Spot Welder TSP-1 User manual

Spot Welder
ModelS tSp-1/tSp-2/tbW
Spotwelder
Spot Welder
Spot Welder
MACHINerY
dIVISIoN
Spotwelder
oWNer’S
MANUAl
Owner’s Manual for
TSP1:
SN# 21809 and below
TSP2:
SN# 30897 and below
TBW:
SN# 41001 and below
Approx:
July ‘13 and earlier

INTRODUCTION
ELECTRICAL INSTALLATION
WIRING CONNECTIONS
CONTROL SCREW ADJUSTMENT
ELECTRIC TIMERS
INSTALLATION OF ARMS
TBW HI-LO SWITCH
Duro Dyne Spot Welders have over 50 years of proven
reliability in shop environments. The latest models, TSP/
TBW, incorporate the established durability with a built
in solid state timer for weld accuracy and consistency.
Optional accessories such as water cooled arms and the
ST-2 Spotwelder Stand mean the TSP/TBW Spot Welders
can be customized for your special needs in producing a
top quality product.
To avoid unnecessary problems while using your TSP/TBW
Spot Welder, please read this instruction manual fully and
understand its contents completely.
IMPORTANT: Always follow manufacturer’s recommen-
dations for proper safety and handling procedures for all
materials used in conjunction with this machine as outlined
in Manufacturer’s Safety Data Sheet (MSDS) for each
product.
MODEL TSP-1 - 110V - Fuse for 25 amps
MODEL TSP-2 - 220V - Fuse for 15 amps
MODEL TBW - 220V - Fuse 25 amps
Connect the welder to a lightly loaded circuit supply line.
For best results: Use a separate line as voltage drops can
severely affect the efficiency of your welder.
Welders are normally supplied with a 3 prong polarized plug
to insure that the body of the welder is grounded. This is
a safety precaution which should be taken on all electrical
tools. In the event that you wish to use a plug other than
the one supplied, the following diagram shows the welder
connections:
white
black
connect
to power
green to
ground
The arms of your welder should be inserted as follows:
1. Loosen slightly the 1/4-20 Allen Head Cap Screw on
the side of the “nose piece.” Insert top arm (shorter
arm) all the way in, seat firmly and tighten screw.
2. Loosen slightly the 1/4-20 Allen Head Cap Screw on
the side of "lower arm mounting" (hole in side of front
body allows easy access). Insert lower arm deep
enough so that tips meet exactly when arms are
brought together. Tighten screw.
3. Recheck the alignment and readjust as necessary.
Located on the underside of the welder handle, towards the
back is a small, knurled screw. This screw determines the
point at which the welder is activated after the welding tips
are brought together against the metal. This switch control
screw should be adjusted as follows:
1. Place metal between welding tips. Squeeze handle,
applying moderate pressure to the welding tips.
Current should NOT yet be “ON.”
2. Loosen jam nut. Adjust switch screw up or down, as
the case may be, so that further pressure on the
handle will activate switch and apply current. Tighten
jam nut to lock adjustment.
3. This setting is changed only if the thickness of the
metal being welded is changed greatly, or to compen-
sate for the dressing of the tips.
NOTE: In some cases the range of switch adjustment
may not be sufficient for proper setting. To adjust for new
arms, remove the upper arm, place back end in a vise and
bend slightly in the direction necessary to allow for proper
adjustment.
All TSP and TBW welders are supplied with solid state
timers. The timer allows complete control of the welding
cycle to assure fast and quality welding on even very light
gauge steel. When properly adjusted the timer will eliminate
“burn through.”
The timer is adjustable from 1/10th to one (1) second. To
adjust, simply turn the knob on the back of the welder until
the desired time is set ( counterclockwise to decrease;
clockwise to increase).
When welding extremely light gauge metal the power of the
TBW may be too hot to avoid “burn through.” To “cool down”
the TBW, a Hi-Lo switch was installed. When welding light
gauge steel simply “flip” the Hi-Lo switch to Lo and adjust the
timer as usual. Be sure to change the switch to Hi when going
to heavy gauge or difficulty in welding will be experienced.
OPERATION OF THE WELDER
WELDING GALVANIZED METALS
It is suggested that before using the Spot Welder on regular
work, the operator should try welding pieces of scrap metal
similar to the production material in order to determine the
length of time it takes for proper fusion of the metals. The
heavier the thickness of metals to be welded, the longer the
timer must be on to perform a satisfactory weld.
Since the galvanized coating is a poor conductor of electricity,
it does not weld as readily as uncoated metal. The following
simple procedure is suggested when welding galvanized iron:
1. As soon as current is applied, tilt the work so that the
tips can “bite” into the coating. This will start the weld.
2. Keep handle depressed until weld cycle is complete. In
cases of metal which is rusty or has a heavy scale,
cleaning is recommended before welding.
In all cases, materials being welded should be clamped
together so it will not be necessary for the arms to pull
the material together.

The tips supplied are made of a top grade copper and
will last a long time under normal conditions.
Since the “power” of the welder is reflected in the di-
ameter and cleanliness of the tips, it is recommended
that the tips be kept at a diameter of not greater than
1/8”. For best results, keep them at 3/32”. Tips should
be dressed by using a small mill file regularly. Keep them
clean and to correct diameter.
CARE OF THE TIPS
GENERAL MAINTENANCE
ACCESSSORIES
DURO DYNE WARRANTY
Threaded Cone Tips (MT-3): Type MT-3 tip removal is
simple, however, it is necessary to use the following
procedure in order to break copper oxide scale which
forms in the threads:
Place an open end wrench on the tip and hit the far end
of the wrench with a sharp blow of a hammer. This breaks
the bond, and the tip can easily be removed and replaced.
Taper Fit Tips (MT-1 & MT-2): Tap the part of the arm
in which the tip is inserted, to loosen the tip. It should
then drop out easily.
Other than the proper adjustment and care of the tips,
there is little maintenance of the welder except to:
1. Make sure the line cord is not cut or damaged.
2. Make sure the plug wiring is secure and proper.
3. Remove the arms periodically to clean any scale
with steel wool.
Water Cooled Arms
Most standard arm styles are available with the water-
cooling feature. These arms are especially useful where
the heat generated in the arms is objectionable. Water-
cooled arms allow for most efficient operation and longer
tip life.
Welder Stand
Model ST-2
Part# 9203
Allows all Duro Dyne
Portable Spotwelders to
be converted to stationary
type units.
SPOT WELDER PARTS LIST
Duro Dyne Machinery is manufactured by skilled mechanics,
utilizing the latest production techniques. Each unit has been
rigorously tested prior to packaging and shipment in order to
ensure trouble free operation.
Your Duro Dyne machine has a 90 day warranty against de-
fects in material. Any component found to be defective will
be repaired or replaced (at manufacturer’s discretion) at
no cost, if faulty component is returned freight prepaid to
the nearest Duro Dyne Service Department. Warranty does
not apply to expendable parts or repairs or service due to
improper maintenance or operation procedures.
Duro Dyne products have been engineered to maximize op-
erator safety. Unauthorized modification of this product will
void the warranty.
All warranty claims must be accompanied by serial number,
date of purchase and distributor purchased from.
For Service or Parts:
Welder Service Department
Duro Dyne Corporation
Bay Shore, N.Y. 11706
Phone: 631-249-9000
Fax: 631-249-8346
Give us the details of your problem. The answer is often simple,
and in most cases eliminates unnecessary repairs.
ITEM# DESCRIPTION
9210 TSP/TBW Front Body
9211 TSP Rear Body
9212 TBW Rear Body
9213 TSP/TBW Rear Body Cover
9214 TSP Carriage
9215 TBW Carriage
9216 TSP/TBW Nose Piece
9217 TSP/TBW Lower Arm Mounting
9218 TSP Handle
9219 TBW Handle
9220 TSP/TBW Switch Mounting Bracket
9221 TSP/TBW Handle Spring
9222 TSP/TBW Actuator Spring
9223 TSP Nylon Actuator
9224 TSP/TBW Micro Switch
9225 TSP/TBW Switch Control Screw
9226 TSP Timer 110 Volt
9227 TSP/TBW Potentiometer
9228 TSP-1 Weld Transformer
9229 TBW Weld Transformer
9230 TSP Line Cord 110 Volt
9231 TSP2/TBW Line Cord 220 Volt
9232 TBW Hi/Lo Switch
9233 TSP/TBW Filter Screen
9234 TSP-1 Primary
9235 TBW Primary
9236 TSP Secondary
9237 TBW Secondary
9238 TSP/TBW Pivot Bolt
9239 TSP2/TBW Timer 220 Volt
9240 Line Cord Retainer
9241 TBW Nylon Activator
9242 TSP-2 Weld Transformer
9243 TSP-2 Primary
The welder is operated
by means of a foot le-
ver. The welder may be
installed and removed
with ease.

9219 TBW Handle
9218 TSP Handle
9225 Switch Control Screw
9221 Handle Spring
9223 Nylon Actuator
9241-TBW
9213 Rear Body Cover
9227 Potentiometer
9240 Line Cord Retainer
9226 Timer 110 Volts
9239 Timer 220 Volts
9224 Micro Switch
9211 Rear Body TSP
9212 TBW
9220 Switch Mounting Bracket
Complete Transformer
9228 TSP-1
9242 TSP-2
9229 TBW
9216 Nose Piece
9210 Front Body
Carriage
9214 TSP
9215 TBW
Secondary
9236 TSP
9237 TBW
9217 Lower
Arm Mounting
9238 Pivot Bolt
9232 TBW Switch (Hi-Lo)
Line Cord
9230 TSP-1 110 Volts
9231 TSP-2/TBW 220 Volts
9222 Actuator Spring
9233 Filter Screen
TBW Primary
Shown (4 wires) 9235 TBW
(2 wires) 9234 TSP-1
(2 wires) 9243 TSP-2
17385 Pot Knob
PARTS LOCATION
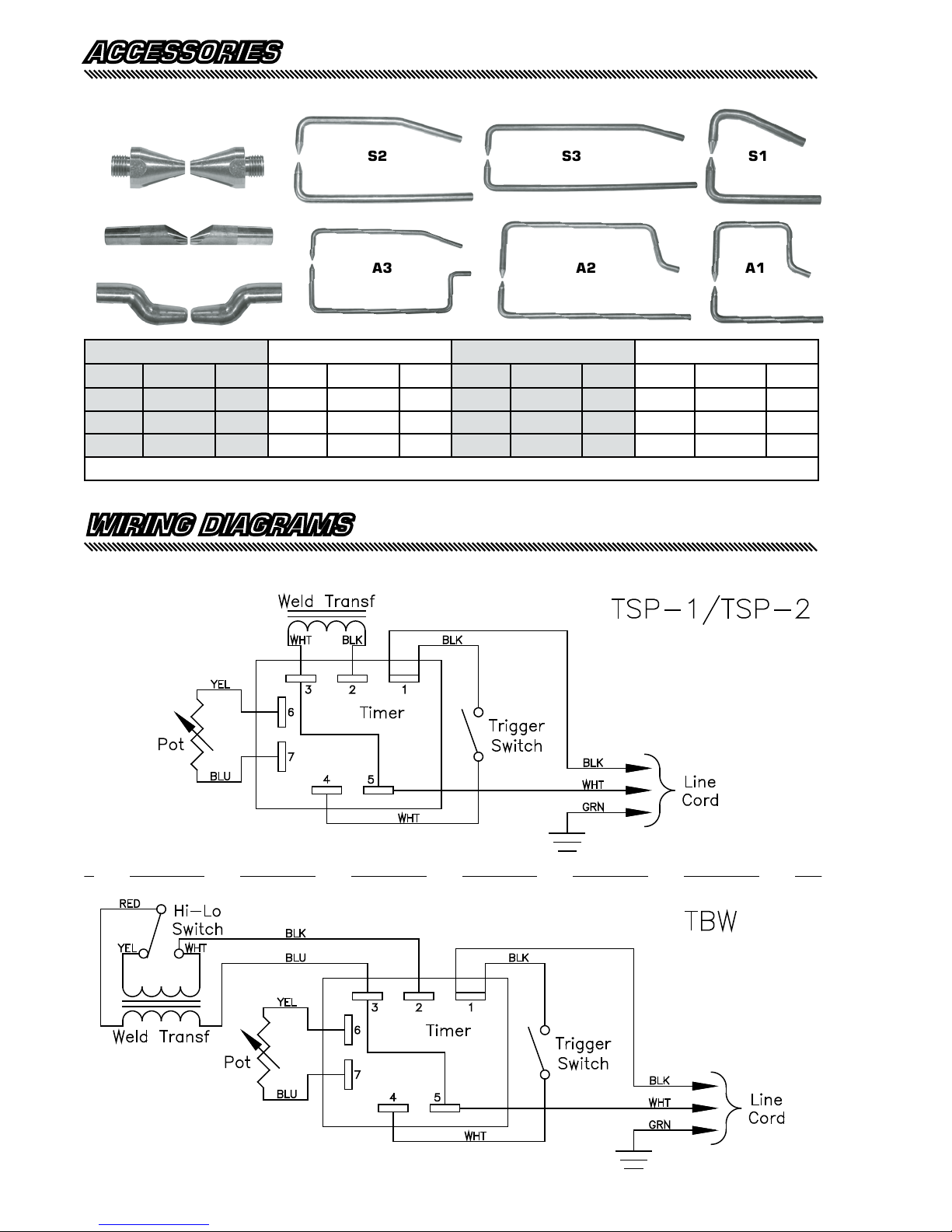
ACCESSORIES
TIPS STANDARD ARMS
MT3
ITEM# 9018
MT1
ITEM# 9019
MT2
ITEM# 9020
S2 S1
A3 A2 A1
S3
STANDARD WATER COOLED STANDARD WATER COOLED
Length Descrip. Item# Length Descrip. Item# Length Descrip. Item# Length Descrip. Item#
6” S-1 9012 6” A-1 9015
12” S-2 9013 12” S-2-W 9022 15” A-2 9016 15” A-2-W 9026
18” S-3 9014 18” S-3-W 9023 18” A-3 9017 18” A-3-W 9027
*NOTE: Dimensions reflect arms in closed position.
WIRING DIAGRAMS
Spotwelder
Spotwelder
®
MACHINERY DIVISION
© 2012 Duro Dyne Corporation
Printed in USA 05/2012
BI009401
®
This manual suits for next models
2
Table of contents

















