1 TURVALLISUUS
Tärkeitä turvallisuusohjeita
VÄÄRIN KÄYTETTYNÄ PLASMALEIKKAUSLAITTEEN KÄYTTÄMINEN VOI OLLA TERVEYDELLE VAARALLISTA JA AIHEUTTAA
VAKAVAN VAMMAUTUMISEN TAI HENGENVAARAN.
Leikkaaminen plasmavalokaarella aiheuttaa voimakasta sähkömagneettista säteilyä, joka saattaa häiritä herkkiä elektronisia laitteita
kuten sydämentahdistimia tai kuulokojeita. Plasmaleikkauksen vaikutuspiirissä oleskelevien, terveyteen vaikuttavien elektronisten
apuvälineiden käyttäjien tulee konsultoida hoitavaa lääkäriään tai elektronisen apuvälineen valmistajaa magneettikentän mahdollisista
vaikutuksista. Välttääksesi ja ehkäistäksesi vahinkoja, lue ja ymmärrä tämän käyttöohjeen varoitukset tarkasti ennen laitteen
käyttämistä. SAVUT JA HUURUT
Plasmaleikkauksessa syntyy runsaasti savuja ja huuruja, jotka voivat olla terveydelle haitallisia tai vaarallisia
Järjestä leikkauspaikalle kunnollinen savujen ja huurujen poisto.
Käytä tarkoitukseen sopivaa henkilökohtaista suojainta (hitsaukseen tarkoitettua raitisilmamaskia).
Savujen ja huurujen sisältämät aineet riippuvat luonnollisesti leikattavien materiaalien sisältämistä aineista.
Erityistä varovaisuutta, huolellisuutta ja suojautumista tulee noudattaa, kun leikattavat aineet sisältävät seuraavia
aineita: antimoni, kromi, elohopea, beryllium, arsenikki, koboltti, nikkeli, kupari, lyijy, barium, seleeni, hopea,
kadmium, mangaani, vanadiini, sinkki.
Lue aina leikattavan materiaalin käyttöturvallisuustiedote, mikäli sellainen on saatavilla . Käyttöturvallisuustiedote sisältää tietoja
materiaalin sisältämistä ainesosista ja myös siitä, minkälaisia terveydelle vaarallisia kaasuja ja huuruja saattaa muodostua tuotetta
termisesti leikattaessa. Käytä erikoisvälineistöä, esimerkiksi imupöytää tai muuta savunpoistolaitteistoa kaasujen ja huurujen poistoon.
Älä plasmaleikkaa, tai sytytä plasman pilottikaarta paikassa jossa voi olla syttyviä kaasuja tai muita syttyviä materiaaleja. Klooratut
liuottimet ja puhdistusaineet muodostavat palaessaan fosgeenia sisältäviä savuja ja huuruja. Fosgeeni on erittäin myrkyllinen aine.
varmistu, ettei leikattavilla pinnoilla ole käytetty kloorattuja liuottimia tai puhdistusaineita.
SÄHKÖISKU
Sähköisku voi vammauttaa tai aiheuttaa kuoleman. Väärin käytettynä, laiminlyötynä,
vahingoittuneena tai asiattomia kytkentöjä tai “virityksiä” sisältävänä plasmaleikkauslaite
voi olla vaarallinen. Älä kosketa koneen polttimessa paikallaan olevia leikkaussuuttimia,
kun kone on kytkettynä sähköverkkoon. Käytä kuivia käsineitä ja työvaatetusta. Eristä
itsesi työkappaleesta tai muista leikkausvirtapiirin osista.Vaihda kaikki koneen kuluneet
osat.
Erityistä huolellisuutta on noudatettava kosteissa olosuhteissa. Koneen on oltava kytkettynä irti sähköverkosta kaikkien
huoltotoimenpiteiden ajaksi.
PALO- JA RÄJÄHDYSVAARA
Plasmavalokaari, kuuma kuona, kipinät ja roiskeet saattavat aiheuttaa palo- ja
räjähdysvaaran. Varmista, ettei työalueella ole helposti syttyvää tai räjähdysherkkää
materiaalia. Kaikki tällainen materiaali on poistettava työpaikalta tai suojattava
huolellisesti. Varmista tuulettamalla, ettei työpaikalla ole syttyviä tai räjähdysherkkiä
kaasuja, huuruja tai pölyä.
Varmista, ettei plasmaleikattavassa säiliössä ole palo- tai räjähdysherkkää
materiaalia. Järjestä tulityön jälkeinen vartiointi lain ja asetusten määräämällä tavalla.
Kun alumiinimateriaaleja plasmaleikataan vesileikkauspöydällä tai veden alla, syntyy vetykaasua, joka on räjähtävä kaasu. Älä leikkaa
Alumiinimateriaaleja veden alla tai vesileikkauspöydällä ilman, että huolehditaan vetykaasun poistosta.
MELU
Melu voi aiheuttaa pysyvän kuulovaurion. Plasmaleikkausprosessissa syntyvä melu voi ylittää turvallisena pidetyt rajat.
Varmista kuulon suojaus käyttämällä tarkoitukseen sopivia hyväksyttyjä kuulonsuojaimia. Mittaa tarvittaessa melun
määrä plasmaleikkaustyön kohteessa.
PLASMAKAAREN UV-SÄTEILY
Plasmavalokaari aiheuttaa voimakasta UV-säteilyä, joka voi vahingoittaa silmiä ja ihoa aiheuttaen näön
heikkenemistä, sokeuden tai vakavan ihovaurion tai ihosyöpäriskin. myös erilaiset materiaalit ja tekstiilit
voivat vahingoittua tai menettää värinsä UV-säteilyn vaikutuksesta. Suojataksesi silmäsi ja kasvosi, käytä
asianmukaista plasmaleikkaukseen soveltuvaa leikkausmaskia. Suosittelemme myös asianmukaisen
kaulasuojan ja hitsauspäähineen käyttöä. Käytä asianmukaisia hitsaukseen ja/tai plasmaleikkaukseen
hyväksyttyjä käsineitä ja muuta vaatetusta suojataksesi ihosi. Pidä suojaimet ja suojavaatetus aina
moitteettomassa kunnossa. Suojaa työskentelyalueella oleskelevat tai liikkuvat muut henkilöt ja eläimet UV-
säteilyltä esim. suojaseinäkkeiden avulla.
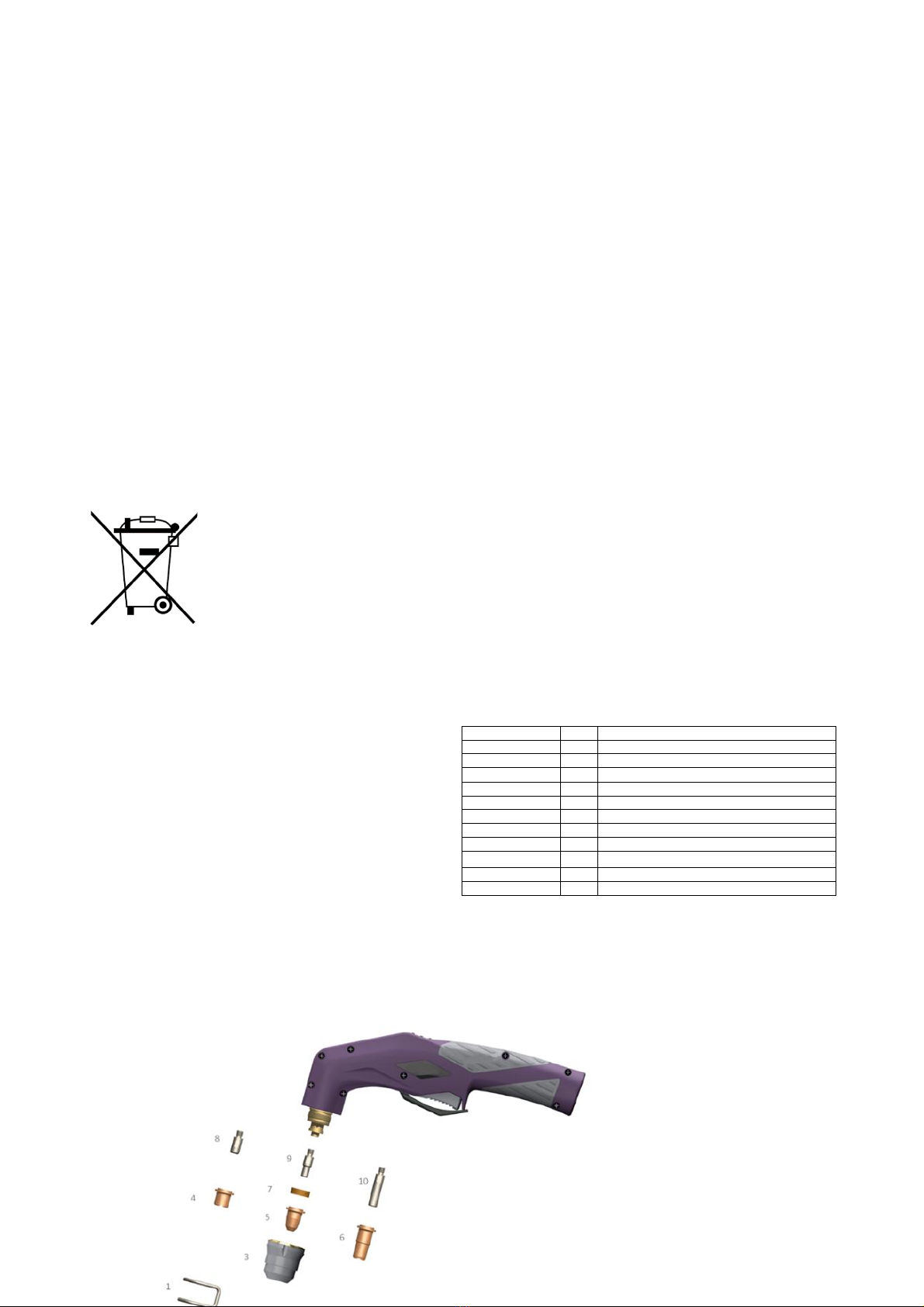
2 TEKNISET TIEDOT
Huomaa: alla olevat tiedot voivat muuttua tuotetta kehitettäessä.