UNION TOOL 5 Series User manual

Page 2
Union Series #5 / #15 / #45 Roller Coaters
STANDARD OPERATING MANUAL
TABLE OF CONTENTS
A
INTRODUCTION
Page 3-4
B
SAFETY
Page 5-7
C
INSTALLATION
Location
Page 8-9
D
WIRING
Page 9
E
OPERATING INSTRUCTIONS
Roll Adjustments/Roll Change Out
Page 10-14
F
ROLL MOUNTINGS
Feeding/Before Starting
Page 14-15
G
PICKOFF FINGERS
Page 16
H
GUARDS
Page 16
I
DOCTOR ROLL SAFETY
FEATURES
Page 16
J
LUBRICATION
Page 17
K
CLEANING
Page 17-18
L
TROUBLE SHOOTING
Page 19-20
M
MAINTENANCE CHECKLIST
Page 21
N
STANDARD FEATURES
Page 22-28

Page 3
INTRODUCTION
This manual was prepared for “standard” Union Roller Coaters. Union Tool
provides standard machines, as well as, special machines for your particular
application. This manual provides “in-general” information on our standard
equipment. Some of the information may not pertain to your particular
machine, but will provide you with a general overall lubrication and
maintenance guide, as well as, troubleshooting.
Should your company or operator have any questions regarding this manual,
please do not hesitate to contact the Union Tool Corporation, Technical Sales
Department at 574-267-3211. Our hours are 8:00 A.M. through 5:00 P.M.
Eastern Standard Time –Monday through Friday.
Union Roller Coaters are designed to apply a smooth, even, controllable
coating of liquid materials, such as: glue, resinous adhesives, drawing
lubricants, paint, wax, oil, sizing, silicone solutions, etc. to many reasonably flat
surfaced substrates. Roller coating eliminates the human error, wasteful
application, and the poor general coverage of spray or hand coating. “Dry
Spots”and "Squeeze Out" is prevented and quality control is easily maintained.
All of our series #5 / #15 / #45 roller coater frames are manufactured with
welded tubular steel and plate steel construction.
Page 4
INTRODUCTION
(Continued)
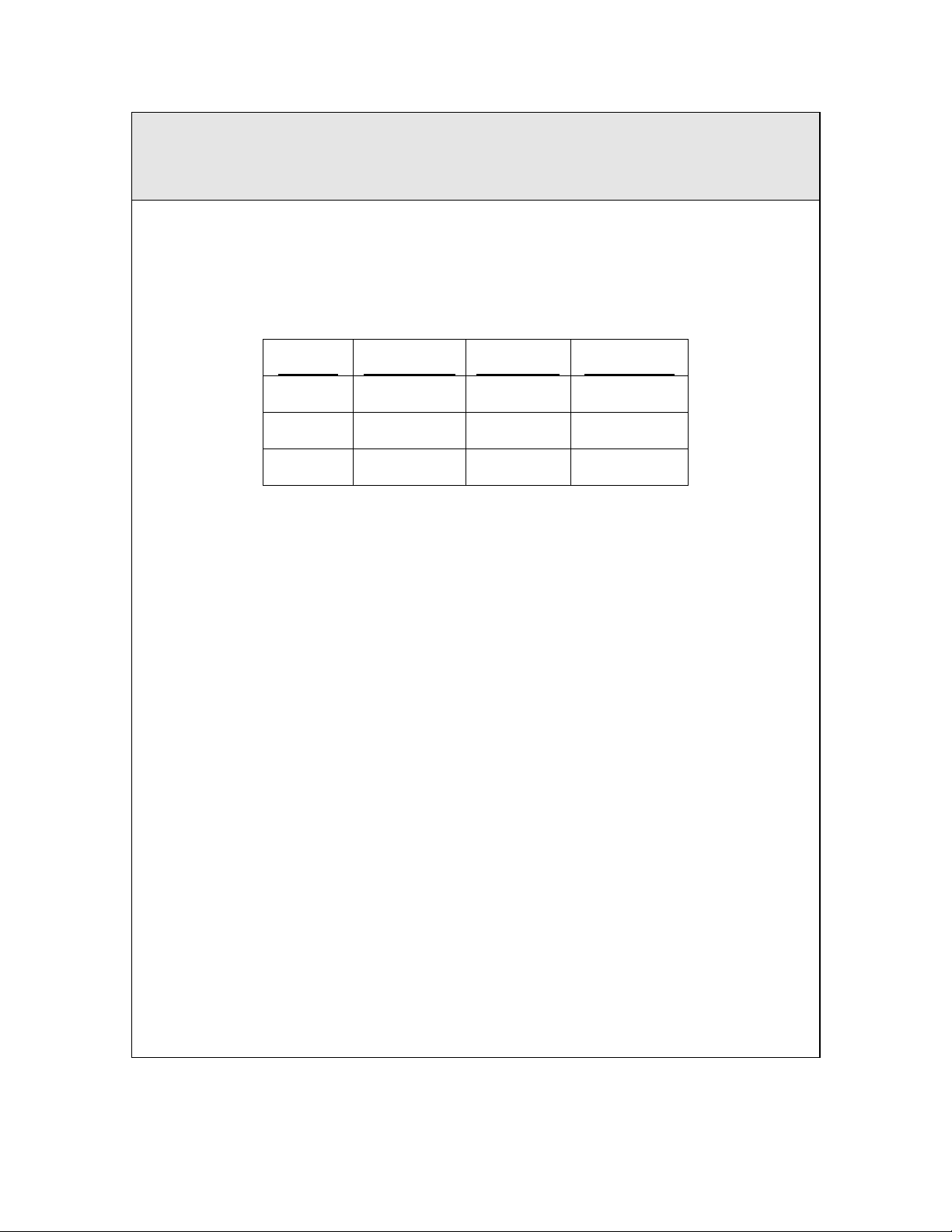
All rolls are supported in antifriction, self-aligning bearings. The diameter of
our series of coating rolls and doctor rolls can be found in the chart below:
Series #
Coating Roll
Doctor Roll
Backup Roll
#5
4”
2-3/4”
4”
#15
6-1/2”
4-3/8”
6-1/2”
#45
8-3/4”
6-5/8”
8-3/4”
Note: Backup rolls are located on “Model C”Roller Coaters Only
Union Roller Coaters are most versatile in that additions or modifications
can be made to accommodate almost any type of coating problem. Many
coaters have been designed to contain deburring rolls, brush rolls, squeegee
rolls, heated or chilled rolls in addition to coating rolls. Coating rolls can be
chrome plated steel or covered with a number of different coverings including
(but not limited to): Neoprene, Mechanical Neoprene, EPDM, Nitrile, Silicone,
Gelatin, Thiokol, Buna N, Aluminum, etc.
Rolls can be spiral or longitudinally corrugated, depending on the type and
amount of coating material used.
In most cases a smooth ground roll will apply the desired amount of coating
material to the substrate being run.

Page 5
SAFETY
SAFETY INTRODUCTION:
Here you will find safety guidelines for use with Union Tool equipment. These
guidelines apply to anyone working with Union Tool equipment, including
operations and service personnel. These guidelines are repeated throughout the
manual, along with specific warnings and cautions not included here. These
safety guidelines cover:
•Safety during Installation;
•Safety during Operation;
•Safety during Servicing;
Failure to follow these recommendations may result in personal injury from
electrocution and/or equipment and property damage.
SAFETY DURING INSTALLATION:
Electrical:
1. A protective electrical ground connection to a reliable earth ground is
essential for safe operation. Without one, all accessible conductive
components (including knobs and controls that appear insulated) can
render an electric shock.
2. A disconnect switch with lockout capability must be provided between the
power source and the equipment.
Page 6
SAFETY
(Continued)
SAFETY DURING INSTALLATION (Continued):
3. The power supply wire gauge and insulation must be sufficient to meet the
power requirements for the machine.
4. Only fuses of the correct type voltage rating and current rating should be
used. Refer to the Union Tool wiring diagram equipment parts list for
fuse recommendations. Using incorrect or non-recommended fuses can
present a fire hazard.
Pneumatic: Union Tool has installed a lockout, three-way, manual valve in
the air supply line to the filter/regulator. This valve makes it
possible to relieve air pressure and lock out the pneumatic system
before undertaking maintenance or repairs.
SAFETY DURING OPERATION:
DO NOT operate Union Tool equipment under the following conditions:
1. Near volatile or otherwise explosive gases or materials.
2. Without the covers, panel and safety guards properly installed.

Page 7
SAFETY
(Continued)
SAFETY DURING OPERATION (Continued):
3. At atmospheric temperatures below 20F (-6C) or above 120F (50C).
4. In drafty areas with the coating rolls unshielded from the draft.
5. NEVER use Union Tool equipment as a ladder or stepping stool.
SAFETY DURING SERVICING:
1. DO NOT perform internal service or adjustment on any equipment unless
another person capable of rendering first aid and resuscitation is present.
2. Only qualified personnel should service Union Tool equipment.
3. To avoid personal injury, never touch exposed connections and
components while power is ON. Dangerous voltages exist at several
points in the equipment.
4. Disconnect, lock out and tag external electrical power before removing
protective panels or replacing electrical components.
5. Remove all jewelry (rings, watches, etc.) before servicing equipment.
6. If possible, stand on a rubber mat when servicing Union Tool equipment.
DO NOT work on equipment if standing water is present. Avoid working in
a high-humidity atmosphere. Cover exposed terminals and work areas
with rubber sheeting to avoid accidental contact while the power is ON.
Page 8
INSTALLATION
Your Union Tool Roller Coater is easy to install.
1. Remove the coater from the skid. Depending on the size, the coater could
be very heavy so please make a note of the shipping weight and use the
proper equipment. Lift from the bottom of the frame. Be sure that the lift forks
are against the frame when lifting the coater from the wooden skid.
2. Place the coater in the chosen position.
3. Level the coater.
4. Make the power drop to the disconnect box. The voltage should be clearly
marked on the front of the disconnect box and on the electrical print inside the
box.
5. Make an air drop to the coater if the coater is equipped with a filter and
regulator. Please do not reduce the size of the lines of the air drop
smaller than the supplied filter and regulator.
Make a visual check between the coating rolls and doctor rolls; look for any
loose objects that may have fallen between the rolls. Check the rotation of the
coating and doctor rolls in the reverse mode. All guards and covers must be in
position for the coater to operate.

Page 9
Location
The machine should be located with due consideration for the movement of
materials in and out of the machine and the ease of movement required by the
operator.
Mounting holes are provided in the "feet" of the machine for the purpose of
leveling. The machine must be on a solid, level surface and a spirit level
should be used longitudinally on the channel at the top of the machine and on
the lateral top section of the frame. The machine must be secured to the floor
by bolts or equal to ensure stable running.
WIRING
Make sure proper wiring is carried out to prevent damage to the circuit. Refer
to packing list or wiring diagram inside the electrical control box. This will
ensure correct voltage to all motors.
MACHINE SHOULD BE GROUNDED FOR SAFETY OF OPERATOR.

Page 10
OPERATING INSTRUCTIONS
Roll Adjustments
The vertical adjustment assembly raises and lowers the upper roll assembly to
accommodate various thickness of substrates being ran. Generally, this upper
roll assembly is the only one that requires vertical adjustments; however, in
special cases the lower roll assembly has been made adjustable. These rolls
should never be allowed to be forced together so as to cause damage to the
surface of the rolls. A handwheel located at one end of the coater connects two
gear box arrangements and is the means of operating this assembly. Turning
this handwheel in the direction as indicated by the tag will adjust the gap
between the upper coating roll and lower coating roll (or lower back-up roll). This
assembly is mounted on top of the machine at the end housing and includes a
coupling to allow the top roll to be adjusted parallel to the bottom roll within a
thousandth of an inch. To parallel the roll, pull the spring-loaded portion of the
coupling back and either turn the single handwheel or turn the shaft to move
either side up and down independently.
NEVER ALLOW COATING ROLLS TO TOUCH. Sharp materials or
burrs should never be run through the machine with rubber rolls. This would cut
& gouge the rolls.
This manual suits for next models
2
Table of contents

















