilterd. De draadaanvoer
snelheid kan traploos worden aangepast met de snelheidsregelknop. De
lasstroom wordt gemakkelijk beïnvloed door de draadaanvoer snelheid,
meestal geldt: Hoe sneller de draadaanvoer snelheid, hoe groter de AMP
waarde onder dezelfde spanning.
Lasapparaat structuur
Het bovenste deel van de ML175E is aan de voorkant uitgerust met
een regelknop voor lasstroom, een stroomindicatielampje (groen),
een abnormaal indicatielampje (geel). Het onderste deel is voorzien
Gelijkrichter Filter Omvormer
functie
Transformatie Hoge
frequentie
gelijkrichter
Drive Moduleren Eigen-
schappen-
controle
Monster-
neming
Bescherming
inspecteren
Proces-
controle
Huidige
aanpassing

NLD
7
van de toortssnelkoppeling en “-” snelle connector. De achterkant is
geïnstalleerd met een aan/uit-schakelaar, gasklepaansluiting, koelventilator,
voedingsdraad en stroomonderbreker. Aan de bovenkant zit een handvat
voor gemakkelijk transport. Wanneer u de kap opent, is er een primaire
transformator en een printplaat. Het onderste deel wordt geleverd met
uitgangsreactor, primaire transformator etc. In het middelste deel is een
radiator met vermogenselementen geïnstalleerd.
Norm voor lasapparaten
De ML175E voldoet aan de EMC-Richtlijn 2014/30/EU en
Laagspanningsrichtlijn 2014/35/EU.
Toorts
De toorts is samengesteld uit een toortsstandaard, verbindingskabel en
handvat. De toortsstandaard is de interface van toorts en het draadaanvoer
apparaat. Verbindingskabel: Is bedekt met nylon buis de voering wordt in het
midden van de kernloze kabel geladen. Het binnenste deel van de voering is
de doorgang voor draadaanvoer. De ruimte tussen voering en kernloze kabel
is de doorgang voor afgeschermd gas. De kabel zonder kern is de doorgang
voor stroom. In de handgreep van de toorts is een zwanenhals gemonteerd.
In het achterste deel van de toorts is een verbinding met de kernloze kabel
en in het voorste deel een shunt. Het afgeschermde gas verspreidt zich via de
shunt en vormt een goed geproportioneerde luchtstroom in het mondstuk
en spuit dan uit in een vorm van hangende lucht. Met de schakelaar op het
handvat kan de lasstroom geregeld worden.
Tekens
Grond
Aflopend
Elektrode lassen
Eenfasige wisselstroombron
Eenfase stilstand transducer transformator gelijkrichter
MIG
Gelijkstroom
+: “+” Elektrode
- : “-” Elektrode
X; Werkcyclus
: Nominale ingangsstroom
: Nominale lasstroom
P1: Nominaal ingangsvermogen
U0: Nominale nullastspanning
U1: Nominale ingangsspanning
U2: Nominale belasting V
~50/60 Hz: AC, nominale frequentie 50 Hz, werkbare frequentie 60 Hz.
...V: Spanning (V)
...A: Stroom (A)
...KVA: Vermogen (KVA)

NLD
8
...%: Werkcyclus
...A/...V~...A/...V: Uitvoerbereik. Nominale minimale en maximale nominale
lasstroom en bijbehorende belastingspanning.
IP21S: Beschermingsklasse. IP is de code van internationale bescherming.
2 betekent het voorkomen dat de vingers van de gebruiker in gevaarlijke
delen kunnen komen. 1 betekent voorkomen dat water verticaal valt, wat
onschadelijk is. S betekent dat er een waterdichte test is uitgevoerd terwijl de
beweegbare delen stilstaan.
H: Isolatiekwaliteit
4. Installatie
MIG lassen met gas MIG lassen zonder gas
Functieschakelaar op voorpaneel schakelen naar :
Stroomaansluiting
Stroom
Aarding
Aardingsklem (negatief)
Werkstuk
MIG toorts
MMA elektrodestaaflassen Lift TIG lassen
Stroom
Aarding
Stroomaansluiting
Aardingsklem (positief)
MIG toorts
Werkstuk
Stroom
Stroomaansluiting
Aarding
Aardingsklem (negatief)
Werkstuk
Elektrodehouder Aardklem (negatief)
Werkstuk
Lift TIG toorts
Stroomaansluiting
Aarding
Stroom
Functieschakelaar op voorpaneel schakelen naar :
Functieschakelaar op voorpaneel schakelen naar : Functieschakelaar op voorpaneel schakelen naar :
NLD
9
Plaatsing lasapparaat
• Omgevingstemperatuurbereik: Bij lassen: -10 / 40°C.
• Tijdens transport of opslag: -25 / 55°C.
• Relatieve vochtigheid: Bij 40°C <50%
• Bij 20°C <90%
• Stof, zuur en erodeerbare materialen in de lucht mogen de hoeveelheid
die de norm vereist niet overschrijden (behalve de emissies van het
lasproces). Zorg dat er geen interferentie op de werkplaats veroorzaakt
kan worden.
• Installeer het lasapparaat niet hoger dan 1000 m.
• Werk niet op vochtige locaties of niet buiten als het regent.
• Er moet ongeveer 50 cm ruimte rondom het lasapparaat zijn voor een
goede ventilatie van het lasapparaat.
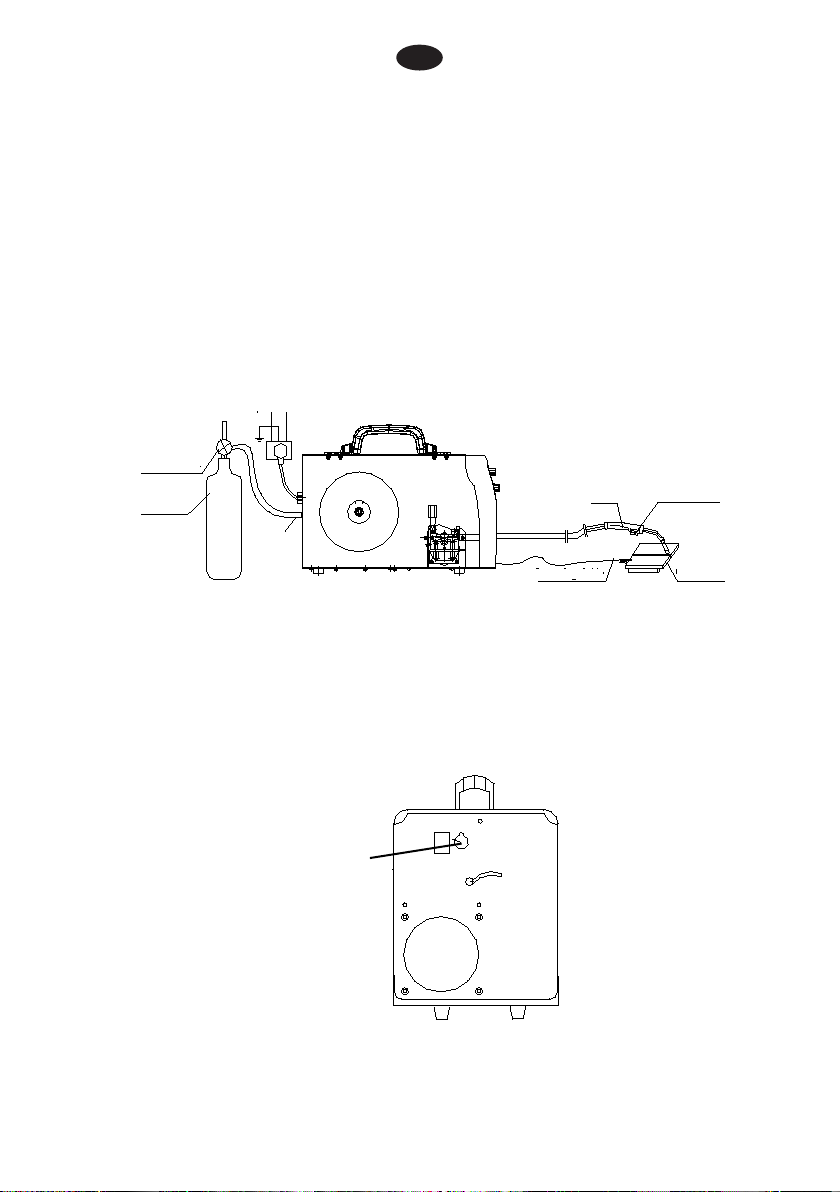
Verbinding tussen lasapparaat en stroombron (Zie de schets van de
ingangsverbinding)
Sluit de stroombronkabel aan de achterkant van het lasapparaat aan op
het enkelfasige 220 V spanningsnetwerk met stroomonderbreker. 380 V
spanningsbronnen zijn ten strengste verboden voor het lasapparaat.
Stroomingangskabel
Gasstroommeter
eCO
gasslang
aardingskabel
Toorts Toorts schakelaar
Werkstuk
MIG Back Pannel Sketch
INPUT220V-240V
Invoer 220 – 240 V
MIG achter paneel
MIG Back Pannel Sketch
INPUT220V-240V
NLD
10
De installatie en aansluiting van MIG lasapparaat
Aansluiting en installatie van de draadaanvoer
• Kies geschikte draad volgens lastechnologie. De draaddiameter moet
overeenkomen met de aandrijfrol, de draad geleidende buisvoering en
de contacttip.
• Open het deksel van de draadhaspel op de draadaanvoer unit en plaats
de draadspoel in de draadhaspel op de draadaanvoer unit. Let op:
Draaduiteinde onder de Draadspoel tegenover de draadaanvoer.
• Er zit een dempingsschroef in de draadspoel (zeskantschroef is
zichtbaar wanneer het deksel wordt geopend). Trek bij het afstellen
aan de draadhaspel met de hand. Als de weerstand te groot is, kan de
dempingsbout worden afgesteld: schroef met de klok mee vergroot de
waarde en vice versa.
• Leid de draad in de draadgeleidingspijp van de draadaanvoer unit, lijn de
draad uit met de rolgroef door de aandrijfrol, leid de mofpunt opnieuw
en druk op de aandrijfrol (als er meer lasdraad nodig is, wordt dit gedaan
na het inschakelen van de stroom).
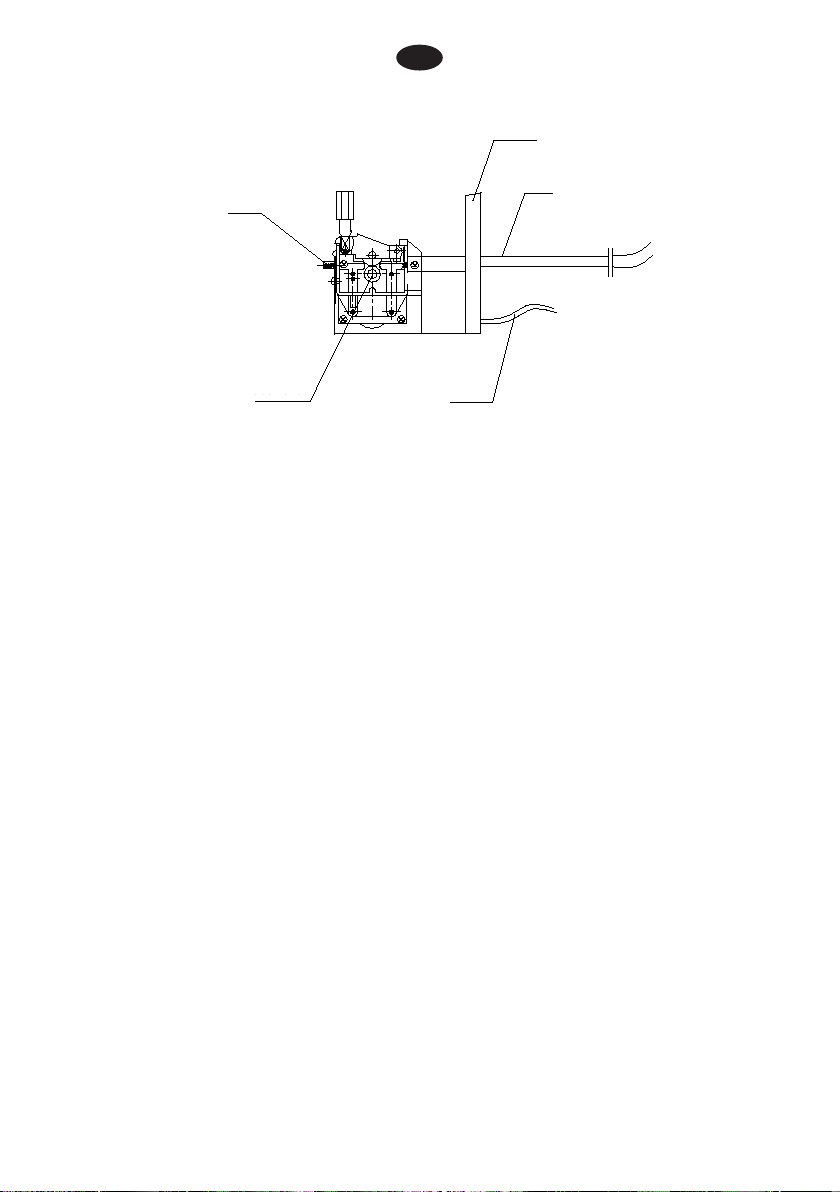
Verbinding tussen lasapparaat en toorts
• Steek de connector van de toorts in het Toorts ingang gat op het
voorpaneel van het lasapparaat en draai de schroefdop stevig aan.
Aansluiting van de aansluitkabel
• Verbind de koperen punt van de aardingsklem die door het draad
toegangsgat op het paneel loopt met “-” van de verbindingstip.
De aansluitkabel moet betrouwbaar zijn, anders zal de aansluittip
doorbranden.
• Om te zorgen voor geluidsdemping bij het lassen met fluxkoorddraad, is
er een kabel die de +/- op een tegengestelde manier verbindt, dat is de
draadaanvoer motor met – en de verbindingskabel met +.
Opmerking: Gebruik geen stalen plaat of materialen die een slechte geleider
zijn om verbinding te maken tussen lasser en werkstuk.
torch
wire
feed roller earth cable
front panel
voorpaneel
draad
invoerrol aardingskabel
toorts

NLD
11
De installatie en aansluiting van STICK-lassen
• Aansluiting van lasser en laskabel. Sluit de snelkoppeling van de laskabel
aan op de uitgang op het voorpaneel en draai de knop omlaag. De
elektrohouder wordt gebruikt om de elektrode vast te klemmen.
• Aansluiting van lasapparaat en aardingskabel. Sluit de snelkoppeling
van de aardingskabel aan op de uitgang op het voorpaneel en draai de
knop omlaag. De aardingsklem wordt gebruikt om het werkstuk vast te
klemmen.
Opmerking: Gebruik geen stalen plaat of materialen die een slechte geleider
zijn om verbinding te maken tussen lasapparaat en werkstuk.
5. Werking
Let op: De beschermingsklasse van het ML175E MIG/STICK lasapparaat
is IP21S. Steek geen vingers of andere lichaamsdelen in het lasapparaat.
Steek geen ronde staaf van minder dan 12,5 mm (met name metaal) in het
lasapparaat. Oefen geen zware kracht uit op het lasapparaat.
1. MIG aansluitkabel voor plus of min
2. MIG toorts verbinding
3. Lasspanning/stroom regeling
4. Draadaanvoer snelheid regeling
5. Huidige digitale ampèremeter
6. Digitale spanningsmeter
7. Werk indicatielampje
8. Temperatuur beveiligingsindicator
9. MIG / LIGT TIG / MMA- keuzeschakelaar
Bij regeling 3 wordt de voltage ingesteld inplaats van ampère. De ampère is
af te lezen tijdens het lassen op de ampère meter 6.
10. 2T / 4T
11. Inductie regeling
12. Massa aansluiting
13. Koelventilator
14. Stroomkabel
15. Stroomschakelaar
16. Gasconnector

NLD
12
Let op:
• Het beschermingsindicatielampje gaat branden na een lange
gebruiksduur, dit geeft aan dat de binnentemperatuur hoger is dan de
toegestane temperatuur. Het lasapparaat moet uitgeschakeld worden
om deze af te laten koelen. Als het beschermingsindicatielampje uit is
kan het lasapparaat weer ingeschakeld worden.
• De stroombron moet worden uitgeschakeld na het werk of tijdens het
tijdelijk verlaten van de werkplek.
• Lassers moeten beschermende kleding aantrekken en een lasmasker
dragen om pijn veroorzaakt door de las boog of thermische straling te
voorkomen.
• Lichtscheidingsscherm moet op de werkplek worden geplaatst om te
voorkomen dat de las boog andere mensen letsel toebrengt.
• Ontvlambare of explosieve materialen zijn niet toegestaan op de
werkplek.
• Elke verbinding van het lasapparaat moet correct worden aangesloten.
Werkstuk reinigen voor het lassen
Draad, groef en omringende 10-20 mm moeten worden gereinigd, geen
roest, vettig vuil, water en verf etc.
MIG las stappen
Debuggen voor het lassen
• Installeer de toorts, gas en lasdraad en zet vervolgens de aan/uit-
schakelaar op aan. De stroomindicator is aan en de ventilator werkt.
• Zet de gasregelaar van de gastank aan, de gasdruk staat op de meter.
• Draai de gasregelaar linksom, maak de draadrol los, druk de
toortsschakelaar in en pas vervolgens de gasstroom aan om aan de
technische vereisten te voldoen, en druk vervolgens de draadrol onder.
• Druk op de toortsschakelaar totdat de draad tot aan het mondstuk reikt.
• Maak de kabel recht wanneer u draad toevoert.
• Zorg er bij draadaanvoer voor dat de draad correct op de draadrolgroef
ligt en dat de aanvoersnelheid soepel moet zijn. Als de draadaanvoer
snelheid niet soepel is, pas dan de spanning van de draadrol aan.
• Bij gebruik van MIG draad moet de V-groef draadrol worden gebruikt.
Lassen
• Pas bij het lassen de lasstroom en de lasspanning aan volgens de
instellingen.
• Richt op de las lijn druk de toortsschakelaar in, de draad wordt
automatisch ingevoerd. De boog wordt gestart zodra de draad het
werkstuk raakt. Tijdens het lassen brandt de werkindicator.
Stappen voor fluxlassen
Debuggen voor het lassen
• Verander de polariteit op het verticale bord, dat wil zeggen, sluit het MIG
toortssnoer aan op “-”, de aardingskabel op “+”
• Installeer de toorts, gas en lasdraad en zet vervolgens de aan/uit-

NLD
13
schakelaar op aan. De stroomindicator is aan en de ventilator werkt.
• Druk op de toortsschakelaar totdat de draad tot aan het mondstuk reikt.
• Maak de kabel recht wanneer u draad toevoert.
• Zorg er bij draadaanvoer voor dat de draad correct op de draadrolgroef
ligt en dat de aanvoersnelheid soepel moet zijn. Als de draadaanvoer
snelheid niet soepel is, pas dan de spanning van de draadrol aan.
• Bij gebruik van fluxdraad moet de tandwielgroefdraadrol worden
gebruikt.
Lassen
• Pas bij het lassen de lasstroom en de lasspanning aan volgens de
instellingen.
• Richt op de las lijn, druk de toortsschakelaar in, de draad wordt
automatisch ingevoerd. De boog wordt gestart zodra de draad het
werkstuk raakt. Tijdens het lassen brandt de “werkindicator”
Aluminium las stappen
Voor het lassen
• Vervang de voering in de MIG toorts voor teflon voering.
• Sluit de toorts, gasslang, aardingskabel, argongastank, werkstuk aan en
zet vervolgens de aan/uit-schakelaar op aan, de stroomindicator brandt,
op dit moment werkt de ventilator
• Zet de gasregelaar van de gastank aan, de gasdruk staat op de meter.
• Draai de gasregelaar linksom, maak de draadrol los, druk de
toortsschakelaar in en pas vervolgens de gasstroom aan om aan de
technische vereisten te voldoen, en druk vervolgens de draadrol onder.
• Druk op de toortsschakelaar totdat de draad tot aan het mondstuk reikt.
• Maak de kabel recht wanneer u draad toevoert.
• Zorg erbij draadaanvoer voor dat de draad correct op de draadrolgroef
ligt en dat de aanvoersnelheid soepel moet zijn. Als de draadaanvoer
snelheid niet soepel is, pas dan de spanning van de draadrol aan.
• Bij gebruik van aluminiumdraad moet de “U”-type draadrol met groef
worden gebruikt.
Lassen
• Pas bij het lassen de lasstroom en de lasspanning aan volgens de
instellingen.
• Richt op de las lijn, druk de toortsschakelaar in, de draad wordt
automatisch ingevoerd. De boog wordt gestart zodra de draad het
werkstuk raakt. Tijdens het lassen brandt de werkindicator.
Stok las stappen
Voor het lassen
• Zet de lasmodusschakelaar op stick, dit betekent dat het stoklassen kan
worden gebruikt.
• Stel de lasstroom in via de lasstroomregelaar.
Lassen
• Neem de elektrodehouder op, installeer de elektrode, richt op de las lijn,
kras op het werkstuk om de boog te starten. Tijdens het lassen brandt de
werkindicator.

NLD
14
Onderhoud en service
In tegenstelling tot traditionele lasapparatuur, is het omkeerbaar lasapparaat
een geavanceerd product dat gebruik maakt van moderne elektronische
componenten in combinatie met geavanceerde technologie. Daarom zijn
bevoegde personeelsleden nodig voor het onderhoud van het lasapparaat.
Vanwege het feit dat er maar heel weinig componenten zijn die slijten, heeft
het lasapparaat, afgezien van de gebruikelijke schoonmaakwerkzaamheden,
geen regelmatige service nodig. Alleen bevoegde personen mogen
reparaties uitvoeren.
• Van nieuw geïnstalleerde lasapparatuur of van lasapparatuur die al
enige tijd niet gebruikt is, moeten de isolatieweerstanden tussen elke
wikkeling tot op de millimeter gemeten worden, deze mag niet minder
dan 2,5M zijn.
• Bescherm tegen regen, sneeuw en langdurige blootstelling aan zonlicht
wanneer het lasapparaat buitenshuis wordt gebruikt.
• Als het lasapparaat lange tijd niet wordt gebruikt of als de temperatuur
varieert van -25 - 55°C mag de relatieve vochtigheid niet meer dan 90%
zijn.
• Onderhoudspersoneel moet droge perslucht gebruiken (gebruik een
luchtcompressor of balg) om het stof in de machine te verwijderen.
Het aan het vet vastzittende deel moet met een doek worden
schoongemaakt, zorg ervoor dat er geen losse onderdelen zijn op de
vastgezette plaatsen en de aangesloten kabel. Als er geen ernstig stof
probleem is moet het lasapparaat eenmaal per jaar worden gereinigd.
Als er een ernstig stof probleem is moet het lasapparaat twee keer per
kwartaal worden gereinigd.
• Controleer regelmatig de in en uitgangskabels van het lasapparaat om
te garanderen dat ze goed en stevig aangesloten zijn. De controle moet
eenmaal per maand worden uitgevoerd.
• Controleer regelmatig de afdichtingsprestaties van het gassysteem,
of de ventilator en toevoermotor een abnormaal geluid hebben of
verbindingen los zitten.
• Houd de toortskabel recht tijdens het lassen
• Reinig regelmatig de sproeikop en houdt u aan het gebruik van de
spatzalf. Verwijder het toevoerapparaat niet door aan de toortskabel te
trekken.
• Gebruik gekwalificeerde draad, gebruik geen inferieure of roestige draad.
• Reinig de voering met perslucht nadat u het lasapparaat enige tijd heeft
gebruikt.
• De geperste rol kan niet te stevig worden geperst om een soepele
draadaanvoer te garanderen.
Waarschuwing: De hoofd lus spanning is iets hoger, dus
veiligheidsmaatregelen moeten voor reparatie worden genomen om
onbedoelde schokken te voorkomen. Het is onbevoegde personen verboden
het lasapparaat te openen.
• Stroombron moet worden uitgeschakeld voordat stof wordt verwijderd.

NLD
15
• Knoei nooit met draad en beschadig de onderdelen niet tijdens het
reinigen.
NLD
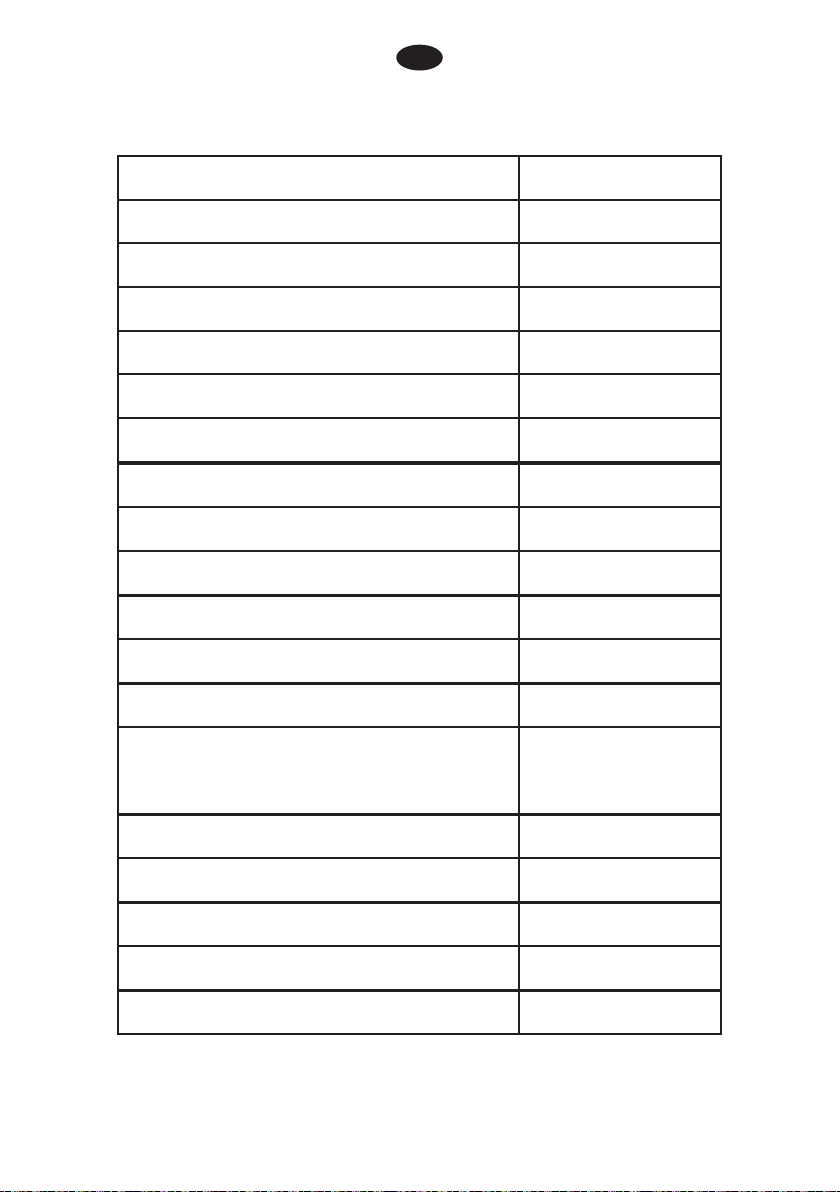
16
ML175E
230 V
50 Hz
26 A
5.7 KVA
62 V
22 V
25.6 V
15.6 V
30 – 160 A
Model
Ingangsvermogen
Frequentie
Nominale ingangsstroom
Nominale ingangscapaciteit
Onbelaste spanning
MIG Nominale werkspanning
MMA Nominale werkspanning
LIFT TIG Nominale werkspanning
MIG-lasstroom
160 A
113 A
88 A
Lasstroom 10 min/30%
10 min/60%
10 min/100%
30 – 140 A
30 – 140 A
MMA lasstroom
LIFT TIG lasstroom
30%Nominale inschakelduur (40°C)
85%
0,92
Efficiëntie
Krachtfactor
H
IP21S
Isolatieklasse
Behuizingsbescherming
Ventilator
Type koeling
6. Specificaties
NLD
17
7. Storingscodes
No. Storing Analyse Oplossing
1
Geel indicator lampje
aan
Spanning is te hoog (>15%) Schakel de stroombron uit; Controleer de
hoofdtoevoer; Start het lasapparaat opnieuw
wanneer de voeding naar de normale toestand
terugkeert.
Spanning is te laag (<15%)
Slechte stroomventilatie leidt
tot bescherming tegen
oververhitting
Verbeter de ventilatieconditie
Omgevingstemperatuur is te
hoog
Lasapparaat zal automatisch herstarten
wanneer de temperatuur laag is.
Gebruik over de nominale
inschakelduur
Lasapparaat zal automatisch herstarten
wanneer de temperatuur laag is.
2 Motor voor
draadaanvoer werkt niet
Potentiometer heeft niet de
juiste status
Wijzig potentiometer
Mondstuk is verstopt Mondstuk vervangen
De invoerrol zit los Bevestig de bouten
3
Koelventilator werkt
niet of draait erg
langzaam
Schakelaar kapot Vervang de schakelaar
Ventilator kapot
Vervang of repareer de ventilator
Draad gebroken of valt eraf
Controleer de aansluiting
4 Las boog is niet stabiel
en spat is groot
Een te grote contacttip
maakt de stroom instabiel
Vervang de juiste contacttip of roller
Een te dunne stroomkabel
maakt de stroom astatisch
Vervang de stroomkabel
Te lage ingangsspanning Verbeter de ingangsspanning
De draadaanvoer weerstand
is te groot.
Reinig of vervang de voering en de lijnrichting
van de toortskabel is beter.
5
Las boog kan geen
pilootboog maken
Aardkabelbreuk Aardingskabel aansluiten
Het werkstuk heeft veel
vettige vuile of roestige
vlekken
Reinig vettige vuile of roestige vlekken.
6 Geen afgeschermd gas
Toorts is niet goed
aangesloten
Sluit de toorts weer aan.
Gasleiding is ingedrukt of
verstopt
Controleer gassysteem
Gassysteem rubberen
leidingbreuk
Sluit het gassysteem aan en bind stevig vast
7 Andere storing
Neem contact op met de leverancier

NLD
18
8. Garantie
1. De garantie treed in werking op de datum vermeld op de aankoopnota
en heeft een geldigheid van 24 maanden.
2. De garantie is niet overdraagbaar zonder een schriftelijke verklaring van
toestemming van Uw leverancier.
3. Zonder aankoopnota kan geen aanspraak op garantie worden gemaakt.
4. Garantie is alleen van toepassing als het product volgens de bijgeleverde
gebruiksaanwijzing gebruikt wordt en uitsluitend voor het doel waar-
voor het is ontworpen.
5. Er mogen geen wijzigingen aan het product worden uitgevoerd.
6. De garantie is niet van toepassing bij onoordeelkundig gebruik.
7. Eventuele verzendkosten vallen niet onder de garantie bepaling.
8. Reparaties dienen uitsluitend door uw leverancier te geschieden. Elk
door derden uitgevoerde reparatie(s) zullen (zal) de aanspraak op garan-
tie doen vervallen.
9. Reparaties gedurende de garantie periode zal de geldigheid niet verlen-
gen. Wel wordt een garantie op de reparatie van drie maanden afgege-
ven mocht de reguliere garantietermijn vervallen.
10. De eventueel uit te voeren onderhoudswerkzaamheden, beschreven in
de gebruiksaanwijzing, dienen tijdig uitgevoerd te worden.
11. Voor garantie kunt u enkel terecht bij het verkooppunt waar u het artikel
heeft aangekocht.

ENG
19
1.
2.
3.
4.
5.
6.
7.
8.
9.
20
21
23
25
27
32
33
34
35
General information
Safety instructions
Technical data
Installation
Operation
Specification
Trouble shooting
Warranty
Declaration of conformity
Index Page

ENG
20
1. General information
IMPORTANT: This instructions manual shows you how to install, operate
and maintain the MIG/STICK Welder. Read this instructions manual care-
fully.
The manufacturer is not responsible for accidents caused by improper
use of the MIG/STICK Welder.
Warning: This MIG/STICK Welder should be operated and maintained by
full-time staff or professionals. Only operate and repair the MIG/STICK
Welder when the manual is read and understood.
“ML175E MIG/STICK Welder” is designed to be used with the advanced IGBT
(Insulated Gate Bipolar Tube) and rapid recovery diode as its main control
and transfer components and assisted with the specially developed control
circuit. It is available to MIG ( both CO2 gas-shielded welding and flux-cored
welding) and stick welding. It uses arc between wire and work piece as heat
source to melt wire and master metal, and then sends shielded gas to wel-
ding site, which makes the melt pond and master material metal free from
around air’s erosion. The continuous wire can form welding seam metal after
melting so as to connect the work pieces each other. The melting electro-
de gas protects the welding district easily, so it is easy to operate & observe
the whole working process. Its characteristics are high produce efficiency
and easy to carry out all-position welding. The machine is light and portable
which is very popular in DIY and semi-professional market
The highlighted characteristics of ML175E15FU MIG/stick Welder:
• Featured with small volume and light weight, it widely used in upholste-
ring field, repairing field and fieldwork.
• By various sound protection performance, it can keep the welding ma-
chine from overheating, over voltage, under voltage, over current and
so on. When the main supply compensation is not less than ±15%, it can
increase while the welding current reduces. Because of its anti jamming
high performance, the control system can respond to the power source,
work piece, electrode and operational changes with less than 1m/s speed
in order to keep steady output of the current.
• High working efficiency. Automatic Wire Feeding can realize high speed
welding.
• No special requirements for the welding wire. Both solid and flux-cored
wires are available. The diameter of the wire is between Φ 0.6~ Φ 0.8
• Convenient connection mode. outer connection make it quick ,safe ,sim-
ple and reliable.
• Undercut function make arc-piloting more successful.
• Stick function is also available. And it also can weld cellulosic electrode
No notification will be given if the contents or function of the welder in this
book change. We reserve the right to update the manual without notificati-
on.
Table of contents
Languages:

















