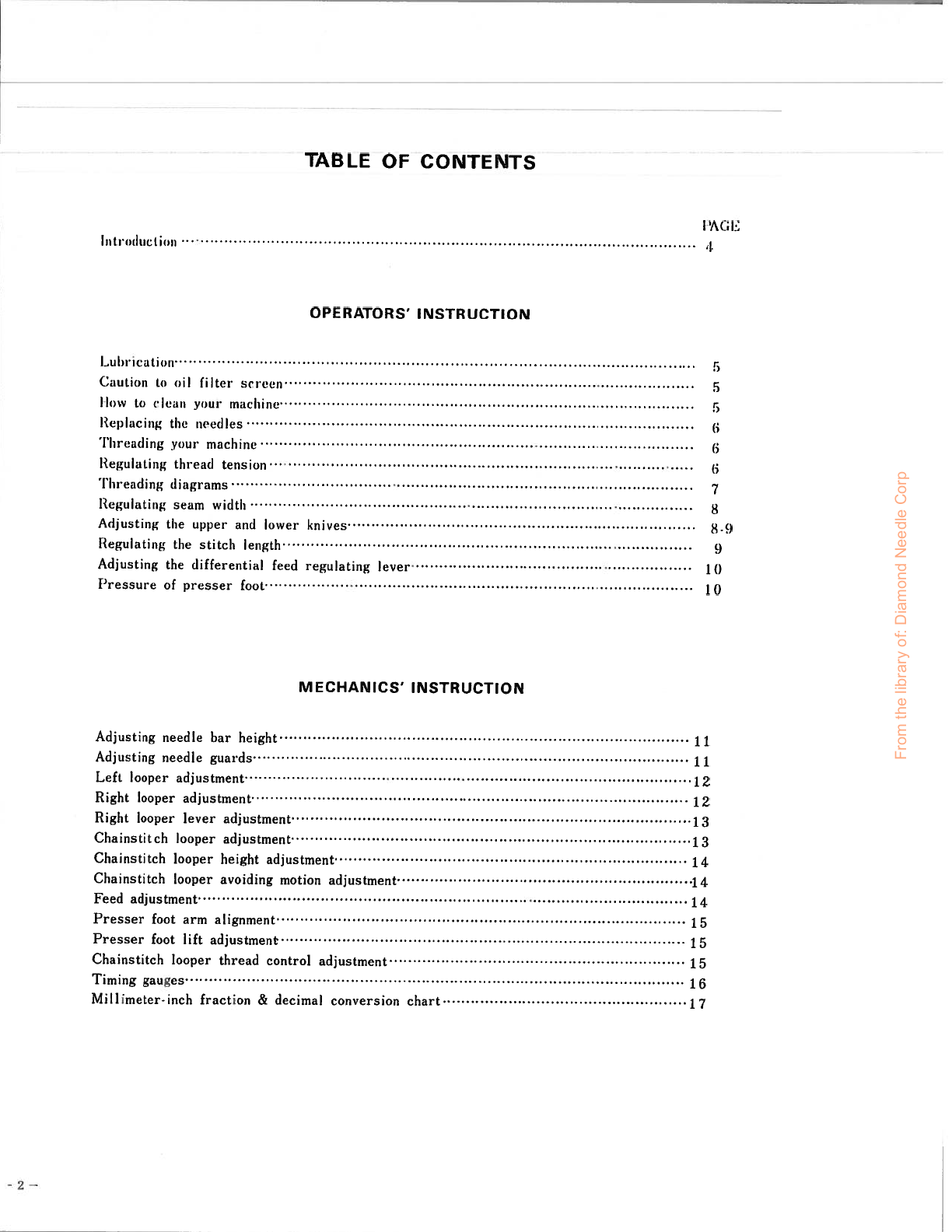
Table of contents
Other Willcox & Gibbs Sewing Machine manuals
Willcox & Gibbs
Willcox & Gibbs W562 User manual
Willcox & Gibbs 500/I Instruction Manual
Brother
Brother PE-180D Service manual
Singer
Singer 569U1100 Operator's guide
ELNA
ELNA 2002 instruction manual
Siruba
Siruba DL7200D-NM1 Instruction book
Silver
Silver Viscount 9500e instruction manual
Pfaff
Pfaff 3588-05/020 instruction manual
JUKI
JUKI DDL-9000A instruction manual
Pfaff 284 Instruction book
Reliable
Reliable MSK-335B Specification sheet
Kenmore
Kenmore 385. 19000 owner's manual
Brother FD4-B271 instruction manual
Brother Computerized Embroidery Machine Operation manual
Husqvarna Viking
Husqvarna Viking Designer SE user guide
Singer 645 owner's manual
Riccar
Riccar RL634DE user manual
ZOJE
ZOJE ZJ9800 Operation manual
Siruba C007JP Instruction book
IKEA
IKEA SY user guide