TEAM WELDER TIG 180 AC/DC User manual
1
TIG
WELDER
INSTRUCTION MANUAL
MM
MM
MOO
OO
ODD
DD
DEE
EE
EL 90L 90
L 90L 90
L 9055
55
500
00
011
11
1
TIG-SVEJSER
Brugsanvisning
TIG SVEISEMASKIN
Bruksanvisning
TIG SVETSARE
Bruksanvisning
TIG- HITSAULAITE
Käyttöohje
TIG WELDER
Instruction manual
TIG SCHWEISSGERÄT
Gebrauchsanweisung
3
10
17
24
31
38
DA
NO
SV
FI
EN
DE
Yhteisön tuoja:
HP Værktøj A/S
DK-7080 Børkop
Tanska
© 2006 HP Værktøj A/S
Kaikki oikeudet pidätetään. Tämän käyttöohjeen sisältöä ei saa
jäljentää kokonaan eikä osittain millään tavalla sähköisesti tai
mekaanisesti, esimerkiksi valokopioimalla tai -kuvaamalla, kääntää
tai tallentaa tiedontallennus- ja hakujärjestelmään ilman HP Værktøj
A/S:n kirjallista lupaa.
FI
EU-Importeur:
HP Værktøj A/S
7080 Børkop
Dänemark
© 2006 HP Værktøj A/S
Alle Rechte vorbehalten. Der Inhalt dieser Bedienungsanleitung
darf ohne die schriftliche Genehmigung von HP Værktøj A/S weder
ganz noch teilweise in irgendeiner Form unter Verwendung
elektronischer oder mechanischer Hilfsmittel, wie zum Beispiel
durch Fotokopieren oder Aufnahmen, wiedergegeben, übersetzt
oder in einem Informationsspeicher und -abrufsystem gespeichert
werden.
DE
EU importer:
HP Værktøj A/S
7080 Børkop
Denmark
© 2006 HP Værktøj A/S
All rights reserved. The content of this user guide may not be
reproduced in part or whole in any way, electronically or
mechanically (e.g. photocopying or scanning), translated or stored
in a database and retrieval system without the prior written
consent of HP Værktøj A/S.
EN
EU-importör:
HP Værktøj A/S
7080 Børkop
Danmark
© 2006 HP Værktøj A/S
Alla rättigheter förbehålles. Innehållet i denna bruksanvisning får inte
under några villkor, varken helt eller delvis, återges med hjälp av
elektroniska eller mekaniska hjälpmedel, som t.ex. foto-kopiering eller
fotografering, ej heller översättas eller sparas i ett informationslag-
rings- och informationshämtningssystem, utan skriftligt medgivande
från HP Værktøj A/S.
SV
EU-importør
HP Værktøj A/S
7080 Børkop
Danmark
© 2006 HP Værktøj A/S
Alle rettigheter forbeholdes. Innholdet i denne bruksanvisningen må
ikke gjengis, verken helt eller delvis, på noen måte ved hjelp av
elektroniske eller mekaniske hjelpemidler, inkludert foto-kopiering
eller opptak, oversettes eller lagres i et informasjonslagrings- og
informasjonshentingssystem uten skriftlig tillatelse fra
HP Værktøj A/S.
NO
EU-Importør:
HP Værktøj A/S
7080 Børkop
Danmark
© 2006 HP Værktøj A/S
Alle rettigheder forbeholdes. Indholdet i denne vejledning må ikke
gengives, hverken helt eller delvist, på nogen måde ved hjælp af
elektroniske eller mekaniske hjælpemidler, f.eks. fotokopiering eller
optagelse, oversættes eller gemmes i et informationslagrings- og
-hentningssystem uden skriftlig tilladelse fra HP Værktøj A/S.
DA
3
Tak fordi du valgte vores produkt! Mhp. at frembringe det meste af dit udstyr, bør du læse følgende
instruktioner omhyggeligt:
Overensstemmelseserklæring
Udstyret stemmer overens med EØF-direktiver 336 (elektromagnetisk kompatibilitet) og 73/23
(lavspænding) kun for fagfolk.
Udstyret stemmer overens med standarden ES 609741.
Beskrivelse
TIG 180 ACDC-maskinen er et enkeltfastet, vekselrettet svejsesystem, mobil, på 1 kg, luftkølet, til TIG-
svejsning med AC (Alternative Current) og DC (Direct Current) samt for elektroden MMA-svejsning med
direkte strømkreds (DC). I TIG AC-modus muliggør apparatet at svejse aluminium og dets legeringer;
med TIG DC muliggør det at svejse flertallet af metaller og med MMA alle typer af elektroder: rutiler,
elementært, rustfrit stål, støbejern og aluminium. Det opstiller også nemt en position AC som letter TIG
AC-indstillingerne.
Tekniske data
Svejsestrøm, elektroder 160 A Volt 230 Volt
Svejsestrøm, TIG 180 A Tændsats 16 A
IOmfatter TIG-brænder, manometer, tilbehør til brænder, elektrodeholder og jordledningskabel
DANSK
INSTRUKTIONSMANUAL
Indikatorer og symboler
A Ampere
V Volt
Hz Hertz
Wolfram vekselrettet gas (Tig).
Metal Manual arc (MMA)
Enhed kan bruges i miljø med forøget
fare for elektrisk stød.
Svejsestrømmen er direkte i MMA og Tig
DC.
IP Grad af beskyttelse
Uo Åben spænding
Enkeltfaser elektrisk fremføring 50 eller
60 Hz
Svejsestrømmen er alternativ I Tig AC.
Den elektriske bue producerer gnister,
der er farlige for øjne og hud (beskyt dig
mod dem!)
TSL TIG start system rør / skift / hæv
HF TIG starter systemet ved høj frekvens.
I1maks Nominelt maksimums–forsyningsstrøm
I1eff Forsyningsstrøm:
U1 Hovedledningspændingen
ES 60974-1 Apparatet stemmer overens med
standard ES60974-1 i relation til
svejseapparater
Gasudgang for TIG svejsebrænder
forbindelse.
Enkeltfaset, vekselrettet,
transformer-ensretter
X: Driftstid på 30%, 60% og 100 %
I2: tilsvarende strøm
I2: Konventionel ledespænding
Bemærk: svejsningen kan
fremprovokere brand eller en
eksplosion.
Maskinen stemmer overens med
de Europæiske Standarder.
Sæt dig omhyggeligt ind I denne
instrukitionsmanual
AC easy TIG AC positionen behøver ikke
frekvensindstillinger.
4
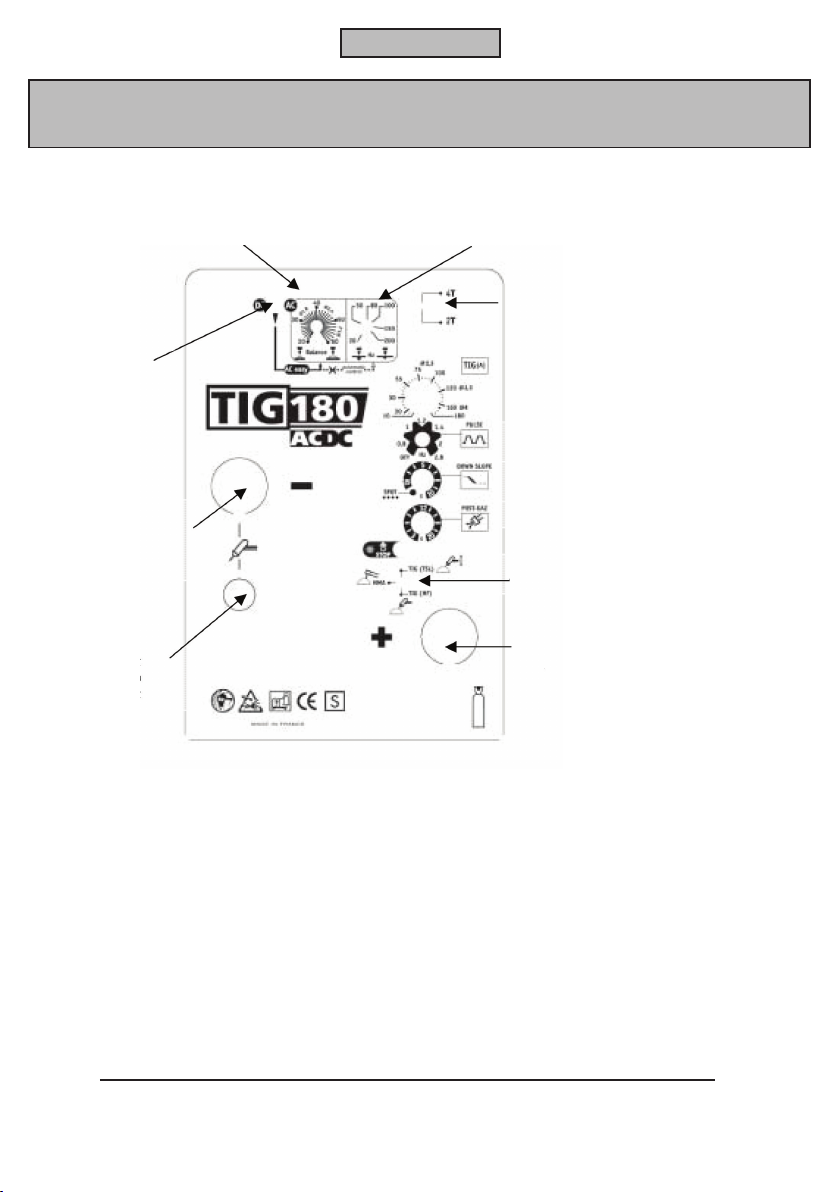
Kontroltavle på den forreste skærm
Balanceindstilling pos./neg. i AC
og diameter i AC easy Frekvensjustering i AC
(automatisk I AC easy)
Programvalg
1
DC
AC easy
AC
Valg
2 gange / 4 gange
Potentiometer til justering
af svejsestrøm
Pulsfrekvens justering (position
off = Tig. ingen puls)
Indstillinger på toningstid (i s.) og
position ”mode spot”.
Indstillinger af klemme til
gastid (i s.)
Terminal (-)
svejsebrænder i
Tig
AC og DC
Tilslutningsmuffe
triggerkontrol
Programvalg 2
TIG(TSL)/MMS/TIG (HF)
Gasudgang
Terminal (+)
Jordklemme i TIG
AC og DC
• Hvis du trykker på triggeren, muliggør der et H.F-signal fjernstart mellem elektrode og den del, der
skal svejses (brug under gasargon – mellem 4 og 10 Umin).
• Du kan regulere buens nedadgående hældning fra 0 til 10 sekunder og post-gas fra 3 til 20
sekonder
Strømforsyning - start
The Maskinen fungerer med en hovedledning 230V (50-60 Hz) + jordforbindelse
Maskinen leveres med et 16A netstik, men for at få så meget som muligt ud af din maskine er det
tilrådeligt at udskifte det mhp. at forbinde apparatet til 25A.
For at samle jordklemme og elektrodeholder med svejsemaskinen I overensstemmelse med de givne
polariteter, der defineres ved valg af elektrode, elektrodeholderens polaritet er indikeret på
elektrodedåsen.
Maskinen aktiveres med el-kontakten på maskinens bagside.
Den har også en beskyttelse mod overspænding, som standser maskinen, når spændingen overskrider
265 V eller underskrider 195 V (+/- 15 %).
DANSK
INSTRUKTIONSMANUAL

5
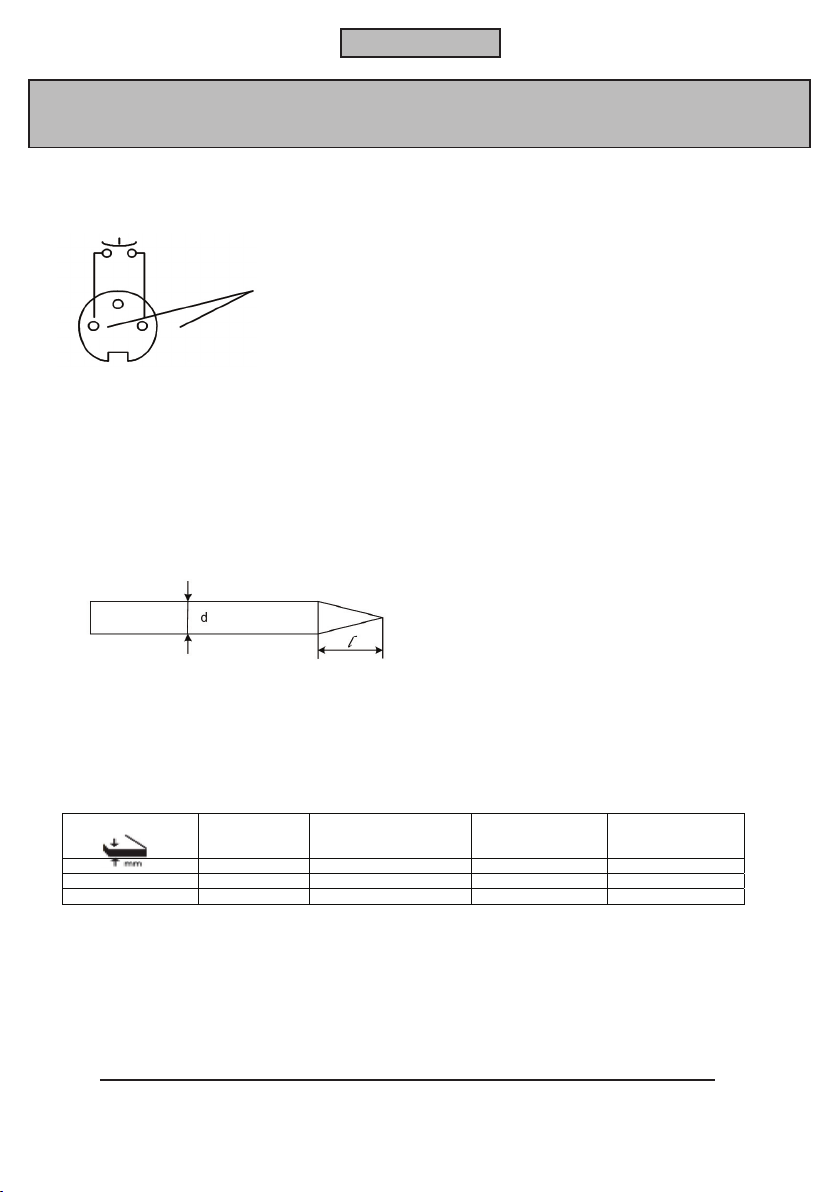
Trigger netstiksforbindelse
Trigger he trigger kontrol-tilslutningsmuffe skal fortrådes i overensstemmelse med det følgende skema
For at kontrollere kabelføringen af din svejsebrænder, hvis du ønsker at bruge en svejsebrænder (leveres
ikke af GYS).
TIG DC svejsning
• For at bruge Tig DC-svejsning sæt programvalg 1 i positionen DC og programvalg 2 i en af de 2
positioner Tig TSL eller HF, i overensstemmelse.
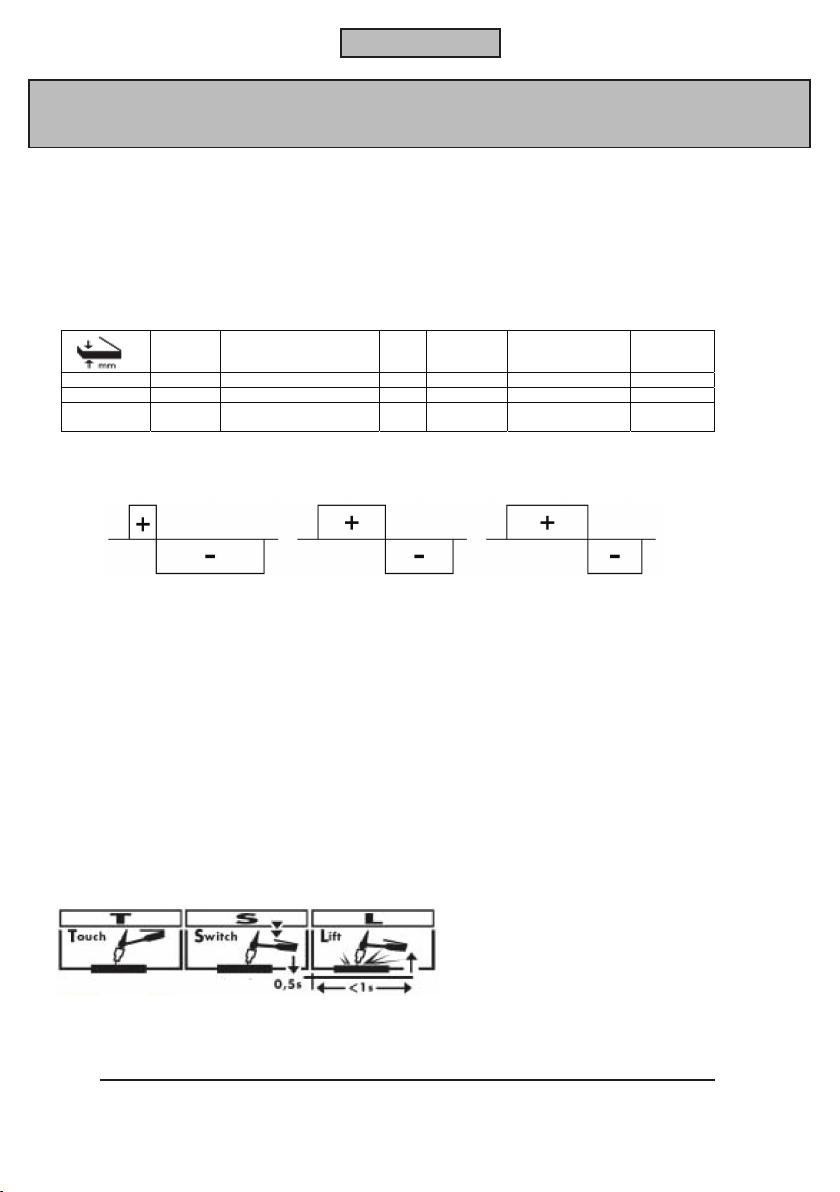
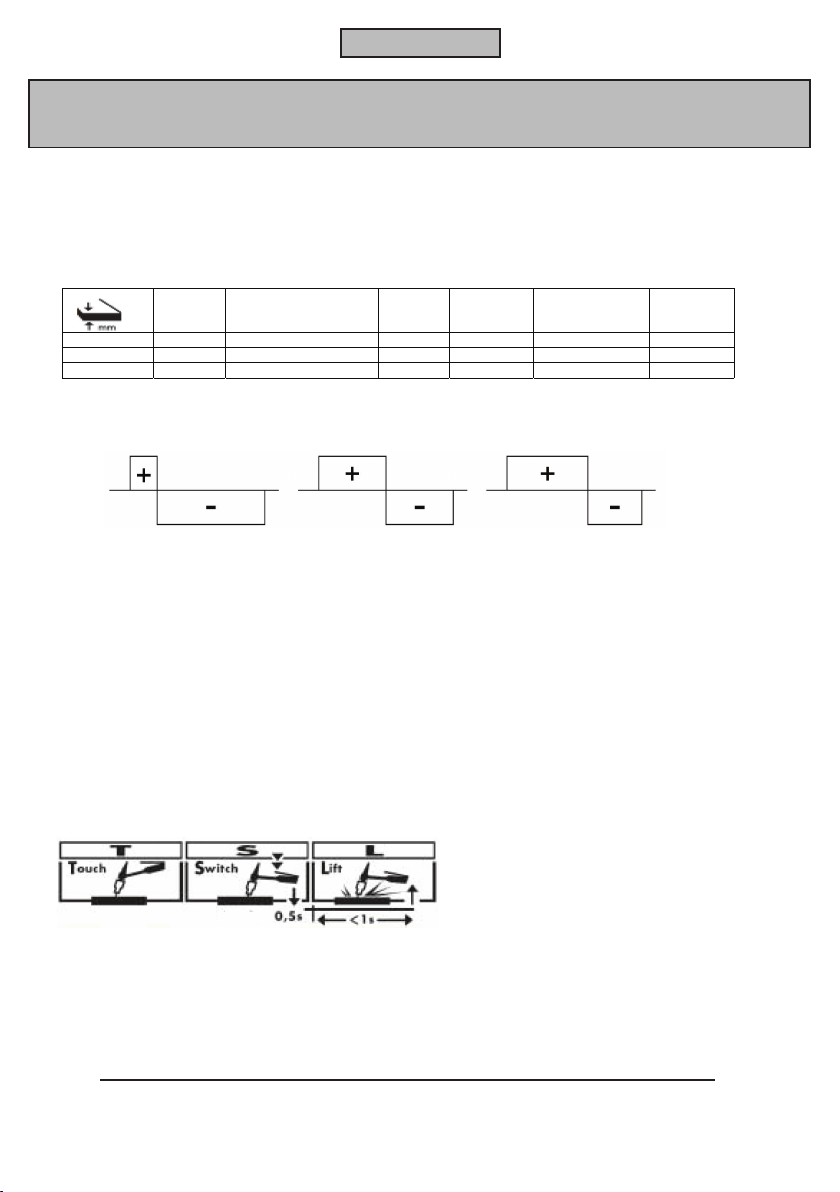
• For at svejse stål bør positionen DC anvendes med en slebet elektrode på den følgende måde:
= 3 x d for svagstrøm
= d for konstant stærkstrøm.
DC valgguide
TIG AC svejsning
• For at bruge Tig AC-svejsning sættes programvalg 1 i positionen AC eller AC easy og programvalg 2
i en af de 2 TIG, TSL eller HF i overensstemmelse med dit valg for at justere balancen og strømmen i
overensstemmelse med dit valg, for at justere balancen og strømmen i overensstemmelse med
diameteren på den brugte elektrode samt frekvensen i overensstemmelse med den ønskede
Forbind
kontaktkabler
normalt åbnet på
tapskruerne
DANSK
INSTRUKTIONSMANUAL
Strømstyrke (A) Ø Elektrode (mm)
= Ø kabel (understøtter
metal)
Dyse Start
(Argon l/mn)
... 10-80 1,6 9,8 5-6
2-5 70-140 1,6-2 9,8 6-7
4-6 140-180 2 9,8-15,7 7-8
6
indsmeltning. I positionen easy justeres frekvensen automatisk i overensstemmelse med
balancejusteringen og den brugte diameter.
• Elektroden behøver ikke at blive slebet undtagen, når strømmen er for svag < 50A. Det er normalt,
hvis der formes en kugle for enden af den elektrode, hvis størrelse afhænger af strømintensiteten:
Brug en elektrode med ren wolfram.
AC valgguide (anbefalede indikationer)
Balancejustering
Den alternative strøm bruges til at svejse aluminium og dets legeringer. Under den positive bølge brydes
oksidering. Under den negative bølge nedkøler elektroden, og delene bliver svejset, der er
indsmeltning. Ved modifikation af ratioen mellem 2 alternativer gennem balancejusteringen, vælger du
enten rengøring eller indsmeltning.
Frekvensjustering
I position AC easy justeres dette parameter automatisk i overensstemmelse med den anvendte
elektrodediameter. I positionen AC er det nødvendigt at justere frekvensen manuelt: desto mere
indsmeltning og rengøring, du har brug for, desto lavere skulle frekvensen blive. Brug fortrinsvis
positionen AC easy.
TIG TSL-svejsning (fra 10 til 180 A)
Dette er systemet til start af apparatet uden høj frekvens
T = Touch / berøring: rør ved elektroden på den del, der skal svejses
S = Switch / kontakt: tryk på triggeren
L = Lift: løft elektroden før et midlertidigt svigt på to sekunder
Balance: 20% maksimal indsmeltning 50% 60 % maksimum rengøring
Før gas
DANSK
INSTRUKTIONSMANUAL
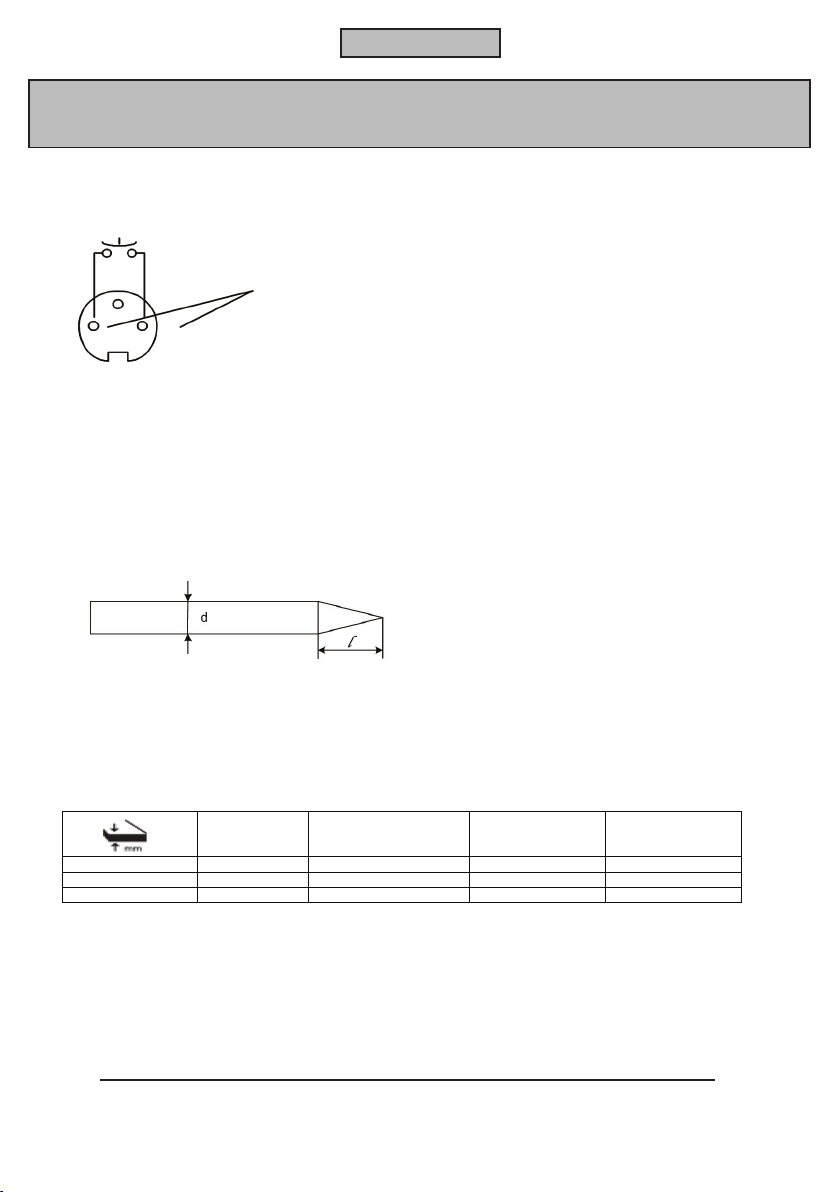
Strømstyrke
(A)
Ø Elektrode (mm)
= Ø kabel (understøtter metal)
Dyse Start
(Argon l/mn)
Balance Frekvens
(Hz)
1,6 50-90 1,6 9,8 6-7 30-40 50-100
2,4 80-150 2 9,8 7-8 40-50 40-60
3,2 120-180 2-2,4 9,8-
15,7
8-10 50-60 30-60
7
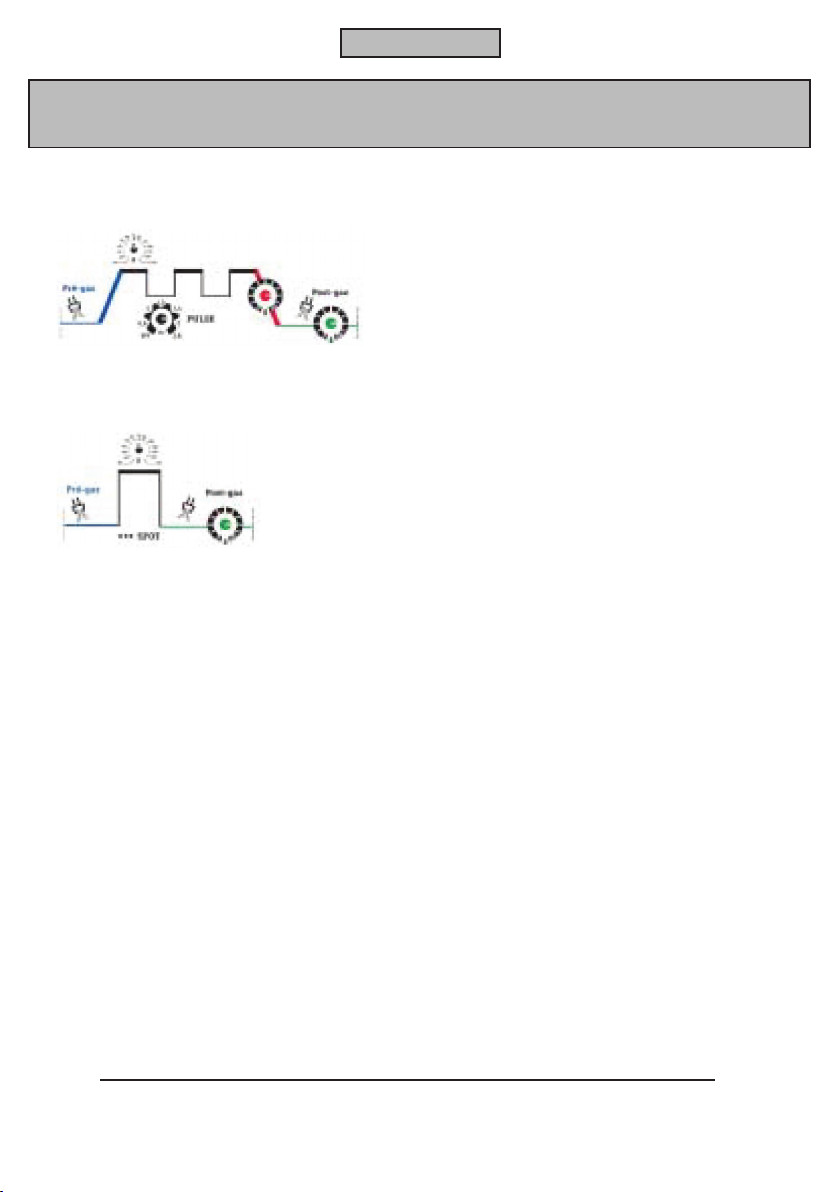
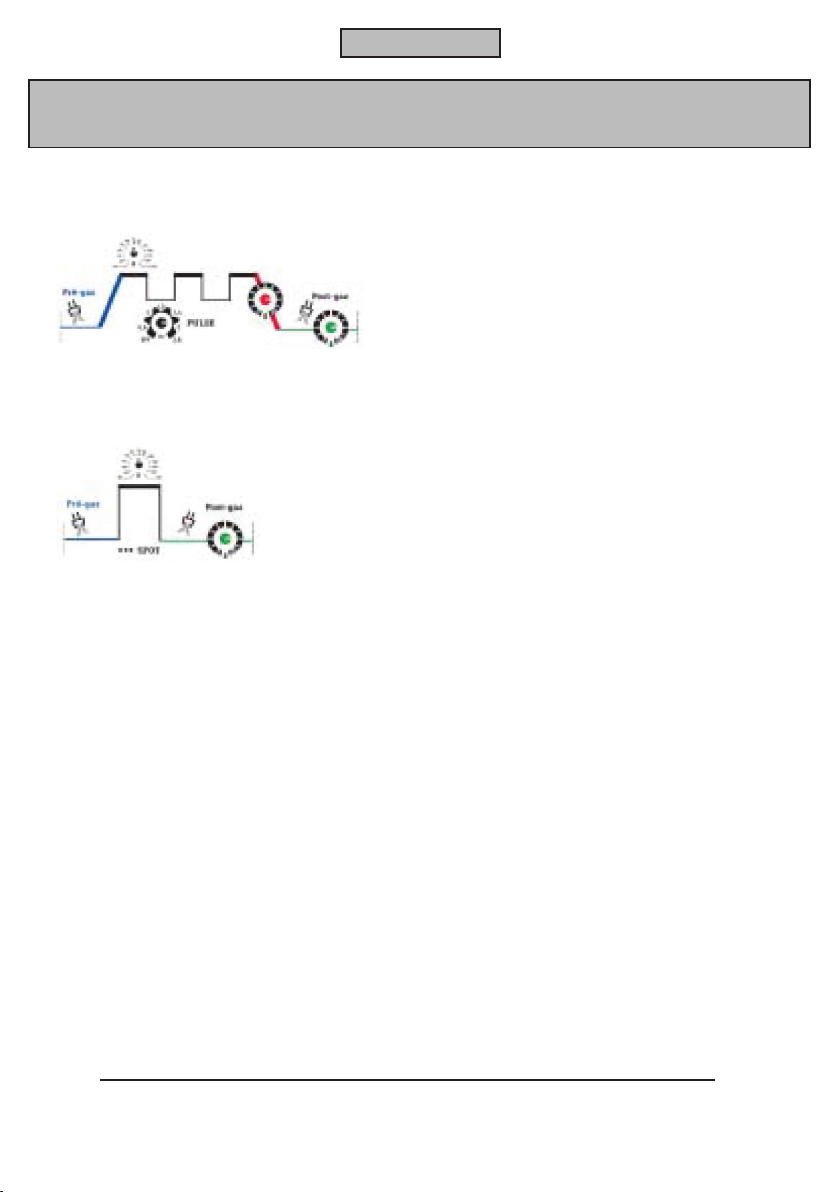
Pulset TIG-svejsning
For at svejse i denne svejsning skal du justere “pulseret”
potentiometer mellem 0,8 og 2,8 Hz (0,8 Hz til en
maksimal timing mellem hver pulsstation og 2,8 Hz for
en minimums timing mellem hver pulsering).
Modus-spot i TIG HF eller TSL
Denne produkttype er I stand til at spotte welding (potentiometer-
kontakt ”pulseret” i positionen off og potentiometer-kontakt ”Down
Slope” i spot-position. Du kan arbejde hurtigt med denne modus, nr
du ønsker at spotte de dele, der skal svejses med MIG.
2T / 4T funktion
Dette produkt har en funktion 2T / 4T , som kan bruges i TIG HF og TIG TSL;
• 2T : tryk på triggeren for svejsning, frigør triggeren for standsning
• 4T : tryk på triggeren for svejsning, tryk i et sekunds tid før standsning
Elektrode MMA-svejsning (fra 10 til 160A)
•Ved denne svejsetype er svejsestrømmen direkte.
•Følg venligst standardreglerne for svejsning.
•Efter svejsning efterlades maskinen forbundet for afkøling.
•Termisk beskyttelse: Indikatorlyset tændes og afkølingstiden er på ca. 5 min. Din enhed er udstyret
med 3 specielle, vekselrettede funktioner: Hot START giver gnistdannelse - strøm ca. 25 % mere
end den viste indstilling; Arc-styrken leverer en overstrøm på omkring 15 % mere end indstillingen
for at undgå klæbning, når elektroden kommer ned i bader: og anti-klæbemidlet lader dig skille
elektroden nemt, uden at den bliver rød i tilfælge af, at den klæber.
Vedligeholdelse
Kontroller, at generatoren er slået fra, træk først netstikket ud og vent på, at ventilatorerne stopper.
Spændinger og invendig strøm er høj og farlig.
Fjern beklædningen regelmæssigt og fjern støv med en luftpistol.
DANSK
INSTRUKTIONSMANUAL

8
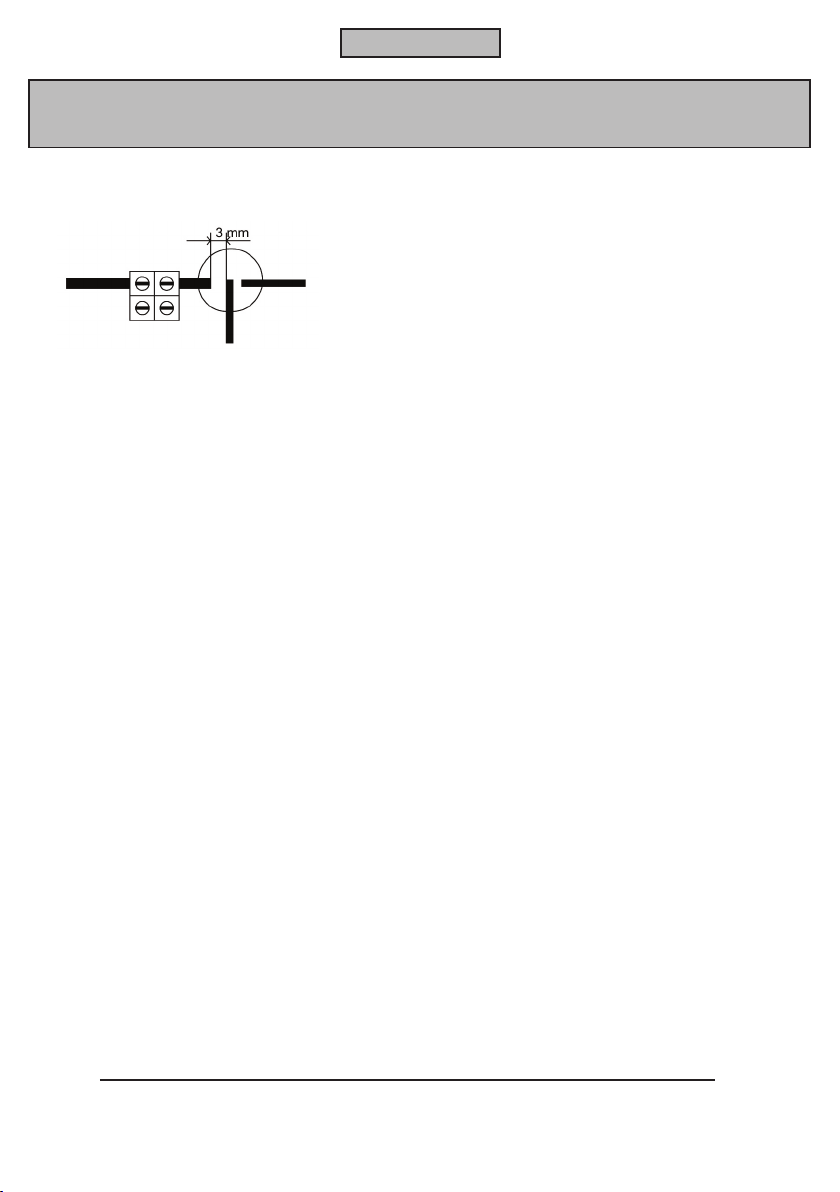
Gnistbane-justering
Denne maskine har et højeffektivt startsystem, hvilket bruger en
luft gnistbane (placeret på maskinens forside). Denne
komponent er justeret på fabrikken, da den vises på den
modsatte side. Om nødvendigt justeres afstanden mellem
elektrode-wolframmen og den faste del med et 3 mm bor.
I tilfælde af et problem
ONår du er klar til at svejse, og din maskine ikke producerer strøm, bør du omhyggeligt læse om de
mulige løsninger
A - 2 signaler er slået til: vent, til afkølingen er afsluttet. Efter dette kan det være forårsaget af, at der
ikke er nogen spænding mellem 230 V +/- 15 %. Din maskine er automatisk beskyttet, særligt hvis den
opererer med strømgenerator.
B – Lokal forsyning cirkulationssignal er tændt: for at kontrollere tilbehørets forbindelser, hvis ikke,
indlever din maskine til service for reparationer.
Hvis du, når du lægger din hånd på stålkassen, føler en prikken, mens maskinen er tændt, betyder det,
at du har jordet apparatet ukorrekt: kontroller forlængerkablet, netstikket og installationens
jordforbindelse.
Generelle råd
• Vælg et rent sted, overdækket mod dårligt vejr, og på en jævn overflade.
• Placer maskinen ikke mindre end en meter fra den del, der skal svejses for at reducere
forstyrrelsesrisikoen.
• Undervurder ikke maskinens vægt, bær den ikke hen over folk eller ting, og sæt den ikke brat ned.
• Beskyt dig selv ved at bruge et strålingsbeskyttelsesglas og almindelig glashjælm, det almindelige
glas skal fastgøres mod den eksterne side, som er eksponeret til svejsning, den beskytter
strålingsbeskyttelsesglasset mod sprøjt. Buesvejsning er farlig for brugeren og omgivelserne.
• Bær beskyttelsestøj (overalls, jeans).
• Brug svejsehandsker og et brandsikkert forklæde
• Fjern elektroden fra elektrodeholderen, når du ikke bruger den.
• Rengør jævnligt din maskine med en luftpistol, når strømmen er slået fra, og afbryd hovedkablet.
Brug ikke apparatet til at optø kanalisationerne.
DANSK
INSTRUKTIONSMANUAL

9
Sikkerhed
Forsigtig: din VEKSELRETTER skal forbindes med et netstik med jordforbindelse. Hvis ikke, vigtig
forsigtighed ved elektrokution
Beskyt dig selv og andre mod
- røg, brand, forbrænding.
- Arc-gnister.
- Regn, damp, fugtighed.
- Elektrisk chok.
- Brandfarligt miljø og brandfarlige produkter.
- Folk med pacemaker.
TDette apparat er bygget I overensstemmelse med de nye europæiske direktiver (CEM y B.T.) Læs
venligst de nedenfor givne instruktioner omhyggeligt.
Installation og brug
TBrugeren er ansvarlig for installationen og brugen af udstyret i overensstemmelse med fabrikantens
instruktioner. Hvis der opdages en elektromagnetisk forstyrrelse, skal brugeren løse problemet, om
nødvendigt med fabrikantens tekniske assistance.
A.1 Omkringliggende recoenition
Før indstallering af denne maskiner skal brugeren evaluere de potentielle problemer, der måtte opstå i
det omkring liggende område.
A.2 Medtoder til reduktion af forstyrrelse
A.2/1 Hovedstrømforsyning
Svejsestrømmens kilde skal være forbundet til hovedledningerne i overensstemmelse med fabrikantens’
instruktioner.
I tilfælde af interferens kan det være nødvendigt at træffe yderligere forholdsregler som filtrering af
hovedstrøms-energiforsyningen, afskærmning af forsyningskablet.
A.2/2 Vedligeholdelse af svejseapparater
Svejseapparatet skal ikke modificeres på nogen måde (bortset fra indstillingerne og ændringerne).
A.2/3 Svejsekabler
Svejsekablerne skal holdes så korte som muligt, placeret tæt på hinanden og lagt på eller ca. på
grundlinjen.
DANSK
INSTRUKTIONSMANUAL

10
Takk for at du valgte vårt produkt! For å få mest mulig glede av sveisemaskinen bør du lese følgende
instrukser nøye:
Samsvarserklæring
Maskinen er i samsvar med direktiv 83/336/EØF (elektromagnetisk kompatibilitet) og direktiv 73/23/
EØF (lavspenning) og er beregnet på profesjonelle eller andre erfarne brukere.Maskinen er i samsvar
med EN 609741-standarden.
Beskrivelse
TIG 180 ACDC er en 1 kg bærbar, luftkjølt enfaset Inverter-sveisemaskin beregnet på TIG-sveising med
vekselstrøm og likestrøm samt på MMA-sveising med likestrøm. I TIG-modus (likestrøm) er det mulig å
sveise aluminium og aluminiumlegeringer; i TIG-modus (vekselstrøm) er et mulig å sveise de fleste
metaller; i MMA-modus er det mulig å sveise med alle slags elektroder: rutile og basiske elektroder og
dessuten elektroder i rustfritt stål og støpejern. Maskinen har også en easy-likestrømsposisjon som gjør
det enkelt å justere TIG-innstillingene (likestrøm).Tekniske data
Sveisestrøm, elektroder 160 A Spenning 230 V
Sveisestrøm, TIG 180 A Sikring 16 A
TIG-brenner, manometer, brennertilbehør, elektrodeholder og jordingskabel følger med
NORSK
BRUKSANVISNING
Betydningen av tegn og symboler
A Ampere
V Vvolt
Hz Hertz
Wolframnøytralgass (TIG)
Manuell metallbue (MMA)
Maskinen har beskyttelse mot faren for
elektrisk støt
Sveisestrømmen er av typen likestrøm i
MMA- og TIG-modus (likestrøm)
IP Beskyttelsesgrad
Uo Nominell tomgangsspenning
Enfaset strømforsyning 50 eller 60 Hz
Sveisestrømmen er av typen vekselstrøm
i TIG-modus (vekselstrøm)
Lysbuen produserer stråler som er farlige
for øynene og huden (beskytt deg!)
TSL TIG-startsystem gjennom touch/switch/
lift
HF TIG-startsystem ved høy frekvens
I1max Maksimal nettstrømforsyning
I1eff Nettstrømforsyning
U1 Nettspenning
EN 60974-1 Maskinen er i samsvar med
EN60974-1-standarden for
sveisemaskiner
Gassutgang for TIG-
brennerkoblingen
Enfaset vekselretter, omformer-
likeretter
X: driftsfaktor på 30 %, 60 % og
100 %
I2: samsvarende strømforsyning
U2: konvensjonell spenning
Forsiktig: Sveising medfører
brann- eller eksplosjonsfare
Maskinen samsvarer med EU-
direktiver
Les denne bruksanvisningen nøye
AC easy TIG-posisjon (vekselstrøm) som
ikke behøver frekvensjustering

11
Kontrollpanel på framskjermen
Justering pos./neg. likevekt i
vekselstrømmodus og diameter i
easy-vekselstrømmodus
Frekvensjustering i
vekselstrømmodus (automatisk i
easy-vekselstrømmodus)
Velger 1
Likestrøm
Easy-
vekselstrøm
Vekselstrøm
Valg:
2 -takts/4-takts
Potensiometer for
justering av sveisestrøm
Impulsfrekvensjustering (av-
posisjon = TIG uten impuls)
Justering av tid for lysbueslukking
(i sek) og „punktmodus“-posisjon
Justering av tid for
ettergass (i sek)
Minuspol
brenner i TIG
(vekselstrøm og
likestrøm)
Utløserstyringskontakt
Velger 2
TIG (TSL) / MMS / TIG (HF)
Gassutgang
Plusspol
Jordingsklemme i TIG
(likestrøm og
vekselstrøm)
• Når du trykker på utløseren, gjør et HF-signal det mulig med fjernstart mellom elektroden og det
som skal sveises (brukes under argongass – mellom 4 og l0 l/min).
• Du kan justere lysbueslukkingen fra 0 til 10 sekunder og ettergassen fra 3 til 20 sekunder
Strømforsyning – oppstart
Maskinen fungerer på et 230 V-nett (50–60 Hz) + jording.
Maskinen leveres med et 16 A-støpsel, men du får mest glede av maskinen hvis du skifter det ut, slik at
maskinen kan kobles til et 25 A-anlegg.Du finner elektrodeholderens polaritet på elektrodeesken når du
skal koble jordingsklemmen og elektrodeholderen til sveisemaskinen i samsvar med de polariteter som
følger av elektrodevalget.
Maskinen slås på med strømbryteren på baksiden av maskinen.
Maskinen har dessuten en overspenningsbeskyttelse som stopper maskinen straks spenningen er høyere
enn 265 V eller lavere enn 195 V (+/- 15 %).
NORSK
BRUKSANVISNING
12
Utløserstøpseltilkobling
Utløserstyringskontakten må være tilkoblet i samsvar med følgende skjema:
Sjekk ledningene til brenneren hvis du bruker en brenner fra et annet firma enn GYS.
TIG-sveising (likestrøm)
• Sett velger 1 i likestrømposisjonen og velger 2 i ønsket posisjon TIG (TSL) eller TIG (HF) for å
sveise i TIG-modus (likestrøm).
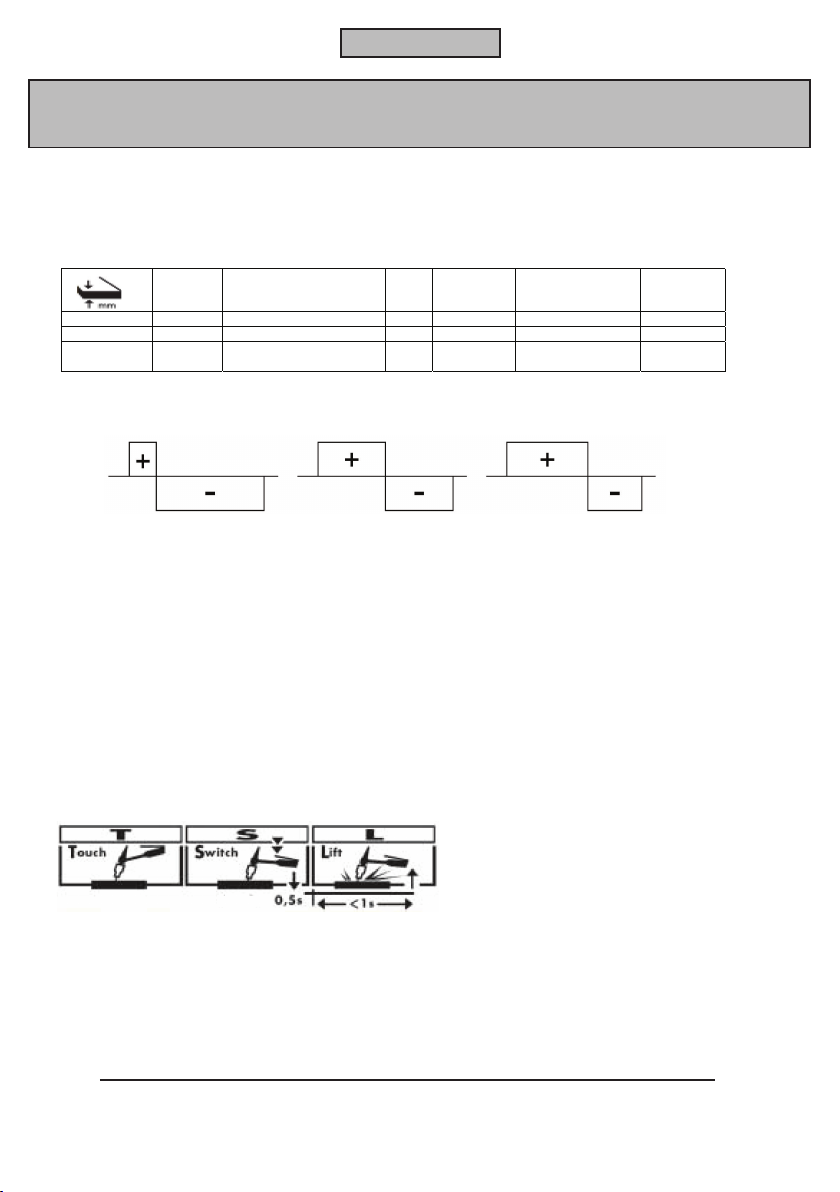
• Ved sveising av stål må likestrømsposisjonen brukes sammen med en spiss elektrode på følgende
måte:
= 3 x d for svakstrøm
= d for jevn sterkstrøm
Veiledning for valg av likestrøm
TIG-sveising (vekselstrøm)
• Sett velger 1 i vekselstrømposisjonen eller easy-vekselstrømposisjonen og velger 2 i ønsket posisjon
TIG (TSL) eller TIG (HF) for å justere likevekten og strømmen i samsvar med diameteren på den
benyttede elektroden samt frekvensen i samsvar med ønsket penetrering. I easy-posisjonen justeres
frekvensen automatisk i samsvar med likevektsjusteringen og den benyttede diameteren.
Koble de vanligvis
åpne kontakttrådene
til kontaktstykkene.
NORSK
BRUKSANVISNING
Strøm (A) Ø Elektrode (mm)
= Ø Ledning
(elektrodemetall)
Dyse Start
(Argon l/mn)
... 10–80 1,6 9,8 5–6
2–5 70–140 1,6–2 9,8 6–7
4–6 140–180 2 9,8–15,7 7–8
13
• Elektroden trenger bare å spisses når strømmen er for svak < 50A. Det er normalt at en kule dannes
i elektrodespissen; denne kulen er større når strømmen er høyere. Bruk en elektrode av ren wolfram.
Veiledning for valg av vekselstrøm (anbefalte verdier)
Likevektjustering
Vekselstrøm brukes til å sveise aluminium og aluminiumlegeringer. Under den positive bølgen brytes
oksidasjonen. Under den negative bølgen avkjøles elektroden, og delene sveises; penetrering
forekommer. Hvis forholdet mellom de to alternativene ved hjelp av likevektsjusteringen endres, blir
enten rengjøring eller penetrering valgt.
Frekvensjustering
I easy-vekselstrømposisjonen justeres denne parameteren automatisk i samsvar med den benyttede
elektrodediameteren. I vekselstrømposisjonen må frekvensen justeres manuelt. Jo mer penetrering og
rengjøring som trengs, desto lavere frekvens må brukes. Bruk helst easy-likestrømsposisjonen.
TIG-sveising (TSL) (10–180 A)
Dette er en måte å starte TIG-sveising på uten høy frekvens.
T = Touch: Hold elektroden inntil det som skal sveises.
S = Switch: Trykk på utløseren.
L = Lift: Løft elektroden innen to sekunder.
Likevekt: 20 % maksimal penetrering 50% 60 % maksimal penetrering
Før gass
NORSK
BRUKSANVISNING
Strøm (A)
Ø Elektrode (mm)
= Ø Ledning (elektrodemetall)
Dyse
Start
(Argon l/mn)
Likevekt
Frekvens
(Hz)
1,6 50–90 1,6 9,8 6–7 30–40 50–100
2,4 80–150 2 9,8 7–8 40–50 40–60
3,2 120–180 2–2,4 9,8–
15,7
8–10 50–60 30–60
14
TIG-sveising (impulsstrøm)
For å sveise på denne måten må du justere „impuls“-
potensiometeret til mellom 0,8 og 2,8 Hz (0,8 Hz for
maksimalt tidsrom mellom hver pulsasjon; 2,8 Hz for
minimalt tidsrom mellom hver pulsasjon).
Punktmodus i TIG (HF eller TSL)
I denne modusen kan du utføre punktsveising (impulsbryter for
potensiometer i av-posisjon og „Down slope“-bryter for potensiometer i
punktposisjon). Du kan arbeide raskt i denne modusen når du ønsker å
lokalisere det som skal sveises i MIG-modus.
2T/4T-funksjon
Denne maskinen har en 2T/4T-funksjon som kan brukes i TIG (HF) og TIG (TSL).
• 2T: Trykk på utløseren for å sveise, slipp utløseren for å stoppe
• 4T: Trykk på utløseren for å sveise, trykk på den enda en gang for å stoppe
MMA-sveising (10–160 A)
•I denne modusen er sveisestrømmen av typen likestrøm.
•Følg vanlige sveiseregler.
•La maskinen avkjøles før du slår den av.
•Varmebeskyttelse: Indikatorlampen lyser, og avkjølingstiden er ca. fem minutter. Maskinen er
utstyrt med tre spesielle Inverter-funksjoner: Hot start-funksjonen sørger for ca. 25 % mer strøm
enn vist innstilling; Arc force-funksjonen sørger for ca. 15 % mer strøm enn vist innstilling, slik at
elektroden ikke setter seg fast når den nærmer seg sveisebadet; Anti-stick-funksjonen lar deg løsne
elektroden på enkelt vis og hindrer at den blir rødglødende hvis den setter seg fast.
Vedlikehold
Pass på at generatoren er slått av, trekk først ut støpselet og vent til viftene stopper. Spenningen og
strømmen på innsiden er høy og farlig.
Fjern dekslet med jevne mellomrom og tørk av støvet med en trykkluftpistol.
NORSK
BRUKSANVISNING
15
Gnistgapjustering
Denne maskinen har et høyeffektivt startsystem, der det brukes
et luftgnistgap (på framsiden av maskinen). Denne
komponenten justeres på fabrikken som vist på motstående
side. Juster avstanden mellom wolframelektroden og den
ubevegelige delen med en 3 mm drill om nødvendig.
Hvis det oppstår problemer
Når du er klar til å sveise og maskinen ikke avgir strøm, kan du se på følgende løsninger:
A – 2 lamper er tent: Vent til maskinen er avkjølt. Etter dette kan årsaken være spenningen som ikke er
innenfor 230 V +/- 15 %. Maskinen er automatisk beskyttet, særlig hvis den går på strømgenerator.
B – Strømnettlampen er tent: Sjekk koblingene til tilbehøret, eller lever maskinen til kundeservice for
reparasjon.
Hvis du kjenner at det prikker når du legger hånden på stålkledningen, betyr det at du har jordet
maskinen feil: Sjekk strømanleggets skjøteledning, støpsel og jording.
Tips
• Bruk maskinen helst i rene, flate omgivelser beskyttet mot uvær.
• Plasser maskinen minst én meter unna det som skal sveises, slik at faren for forstyrrelser reduseres.
• Ikke undervurder maskinens tyngde. Løft den derfor ikke over mennesker eller gjenstander, og mist
den ikke i bakken eller sett den brått ned.
• Bruk ansiktsmaske med filterglass og vanlig glass til å beskytte deg; det vanlige glasset må festet på
den siden som utsettes for sveising slik at det verner filterglasset mot spruting. Buesveising er farlig
både for sveiseren og omgivelsene.
• Bruk beskyttelsesklær (kjeledress, dongeribukse).
• Bruk vernehansker og brannsikkert forkle.
• Ta elektroden ut av elektrodeholderen når du ikke bruker den.
• Tørk støv av maskinen jevnlig med en trykkluftpistol etter at du har slått den av. Ikke bruk
maskinen til å tine rørledninger.
NORSK
BRUKSANVISNING
16
Sikkerhet
Forsiktig: Maskinen må kobles til en jordet stikkontakt. I motsatt fall er det stor fare for elektrisk støt.
Beskytt deg selv og andre mot:
- avgasser, ild, brannskader
- buestråling
- regn, damp, fukt
- elektrisk støt
- lettantennelige omgivelser og produkter
- ikke bruk maskinen i nærheten av mennesker med pacemaker
Maskinen er konstruert i samsvar med de nye EU-direktivene om elektromagnetisk kompatibilitet og
lav spenning. Les instruksene nedenfor nøye.
Installasjon og bruk
Brukeren er ansvarlig for å installere og bruke maskinen i samsvar med instruksene fra produsenten.
Hvis elektromagnetiske forstyrrelser blir oppdaget, må brukeren løse problemet med teknisk hjelp fra
produsenten om nødvendig.
A.1 Kjennskap til omgivelsene
Før installasjonen må brukeren bli kjent med eventuelle elektromagnetiske problemer i omgivelsene.
A.2 Måter å redusere forstyrrelser på
A.2/1 Strømforsyning
Maskinen må kobles til strømnettet i samsvar med instruksene fra produsenten.
Hvis det skulle oppstå forstyrrelser, kan strømforsyningen filtreres og strømledningen isoleres.
A.2/2 Maskinvedlikehold
Maskinen må ikke modifiseres på noen som helst måte (unntatt innstillingene og modifikasjonene som
er omtalt i bruksanvisningen).
A.2/3 Maskinledninger
Maskinledningene bør være så korte som mulig, og plassert i nærheten av hverandre og på bakkenivå.
NORSK
BRUKSANVISNING

17
Tack för att du valde vår produkt! För att få ut det mesta av utrustningen, bör du läsa följande
noggrant.
Försäkran om överensstämmelse
Utrustningen följer EEC-direktiven 83/336 (elektromagnetisk kompatibilitet) och 73/23 (lågspänning)
för professionellt bruk.
Utrustningen följer standarden EN 609741.
Beskrivning
Maskinen TIG 180 ACDC är en invertersvets med enfas. Den är bärbar och väger 1 kg och är avsedd för
TIG-svetsning med AC (växelström) och DC (likström) samt för MMA-elektrodsvetsning med DC
(likström). I TIG-läge med AC kan man svetsa aluminium, i TIG-läge med DC kan man svetsa de flesta
metaller och i MMA-läget alla typer av elektroder: rutil, normal, rostfritt stål, gjutjärn och aluminium.
Det finns ett läge växelströmsläge, ”AC easy”, som underlättar inställningen av TIG med växelström.
Tekniska data
Svetsström, elektroder 160 A Spänning 230 volt
Svetsström, TIG 180 A Säkring 16 A
TIG-brännare, manometer, brännartillbehör, elektrodhållare och jordkabel medföljer.
SVENSKA
BRUKSANVISNING
Innebörd av tecken och symboler
A Ampere
V Volt
Hz Hertz
Tungsten inert-gas (TIG).
Manuell metallbågsvetsning (MMA)
Enheten kan användas i omgivning med
ökad risk för elektriska stötar
Svetsströmmen är likström vid MMA och
TIG DC.
IP Skyddsgrad
Uo Nollpunktsspänning
Enfas elmatning 50 eller 60 Hz
Svetsströmmen är växelström vid TIG
AC.
Svetsbågen avger gnistor som är skadliga
för ögon och hud (skydda dig).
TSL TIG-startsystem Touch/Switch/Lift
HF TIG-startsystem genom Hög Frekvens
I1max Maximal strömtillförsel
I1eff Strömtillförsel
U1 Elnätsspänning
EN 60974-1 Utrustningen följer standarden EN
60974-1 som avser svetsmaskiner.
Gasutlopp för TIG-
brännarkopplingen.
Enfastransformator transformator-
likriktare
X: Pulsbredd på 30 %, 60 % och
100 %
I2: Motsvarande strömstyrkor
U2: Vanlig voltstyrka
Varning, svetsning kan orsaka
eldsvåda eller explosion.
Maskinen följer europeiska
standarder.
Läs denna bruksanvisning
noggrant
AC easy TIG AC-läge där de vanliga
inställningarna inte behövs göras.

18
Översikt över kontrollpanel
Balansinställning positivt/
negativt i AC samt diameter i
”AC easy”
Frekvensjustering i AC
(automatisk i ”AC easy”)
Omvandlare 1
DC
AC easy
AC
Val
2 gånger/4 gånger
Justeringspotentiometer
för svetsström
Pulsfrekvensjustering (läget
off=TIG, inte puls)
Inställning av svetsbågens
slockningstid (i sek.) och läge ”mode
spot”.
Inställning av
gasefterströmningstid (i sek.)
Kabelfäste (-)
brännare i TIG
AC och DC
Avtryckaranslutning
Omvandlare 2
TIG(TSL)/MMS/TIG (HF)
Gasutlopp
Kabelfäste (+)
Jordklämma i TIG
DC och AC
• När du trycker på avtryckaren sänds en HF-signal ut mellan elektroden och föremålet som ska
svetsas (använd Argongas mellan 4 och 10 min).
• Du kan reglera bågens downslope från 0 till 10 sekunder och gasefterströmning från 3 till 20
sekunder
Strömtillförsel - starta
Utrustningen kräver en nätanslutning med 230 V (50-60 Hz) + jordning.
Maskinen levereras med en 16 A-stickpropp, men för att du ska få ut det mesta av utrustningen bör du
byta ut den så att den kan kopplas till 25 A.
För att ansluta jordklämman och elektrodhållaren till svetsmaskinen med rätt polaritet, se
elektrodklämmans polaritet som finns specificerad på elektrodens förpackning.
Utrustningen sätts på med hjälp av strömbrytaren på maskinens baksida.
Den har även ett överspänningsskydd som stänger av maskinen när spänningen är över 265 V eller under
195 V (+/- 15 %).
SVENSKA
BRUKSANVISNING
19
Avtryckaranslutning
Avtryckaranslutningen ska installeras enligt följande schema:
Kontrollera svetsmunstyckets kablar om du vill använda ett munstycke från annan tillverkare (ej
levererat av GYS).
TIG-svetsning med DC
• För att TIG-svetsa med DC sätter du omkopplare 1 i DC-läget och omkopplare 2 i antigen TIG TSL
eller HF, enligt önskemål.
• Vid svetsning av stål ska DC-läget användas, samt en spetsig elektrod och på följande sätt:
= 3 x d för svagström
= d för starkström.
Schema över DC-val
TIG-svetsning med AC
• För att TIG-svetsa med AC sätter du omkopplare 1 i läget AC eller ”AC easy” och omkopplare 2 i
antigen TIG TSL eller HF, för att justera balans och ström i enlighet med den elektrod som används,
samt ställa in frekvens för önskad penetration. I läget ”easy” ställs frekvensen in automatiskt i
enlighet med balansjusteringen och den diameter som används.
Koppla kontakt-
kablarna som vanligtvis
öppnas vid stiften
SVENSKA
BRUKSANVISNING
Ström (A)
Ø Elektrod (mm)
= Ø tråd (bärande metall)
Munstycke
Start
(Argon l/mn)
... 10-80 1,6 9,8 5-6
2-5 70-140 1,6-2 9,8 6-7
4-6 140-180 2 9,8-15,7 7-8
20
• Enbart när strömmen är för svag behöver elektroden vara spetsig.< 50 A. Det är normalt att en kula
formas längst ut på elektroden. Det beror på strömmens styrka. Använd en elektrod med ren
tungsten.
Schema över AC-val (rekommendationer)
Balansjustering
Växelströmmen används för att svetsa aluminium och metallblandningar. Under den positiva vågen bryts
oxidering. Under den negativa vågen svalnar elektroden, delarna svetsas och penetration uppstår.
Genom att ändra på förhållandet mellan två alternativ med hjälp av balansjusteringen, väljer du antigen
rengöring eller penetration.
Frekvensjustering
I läget ”AC easy” justeras denna inställning automatiskt i enlighet med elektrodens diameter. I läget AC
måste frekvensen ställas in manuellt: ju mer penetration eller rengöring du vill ha, desto lägre ska
frekvensen vara. Vi rekommenderar att du använder läget ”AC easy”.
TIG TSL-svetsning (från 10 till 180 A)
Start av utrustningen utan hög frekvens
T = Touch (nudda): nudda med elektroden på den del som ska svetsas.
S = Switch (sätt på): tryck ner avtryckaren
L = Lift (lyft): lyft elektroden inom loppet av två sekunder
Balans: 20 % Maximal penetration 50% 60 % Maximal rengöring
Innan gas
SVENSKA
BRUKSANVISNING
Ström (A)
Ø Elektrod (mm)
= Ø tråd (bärande metall)
Munstycke
Start
(Argon l/mn)
Balans
Frekvens
(Hz)
1,6 50-90 1,6 9,8 6-7 30-40 50-100
2,4 80-150 2 9,8 7-8 40-50 40-60
3,2 120-180 2-2,4 9,8-15,7 8-10 50-60 30-60
Table of contents
Languages:
Other TEAM WELDER Welding System manuals

TEAM WELDER
TEAM WELDER Plasma CUT 65 User manual

TEAM WELDER
TEAM WELDER TIG 180 DC User manual

TEAM WELDER
TEAM WELDER MIG 250 S User manual

TEAM WELDER
TEAM WELDER MIG drive Synergic puls User manual

TEAM WELDER
TEAM WELDER MMA 160 User manual

TEAM WELDER
TEAM WELDER TIG 180 AC/DC puls User manual

TEAM WELDER
TEAM WELDER MIG 302 S SYNERGIC User manual

















