Cod. 006.0001.2000
08/03/2022 V.2.2
Discovery 221AC/DC Evo/VRD Evo
Discovery 300AC/DC Evo/VRD Evo
3
ENGLISH
INDEX
1 INTRODUCTION.......................................................................................................................................... 4
1.1 INTRODUCTION.......................................................................................................................................... 5
2 INSTALLATION .......................................................................................................................................... 6
2.1 CONNECTIONS TO THE ELECTRICAL MAINS NETWORK...................................................................... 6
2.2 FRONT PANEL............................................................................................................................................. 6
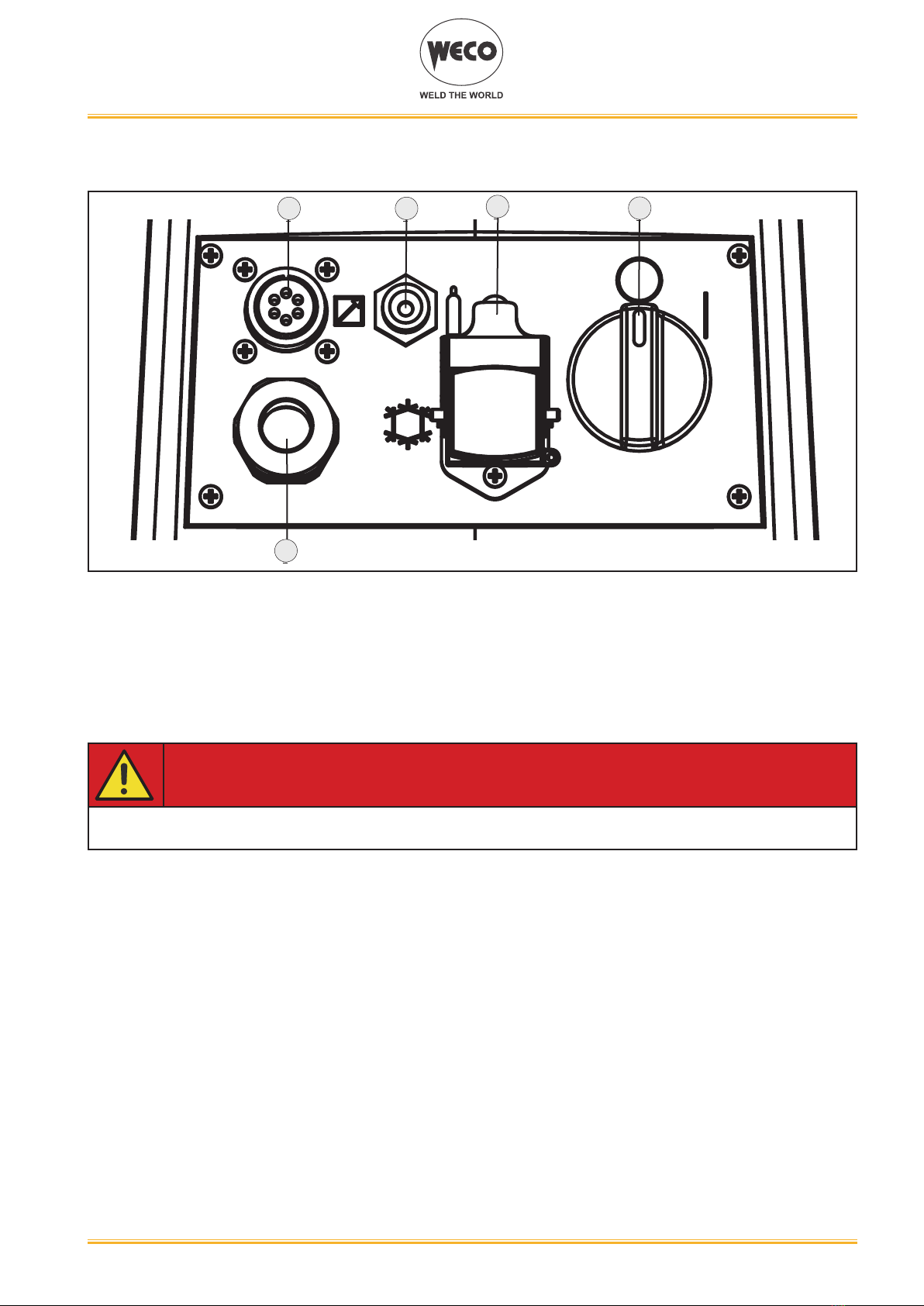
2.3 REAR PANEL............................................................................................................................................... 7
2.4 PREPARING FOR MMA WELDING............................................................................................................. 8
2.5 PREPARING FOR TIG WELDING............................................................................................................... 9
3 USER INTERFACE .................................................................................................................................... 10
4 UNIT POWER-UP ...................................................................................................................................... 12
5 RESET (LOAD FACTORY SETTINGS)..................................................................................................... 12
6 SET UP (INITIAL SET-UP OF THE WELDING POWER SOURCE) ......................................................... 14
7 ALARM MANAGEMENT ........................................................................................................................... 18
8 MMA WELDING ........................................................................................................................................ 20
8.1 MMA WELDING - FIRST LEVEL MENU .................................................................................................... 20
8.2 MMA WELDING -SECOND LEVEL MENU ................................................................................................ 22
8.3 MMA WELDING - SPECIAL FUNCTIONS ................................................................................................. 24
9 TIG WELDING ........................................................................................................................................... 25
9.1 TIG WELDING - FIRST LEVEL MENU ...................................................................................................... 25
9.2 TIG WELDING - SECOND LEVEL MENU ................................................................................................. 30
9.3 TIG DC WELDING - SPECIAL FUNCTIONS MENU ................................................................................. 34
9.4 TIG AC WELDING - SPECIAL FUNCTIONS MENU.................................................................................. 39
10 TORCH TRIGGER PROCEDURE ............................................................................................................. 44
10.1 2 STROKE SPOT - Q-SPOT FUNCTION .................................................................................................. 51
11 JOBS MANAGEMENT .............................................................................................................................. 57
11.1 SAVING A JOB...........................................................................................................................................57
11.2 DELETING A JOB ...................................................................................................................................... 58
11.3 LOADING A JOB ........................................................................................................................................ 59
11.4 EXPORTING/IMPORTING JOBs (through a USB memory stick).............................................................. 60
11.5 SELECTING JOBS USING THE TORCH BUTTONS ................................................................................ 62
12 TECHNICAL DATA .................................................................................................................................... 63
12.1 DISCOVERY 221AC/DC EVO ................................................................................................................... 64
12.2 DISCOVERY 300AC/DC EVO ................................................................................................................... 65
13 ELECTRICAL DIAGRAM .......................................................................................................................... 66
13.1 DISCOVERY 221AC/DC EVO ................................................................................................................... 66
13.2 DISCOVERY 300AC/DC EVO ................................................................................................................... 67
13.3 TORCH CONNECTOR (front panel) .......................................................................................................... 68
13.4 REMOTE CONTROL CONNECTOR (back panel).....................................................................................68
14 SPARE PARTS .......................................................................................................................................... 69
14.1 DISCOVERY 221AC/DC EVO ................................................................................................................... 69
14.2 DISCOVERY 300AC/DC EVO ................................................................................................................... 71