TOP GUN WELDING 2040 5IN1 User manual

INTRODUCTION
Ⅰ
I
IMPORTANT: Read this Owner’s Manual Completely before attempting to use this
equipment. Save this manual and keep it handy for quick reference. Pay particular
attention to the safety instructions we have provided for your protection. Contact your
distributor if you do not fully understand this manual.
2040 5IN1
INVERTER Based Welding & Cutting Machines
OPERATORS’ MANUAL

CONTENT
- II -
CONTENT
§1 Safety.............................................................................................1
§1.1 Symbols Explanation................................................................................................... 1
§1.2 Machine Operating warnings!.................................................................................... 1
§1.3 EMC device classification........................................................................................... 8
§1.4 EMC measure............................................................................................................... 9
§1.5 Warning label............................................................................................................. 10
§2 Overview..................................................................................... 11
§2.1 Features .......................................................................................................................11
§2.2 Technical Data............................................................................................................ 13
§2.3 Brief Introduction...................................................................................................... 14
§2.4 Duty cycle and Over-heat.......................................................................................... 15
§2.5 Working Principle...................................................................................................... 15
§2.6 Volt-Ampere Characteristic...................................................................................... 16
§3 Panel Functions & Descriptions...............................................17
§3.1 Machine Layout Description .................................................................................... 17
§3.2 Control Panel of welding machine ........................................................................... 18
§4 Installation & Operation ..........................................................19
§4.1 Installation & Operation for MMAWelding........................................................... 19
§4.1.1 Set up installation for MMAWelding .................................................................................19
§4.1.2 Operation of MMA welding method...................................................................................20
§4.1.3 MMAWelding..................................................................................................................22
§4.1.4 MMAWelding Fundamentals .............................................................................................24
§4.2 Installation & Operation for TIG Welding ............................................................. 25
§4.2.1 Set up installation for TIG Welding ....................................................................................25
§4.2.2 Operation of LIFT TIG/HF TIG/Smart TIG welding method .............................................27
§4.2.3 DC TIG Welding .................................................................................................................28
§4.2.4 TIG Welding Fusion Technique...........................................................................................30
§4.2.5 Tungsten Electrodes ............................................................................................................31
§4.2.6 Tungsten Preparation...........................................................................................................34
§4.2.7 Gun switch control current..................................................................................................36
§4.3 Installation & Operation for MIG Welding............................................................ 37

CONTENT
- II -
§4.3.1 Set up installation for MIG Welding- Gas shielded wire.....................................................37
§4.3.2 Operation of MIG Synergic/MIG Pulse welding method....................................................39
§4.3.3 Wire Feed Roller Selection .................................................................................................41
§4.3.4 Wire Installation and Set Up Guide.....................................................................................42
§4.3.5 Set up installation for MIG Welding- Gasless wire.............................................................44
§4.3.6MIG Torch Liner Installation ...............................................................................................47
§4.3.7 MIG Torch Liner Types and Information ............................................................................49
§4.3.8 Torch & Wire Feed Set Up for Aluminium Wire.................................................................51
§4.3.9 MIG Welding.......................................................................................................................54
§4.3.10 Standard welding programs...............................................................................................62
§4.3.11 Welding parameters...........................................................................................................63
§4.4 Installation & Operation for Cutting....................................................................... 65
§4.4.1 Cutting Guide......................................................................................................................69
§4.4.2 Operating Techniques..........................................................................................................70
§4.5 Operation of Setting .................................................................................................. 73
§4.6 Operation of SAVE/LOAD........................................................................................ 74
§4.7 Welding parameters................................................................................................... 75
§4.8 Operation environment............................................................................................. 77
§4.9 Operation Notices...................................................................................................... 77
§5 Welding trouble shooting..........................................................79
§5.1 MIG welding trouble shooting.................................................................................. 79
§5.2 MIG wire feed trouble shooting ............................................................................... 81
§5.3 TIG welding trouble shooting................................................................................... 82
§5.4 MMAwelding trouble shooting................................................................................ 85
§5.5 MMAwelding trouble shooting................................................................................ 87
§6 Maintenance & Troubleshooting .............................................89
§6.1 Maintenance............................................................................................................... 89
§6.2 Troubleshooting ......................................................................................................... 90
§6.3 List of error code ....................................................................................................... 91
§6.4 Electrical schematic drawing.................................................................................... 93

SAFETY
-1-
§1 Safety
Welding and cutting equipment can be dangerous to both the operator and people in
or near the surrounding working area, if the equipment is not correctly operated.
Equipment must only be used under the strict and comprehensive observance of all
relevant safety regulations. Read and understand this instruction manual carefully
before the installation and operation of this equipment.
§1.1 Symbols Explanation
The above symbols mean warning!
Notice! Running parts, getting an electric shock or making contacts with thermal
parts will cause damage to your body and others. The underline message is as
follows:
Welding is quite a safe operation after taking several necessary protection
measures!
§1.2 Machine Operating warnings!
The following symbols and words explanations are for some damages to your body
or others, which could happen during the welding operation. While seeing these
symbols, please remind yourself and others to be careful.
Only people who are trained professionally can install, debug, operate, maintain
and repair the welding equipment covered with this Operator’s Manual!
During the welding operation, non-concerned people should NOT be around,
especially children!
After shutting off the machine power, please maintain and examine the equipment
according to §7 because of the DC voltage existing in the electrolytic capacitors at
the output of the power supply!
SAFETY
-2-
ELECTRIC SHOCK CAN KILL.
Touching live electrical parts can cause fatal shocks or severe burns. The electrode
and work circuit is electrically live whenever the output is on. The input power
circuit and internal machine circuits are also live when power is on. In Mig/Mag
welding, the wire, drive rollers, wire feed housing, and all metal parts touching the
welding wire are electrically live. Incorrectly installed or improperly grounded
equipment is dangerous.
Never touch live electrical parts.
Wear dry, hole-free gloves and clothes to insulate your body.
Be sure to install the equipment correctly and ground the work or metal to be
welded to a good electrical (earth) ground according to the operation manual.
The electrode and work (or ground) circuits are electrically “hot” when the
machine is ON. Do not touch these “hot” parts with your bare skin or wet clothing.
Wear dry, hole-free gloves to insulate hands.
In semiautomatic or automatic wire welding, the electrode, electrode reel, welding
head, nozzle or semiautomatic welding gun are also electrically “hot”.
Insulate yourself from work and ground using dry insulation. Make certain the
insulation is large enough to cover your full area of physical contact with work and
ground.
Be Careful when using the equipment in small places, falling-off and wet
circumstance.
Always be sure the work cable makes a good electrical connection with the metal
being welded. The connection should be as close as possible to the area being
welded.
Maintain the electrode holder, work clamp, welding cable and welding machine in
good, safe operating condition. Replace damaged insulation.
Never dip the electrode in water for cooling.
Never simultaneously touch electrically “hot” parts of electrode holders connected
SAFETY
-3-
to two welders because voltage between the two can be the total of the open
circuit voltage of both welders.
When working above the floor level, use a safety belt to protect yourself from a
fall should you get an electric shock!
FUMESAND GASES CAN BE DANGEROUS.
Smoke and gas generated whilst welding or cutting can be harmful to people’s health.
Welding produces fumes and gases. Breathing these fumes and gases can be
hazardous to your health.
Do not breathe the smoke and gas generated whilst welding or cutting, keep your
head out of the fumes. Use enough ventilation and/or exhaust at the arc to keep
fumes and gases away from the breathing zone. When welding with electrodes which
require special ventilation such as stainless or hard facing or on lead or cadmium
plated steel and other metals or coatings which produce highly toxic fumes, keep
exposure as low as possible and below the Threshold Limit Values using local
exhaust or mechanical ventilation. In confined spaces or in some circumstances,
outdoors, a respirator may be required. Additional precautions are also required
when welding on galvanized steel.
Do not weld in locations near chlorinated hydrocarbon vapors coming from
degreasing, cleaning or spraying operations. The heat and rays of the arc can react
with solvent vapors to form phosgene, a highly toxic gas, and other irritating
products.
Shielded gases used for arc welding can displace air and cause injury or death.
Always use enough ventilation, especially in confined areas, to insure breathing air
is safe.
Read and understand the manufacturer’s instructions for this equipment and the
consumables to be used, including the material safety data sheet and follow your
employer’s safety practices.
SAFETY
-4-
ARC RAYS: Harmful to people’s eyes and skin.
Arc rays from the welding process produce intense visible and invisible ultraviolet
and infrared rays that can burn eyes and skin.
Use a shield with the proper filter and cover plates to protect your eyes from
sparks and the rays of the arc when welding or observing open arc welding.
Use suitable clothing made from durable flame-resistant material to protect your
skin and that of your coworkers from the arc rays.
Protect other nearby personnel with suitable, non-flammable screening and /or
warn them not to watch the arc nor expose themselves to the arc rays or to hot spatter
or metal.
SELF-PROTECTION
Keep all equipment safety guards, covers and devices in position and in good
repair. Keep hands, hair, clothing and tools away from V-belts, gears, fans and all
other moving parts when starting, operating or repairing equipment.
Do not put your hands near the engine fan. Do not attempt to override the governor
or idler by pushing on the throttle control rods while the engine is running.
DO NOT add any fuel near an open-flame welding arc or
when the engine is running. Stop the engine and allow it to cool before refueling to
prevent spilled fuel from vaporizing on contact with hot engine parts and igniting.
Do not spill fuel when filling tank. If fuel is spilled, wipe it up and do not start
engine until fumes have been eliminated.

SAFETY
-5-
WELDING SPARKS can cause fire or explosion.
Welding on closed containers, such as tanks, drums, or pipes, can cause them to
explode. Flying sparks from the welding arc, hot work piece, and hot equipment can
cause fires and burns. Accidental contact of electrode to metal objects can cause
sparks, explosion, overheating, or fire. Check and be sure the area is safe before
doing any welding
Remove fire hazards material from the welding area. If this is not possible, cover
them to prevent the welding sparks from starting a fire. Remember that welding
sparks and hot materials from welding can easily go through small cracks and
openings to adjacent areas. Avoid welding near hydraulic lines. Have a fire
extinguisher readily available.
Where compressed gases are to be used at the job site, special precautions should
be used to prevent hazardous situation.
When not welding, make certain no part of the electrode circuit is touching the
work or ground. Accidental contact can cause overheating and create a fire hazard.
Do not heat, cut or weld tanks, drums or containers until the proper steps have
been taken to insure that such procedures will not cause flammable or toxic vapors
from substances inside. They can cause an explosion even though they have been
“cleaned”.
Vent hollow castings or containers before heating, cutting or welding. They may
explode.
Sparks and spatter are thrown from the welding arc. Wear oil free protective
garments such as leather gloves, heavy shirt, cuff less trousers, high shoes and a cap
over your hair. Wear earplugs when welding out of position or in confined places.
Always wear safety glasses with side shields when in a welding area.
Connect the work cable to the work as close to the welding area as practical. Work
cables connected to the building framework or other locations away from the
welding area increase the possibility of the welding current passing through lifting

SAFETY
-6-
chains, crane cables or other alternate circuits. This can create fire hazards or
overheat lifting chains or cables until they fail.
Rotating parts may be dangerous.
Use only compressed gas cylinders containing the correct shielding gas for the
process used and properly operating regulators designed for the gas and pressure
used. All hoses, fittings, etc. should be suitable for the application and maintained in
good condition.
Always keep cylinders in an upright position securely chained to an undercarriage
or fixed support.
Cylinders should be located:
-Away from areas where they may be struck or subjected to physical damage.
-At a safe distance from arc welding or cutting operations and any other source
of heat, sparks, or flame.
Never allow the electrode, electrode holder or any other electrically “hot” parts to
touch a gas cylinder.
Keep your head and face away from the cylinder valve outlet when opening the
cylinder valve.
Valve protection caps should always be in place and hand tight except when the
cylinder is in use or connected for use.
Gas Cylinders.
Shielding gas cylinders contain gas under high pressure. If damaged, a cylinder can
explode. Because gas cylinders are normally part of the welding process, be sure to
treat them carefully. CYLINDERS can explode if damaged.
Protect gas cylinders from excessive heat, mechanical shocks, physical damage,
slag, open flames sparks, and arcs.
SAFETY
-7-
Insure cylinders are held secure and upright to prevent tipping or falling over.
Never allow the welding electrode or earth clamp to touch the gas cylinder, do not
drape welding cables over the cylinder.
Never weld on a pressurised gas cylinder, it will explode and kill you.
Open the cylinder valve slowly and turn your face away from the cylinder outlet
valve and gas regulator.
Gas build up.
The build up of gas can causes a toxic environment, deplete the oxygen content in
the air resulting in death or injury. Many gases use in welding are invisible and
odourless.
Shut off shielding gas supply when not in use.
Always ventilate confine spaces or use approved air-supplied respirator.
Electric and Magnetic Fields.
Electric current flowing through any conductor causes localized Electric and
Magnetic Fields (EMF). The discussion on the effect of EMF is ongoing in the entire
world. Up to now, no material evidences show that EMF may have effects on health.
However, the research on the effect of EMF is still ongoing. Before any conclusion,
we should minimize exposure to EMF as few as possible.
In order to minimize EMF, we should use the following procedures:
Route the electrode and work cables together –Secure them with tape when
possible.
All cables should be put away and far from the operator.
Never coil the power cable around your body.
Make sure welding machine and power cable to be far away from the operator as
far as possible according to the actual circumstance.

SAFETY
-8-
Connect the work cable to the workpiece as close as possible to the area being
welded.
The people with heart-pacemaker should be away from the welding area.
Noise can damage hearing.
Noise from some processes or equipment can damage hearing. You must protect
your ears from loud noise to prevent permanent loss of hearing.
To protect your hearing from loud noise, wear protective ear plugs and/or ear
muffs. Protect others in the workplace.
Noise levels should be measured to be sure the decibels (sound) do not exceed safe
levels.
Hot parts.
Items being welded generate and hold high heat and can cause severe burns. Do not
touch hot parts with bare hands. Allow a cooling period before working on the
welding gun. Use insulated welding gloves and clothing to handle hot parts and
prevent burns.
§1.3 EMC device classification
Radiation Class A Device.
Only can be used in the industrial area
If it is used in other area, it may cause connection and
radiation problems of circuit.
Radiation Class B device.
It can meet the radiation requirements of residential area and industrial area. It also
can be used in residential area which power is supplied by public low voltage circuit.
EMC device can be classified by power nameplate or technical data.

SAFETY
-9-
Hanker welding machines belong to ClassA.
§1.4 EMC measure
In the special situation, The specified area may be affected, the
standard of radiation limit value has been complied with (eg: The
device, which is easy effected by electromagnetism, is used at the
installation location, or there is radio or TV near the installation location). In this
condition, the operator should adopt some appropriate measures to remove
interference.
Accoring to the domestic and international standards, the ambient devices’
electromagnetism situation and anti-interference ability must be checked:
Safety device
Power line, Signal transmission line and Date transmission line
Date processing equipment and telecommunication equipment
Inspection and calibration device
The effective measures avoid the problem of EMC:
a) Power source
Even though the power source connection meet rules, we still need to take
additional measure to remove the electromagnetic interference. (eg: Use the right
power filter. )
b) The welding line
Try to shorten the length of cable
Put the cable together
Be Far away from other cable
c) Equipotential connection
d) Ground connection of work-piece
When necessary, use appropriate capacitance to connect the ground.
e) Shielding, when necessary
Shield the ambient devices
SAFETY
-10-
Shield the whole welding machine
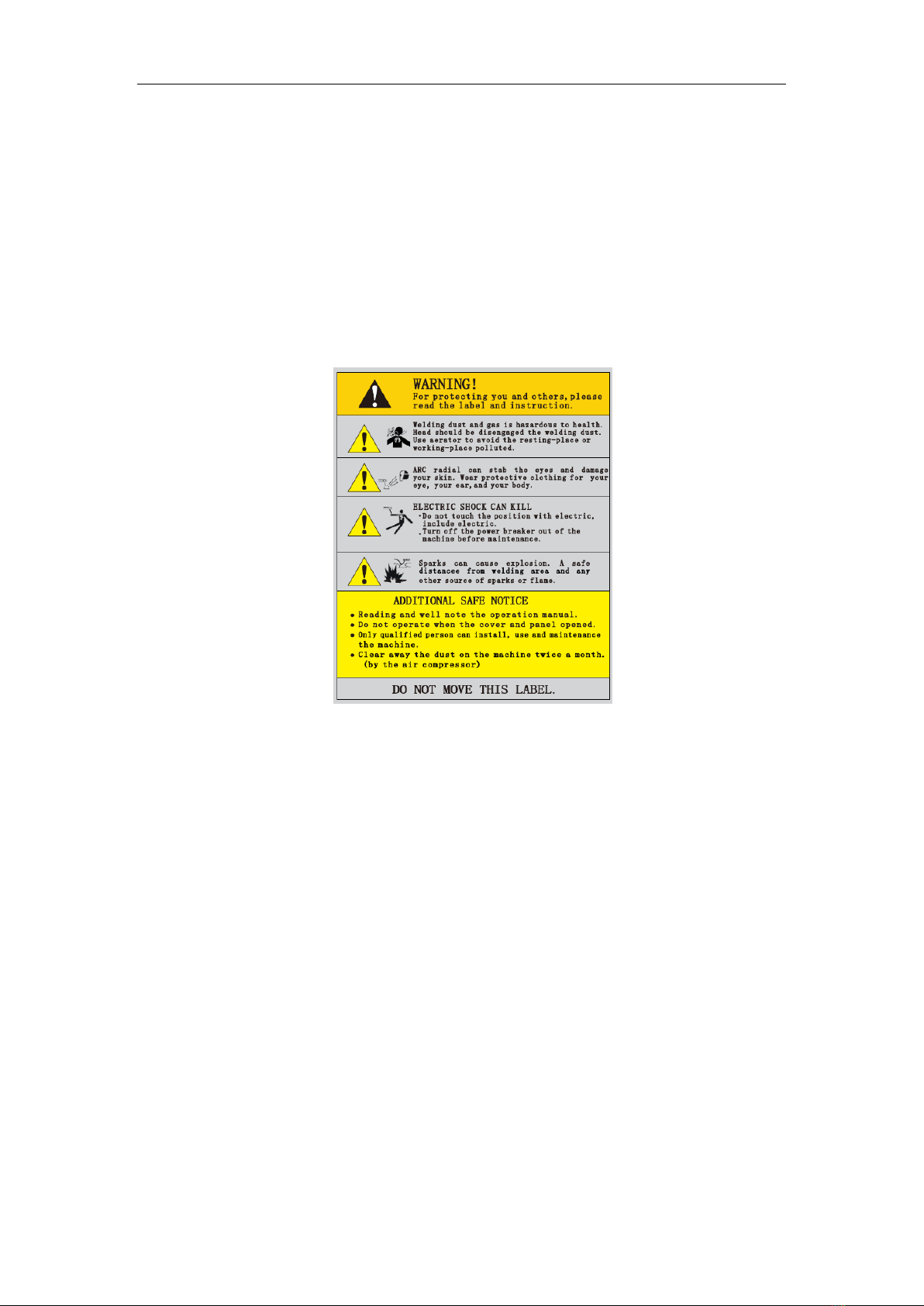
§1.5 Warning label
The device with a warning label. Do not remove、destroy or cover this label. These
warnings are intended to avoid incorrect device operations that could result in
serious personal injury or property damage.

OVERVIEW
-11-
§2 Overview
§2.1 Features
New PWM technology and IGBT inverter technology.
Active PFC technology for increased duty cycle ande-nergy efficiency.
Multi voltage input, can use with long extension lead.
MIG/MAG with Dual Pulse/Pulse/Manual and SYN function
-Synergic programs for Fe Ss Flux-Cored AlMg AlSi Al CuSi
-JOB mode (Save and Load 100 different job records)
- 2T /4T/S4T/Spot Weld welding mode
- function parameter adjustment
MMA function (Stick electrode)
- Hot start (improves electrode starting)
- Adjustable Arc Force
MMA pulse function (Stick electrode)
- Hot start (improves electrode starting)
- Adjustable Arc Force
- Base Current
- Peak Current
- Frequency
- Duty
AC/DC TIG
- Lift Arc ignition (prevents tungsten sticking during arc ignition)
- HF Arc ignition
- 2T /4T /Repeat/Spot Trigger Control
- Pulse function
- Gas/air cooling mode
- Multi-Wave Select
- function parameters adjustment
CUT

OVERVIEW
-12-
- Post Flow adjustment
- Non HF arc starting system for increased reliability and low EMF pollution.
-Automatic pilot arc control system for increased cutting capability and speed, especially for
discontinuous cutting.
Internal wire feeder, gear driven for up to 300mm Ø spool
Euro style MIG torch connection
IP23 rating for environmental/safety protection
Spool Gun Connection
OVERVIEW
-13-
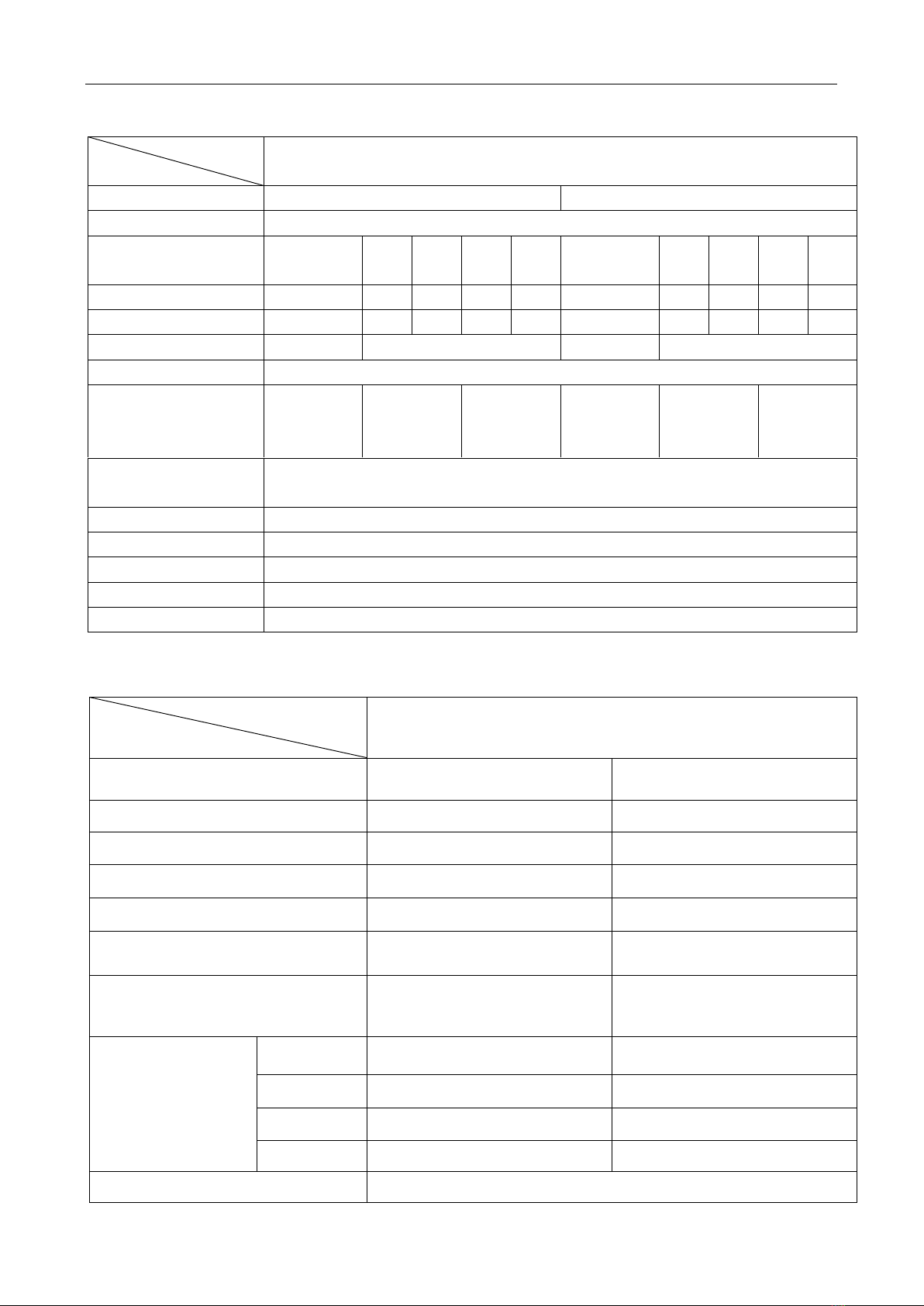
§2.2 Technical Data
Models
Parameters
OMNI-WeldCut 2040 (Welding)
Input Voltage(V)
1~110/120/130±10%
1~220/230/240±10%
Frequency (HZ)
50/60Hz
MIG
TIG
DC
TIG
AC
MMA
DC
MMA
AC
MIG
TIG
DC
TIG
AC
MMA
DC
MMA
AC
Input Current(A)
26
19
19
31
26
22
23
21
33
32
Input Power(KW)
2.8
2.1
4.0
3.4
2.8
4.8
5.0
4.6
7.2
7.0
Welding Current(A)
20-110
10-110
20-200
10-200
No-load Voltage(V)
80
Duty cycle(40℃)
40% 110A
60% 90A
100% 70A
40% 110A
60% 90A
100% 70A
40% 110A
60% 90A
100% 70A
40% 200A
60% 163A
100% 127A
40% 200A
60% 163A
100% 127A
40% 200A
60% 163A
100% 127A
Diameter (mm)
Fe:0.6 0.8 0.9 1.0 Ss:0.8 0.9 1.0 Flux-Cored 0.8 0.9 1.0 AlMg 0.8 0.9 1.0 1.2 AlSi
1.0 1.2Al 1.2 CuSi 0.8 0.9 1.0
Protection class
IP23
Insulation class
H
Dimensions(mm)
750X250X470
Weight(Kg)
26
Power Factor
0.99
Note: The above parameters are subject to change with future machine improvement!
Models
Parameters
OMNI-WeldCut 2040 (Cutting)
Rated input voltage(V)
1~110/120/130±10% 50/60Hz
1~220/230/240±10% 50/60Hz
Rated input current(A)
24
22
Rated input power(KW)
17
16
Cutting current adjustment range (A)
20-25A
20-40A
No-load voltage (V)
433V
433V
Duty cycle(40℃10minutes)
40% 25A 60% 20A 100% 16A
40% 40A 60%33A 100% 25A
The max. cutting thickness to Carbon
steel(mm)
≤10
≤20
Optimal cutting
thickness (mm)
Carbon steel
≤6
≤18
Stainless steel
≤6
≤18
Aluminum
≤4
≤12
Cuprum
≤2
≤8
Dimensions(mm)
750X250X470

OVERVIEW
-14-
Note: The above parameters are subject to change with future machine improvement!
§2.3 Brief Introduction
OMNI-WeldCut series of welding&cutting machines is a new inverter-based MIG/MMA/TIG
Welding&Cutting machine with Synergic Programs and Pulse functions. The MIG function
allows you to weld with Gas Shielded wire applications giving excellent, professional welding
results. Easy step-less adjustment of voltage and wire feed coupled with integrated digital meters
allows easy setting of welding parameters. OMNI-WeldCut series of welding&cutting machines
features MIG welding with Synergic welding programs designed for ease of use with your
selected gas mixture. The operator selects the gas mixture and wire diameter they are using then
simply start welding. Once this is done the operator can make fine adjustments to the voltage for
even greater control of the weld pool. The added AC&DC TIG Pulse capability delivers perfect
arc ignition every time and a remarkably smooth stable arc produces high quality TIG welds. TIG
functionality includes adjustable Down Slope & Post Gas as well as being gas solenoid-valve
equipped. The stick welding (DC&AC MMA) capability delivers easy electrode welding with
high quality results, including cast Iron, stainless and low hydrogen. An additional feature is the
Spool gun ready function that allows the simple connection of Spool Gun for the use of thin or
softer wires that don’t have the column strength to feed through MIG torches, such as aluminum
wire. In the JOB mode, 100 different JOB records can be stored and called , improve the quality
of welding process .
OMNI-WeldCut series of welding&cutting machines is an industrial quality machine that is
suitable for all positions welding for various plates made of stainless steel, carbon steel, alloyed
steel etc. Applications applied to pipe installment, petrochemical, architecture equipment, car
repair, bicycle repair, handicraft and common steel fabrication.
OMNI-WeldCut series of welding&cutting machines has built-in automatic protection
functions to protect the machines from over-voltage, over-current and over-heat. If any one of the
above problems happens, the alarm lamp on the front panel will be lit and output current will be
Protection class
IP23
Insulation class
H
Net weight (kg))
26
Cooling method
AF

OVERVIEW
-15-
shut off automatically for the machine to protect itself and prolong the equipment using life.
§2.4 Duty cycle and Over-heat
The letter “X” stands for Duty Cycle, which is defined as the portion of the time a welding
machine can weld continuously with it’s rated output current within a certain time cycle (10
minutes).
The relation between the duty cycle “X” and the output welding current “I” is shown as the
right figure.
If the welding machine is overheating, the IGBT over-heat protection sensing will send a signal
to the welding machine control unit to cut the output welding current OFF and light the over-heat
pilot lamp on the front panel. In that case, the machine should not be welding for 10-15 minutes
to cool down with the fanrunning. When operating the machine again, the welding output current
or the duty cycle should be reduced.
§2.5 Working Principle
The working principle of OMNI-WeldCut series of welding&cutting machines is shown as the
following figure. Single-phase 110V/220V work frequencyAC is rectified into DC(530V), then
is converted to medium frequency AC (about 20KHz) by inverter device (IGBT), after reducing
voltage by medium transformer (the main transformer) and rectifying by medium frequency
rectifier (fast recovery diodes), and is outputted by inductance filtering. The circuit adopts current
feedback control technology to insure current output stably when MMA or TIG. And adopts

OVERVIEW
-16-
voltage feedback control technology to insure voltage output stably when MIG. Meanwhile, the
welding current parameter can be adjusted continuously and infinitely to meet with the
requirements of welding craft.
Rectifier Inverter Transformer Rectifier Hall
Current
Feedback
control
Single-phase AC DC AC DC
220V 50Hz
AC DC
Welding current
regulate
(Wire feed speed) Wire feeder
motor
PWM signal
CPU control
Voltage
Feedback
control
§2.6 Volt-Ampere Characteristic
OMNI-WeldCut series of welding&cutting machines has an excellent volt-ampere
characteristic, whose graph is shown as the following figure. The relation between the rated
loading voltage U2and welding current I2is as follows: U2=14+0.05I2(V)
44
14
0600 Io(A)
Uo(V)
Working point
Volt-ampere characteristic The relation between the rated loading
voltage and welding current
110V/220V 50HZ
Current sensor
THANK YOU FOR USING OUR PRODUCTS
-17-
§3 Panel Functions & Descriptions
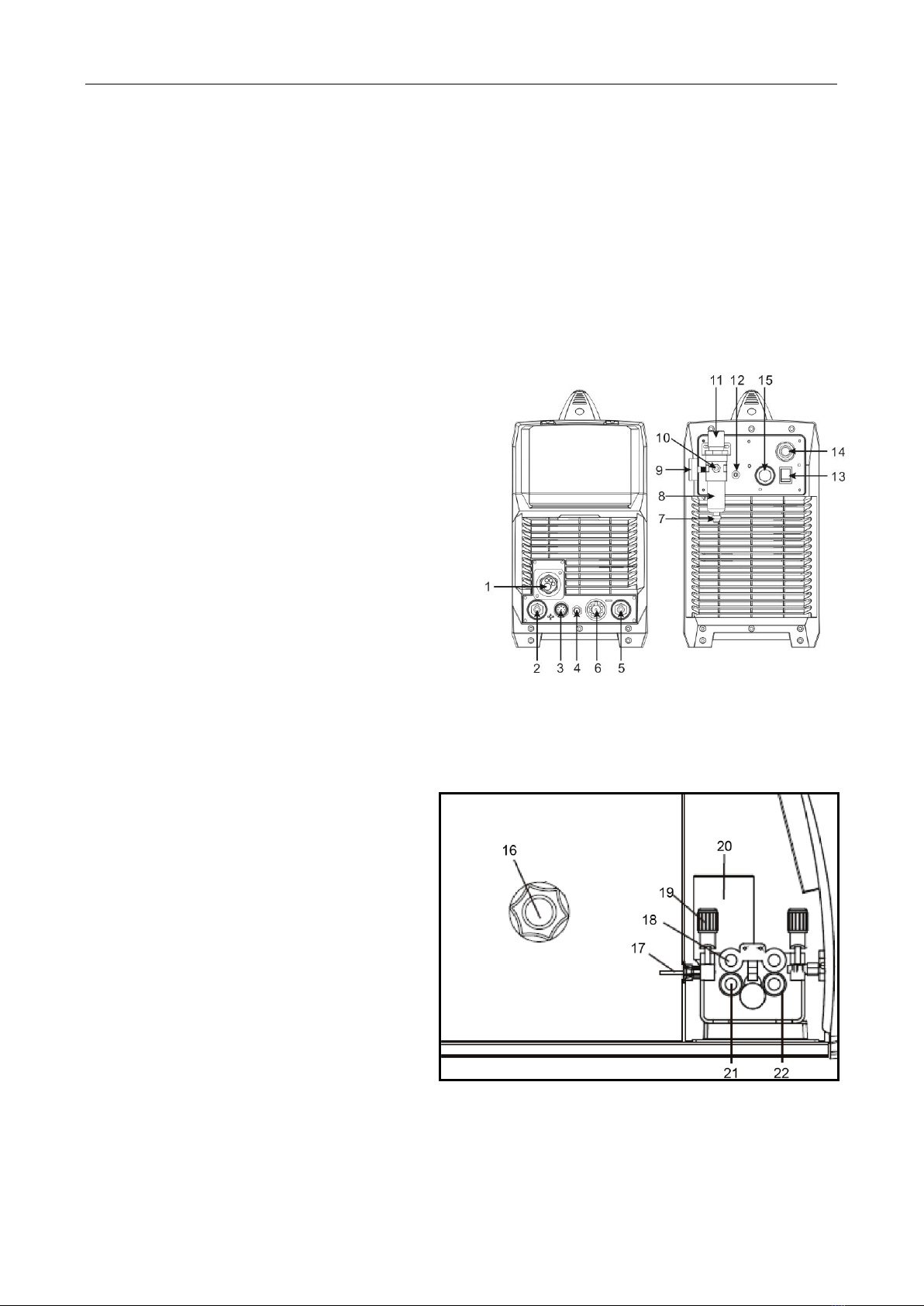
§3.1 Machine Layout Description
Front and rear panel layout of welding machine
1. MIG torch euro connector
2. Positive (+) welding power output
3. Remote connection plug
4. TIG torch gas connector
5. Negative (-) welding power output
6. Plasma Torch Euro
7. Air Filter Condensate Drain Tube
8. Air Condensate Filter/Trap Bowl
9. Air Pressure Regulator Outlet Pressure Gauge
10. Compressed Air Inlet
11. Air Pressure Regulator Knob
12. Gas inlet connector
13. Power switch
14. Input power cable
15. Earth Lead Connection Socket (CUT)
Wire Feeder of welding machine
16. Spool holder.
17. Wire feeder inlet guide.
18. Wire feed tension arm (2x).
19. Wire feed tension adjustment(2x).
20. Wire feed motor.
21. Drive roller retainer (2x).
22. Wire drive roller(2x).
Tool case of OMNI-WeldCut 2040 LCD
23. Fixed wheel.
24. Universal wheel.
Table of contents
Popular Cutter manuals by other brands

Abicor Binzel
Abicor Binzel ABICUT 25K operating instructions

Kronen
Kronen KKS 1 Translation of the original instruction manual

Hitachi
Hitachi CL 14DSL Handling instructions

Makita
Makita DSC251ZK instruction manual

Tupperware
Tupperware Mandoline RECIPES AND COOKING GUIDE

Makita
Makita SC103D instruction manual











