42
GB
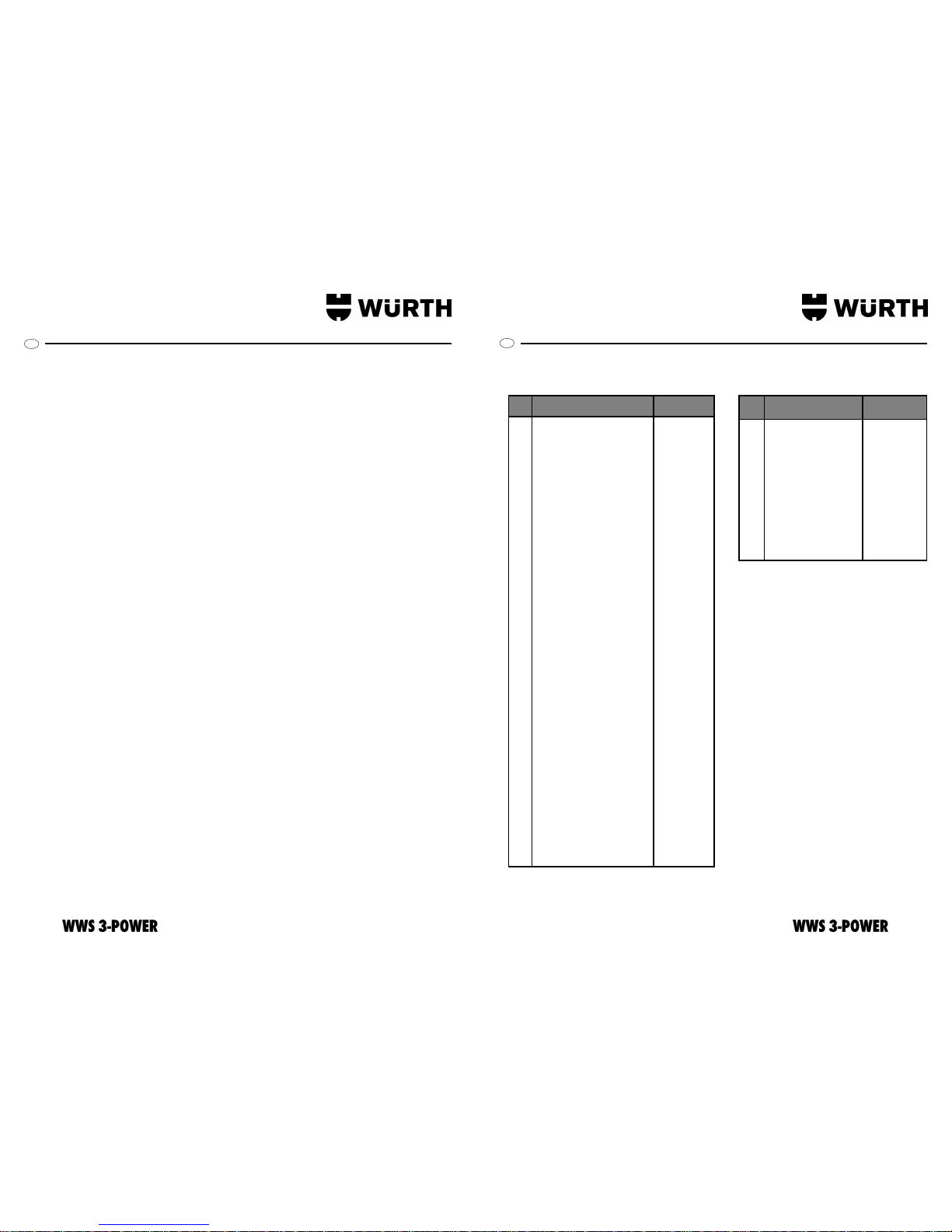
7.0 WELDING DEFECTS AND MALFUNCTIONS
7.0 WELDING DEFECTS AND MALFUNCTIONS7.0 WELDING DEFECTS AND MALFUNCTIONS
7.0 WELDING DEFECTS AND MALFUNCTIONS
7.1 POSSIBLE WELDING DEFECTS
7.1 POSSIBLE WELDING DEFECTS7.1 POSSIBLE WELDING DEFECTS
7.1 POSSIBLE WELDING DEFECTS
DEFECT CAUSES ADVICE
CRACKS
Acid electrode on steel with a high sulphur
content.
Excessive swinging of the electrode.
Distance between the parts to be welded is
too great.
Part being welded is cold.
Use a basic electrode.
Move the edges to be welded closer
together.
Advance slowly at the start.
Decrease the welding current.
POROSITY
Material to be welded is dirty (e.g. oil, paint,
rust, oxides).
Insufficient current.
Cleaning the parts before welding is a
fundamental principle for obtaining good
welding seams.
POOR PENETRATION
Low current.
High welding speed.
Inverted polarity .
Electrode tilted in position opposite its
movement.
Regulate the operative parameters and
improve preparation of the parts to be
welded.
HIGH SPLASHING
Excessive electrode inclination . Make the necessary corrections.
PROFILE DEFECTS
Incorrect welding parameters.
Passing speed not linked with the needs of
the operative parameters.
Electrode inclination not constant during
welding.
Respect the basic and general welding
principles.
ARC INSTABILITY
Insufficient current. Check the state of the electrode and the
connection of the earth cable.
THE ELECTRODE MELTS
OBLIQUELY
Electrode with core not centred.
Magnetic blowing phenomenon.
Change the electrode.
Connect two earth cables to the opposite
sides of the part to be welded.
7.
7. 7.
7. POSSIBLE MALFUNCTION
POSSIBLE MALFUNCTIONPOSSIBLE MALFUNCTION
POSSIBLE MALFUNCTIONS
SS
S
PROBLEM CAUSES REMEDY
DOES NOT SWITCH ON
-Incorrect primary connection.
-Faulty inverter card.
-Check the primary connection.
-Apply to the nearest service centre.
NO VOLTAGE AT OUTPUT
-Machine overheated (yellow led lit).
-Faulty inverter card.
-Low primary supply voltage.
-Wait for thermal reset.
-Apply to the nearest service centre.
INCORRECT OUTPUT
CURRENT
-Faulty regulating potentiometer.
-Low primary supply voltage.
-Apply to the nearest service centre.
-Check the distribution mains.
7
I
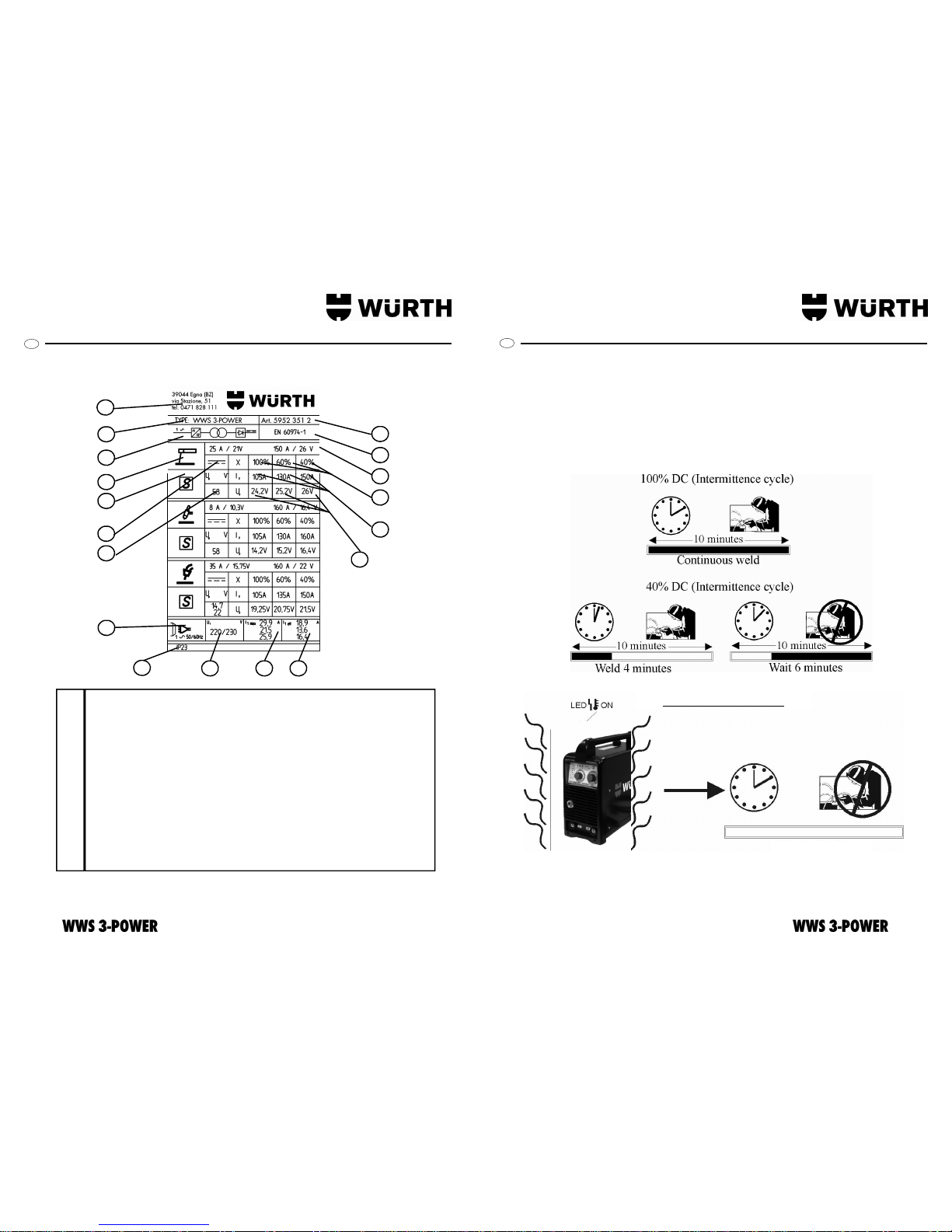
5.0 MESSA IN SERVIZIO
5.0 MESSA IN SERVIZIO5.0 MESSA IN SERVIZIO
5.0 MESSA IN SERVIZIO
5.1 COMANDI PANNELLO FRONTALE/REGOLAZIONI INTERNE
5.1 COMANDI PANNELLO FRONTALE/REGOLAZIONI INTERNE5.1 COMANDI PANNELLO FRONTALE/REGOLAZIONI INTERNE
5.1 COMANDI PANNELLO FRONTALE/REGOLAZIONI INTERNE
1
2
3
4
5
6
7
9
10
11
12
13
14
15
16
17
1
19
Led segnalazione allarme termico
Led segnalazione abilitazione alla saldatura
Led segnalazione macchina sotto tensione di linea
Led segnalazione saldatura elettrodo
Led segnalazione saldatura TIG lift
Led segnalazione saldatura Mig 2t
Led segnalazione saldatura Mig 4t
Pulsante selezione modalità di saldatura
Attacco euro centralizzato
Boccola di uscita negativa.
Boccola di uscita positiva.
Potenziometro di regolazione corrente/velocità filo
Potenziometro di regolazione tensione/spessore materiale
Led selezione sinergia filo 0. / 1.0
Pulsante selezione modalità sinergica
Vite Regolazione post-gas
Vite Regolazione Burn back
Pulsante per avanzamento filo
Pulsante per spurgo gas
1
2
3
4
5
6
7
8
9
10 11
12
13
14
15
19
18
17
16