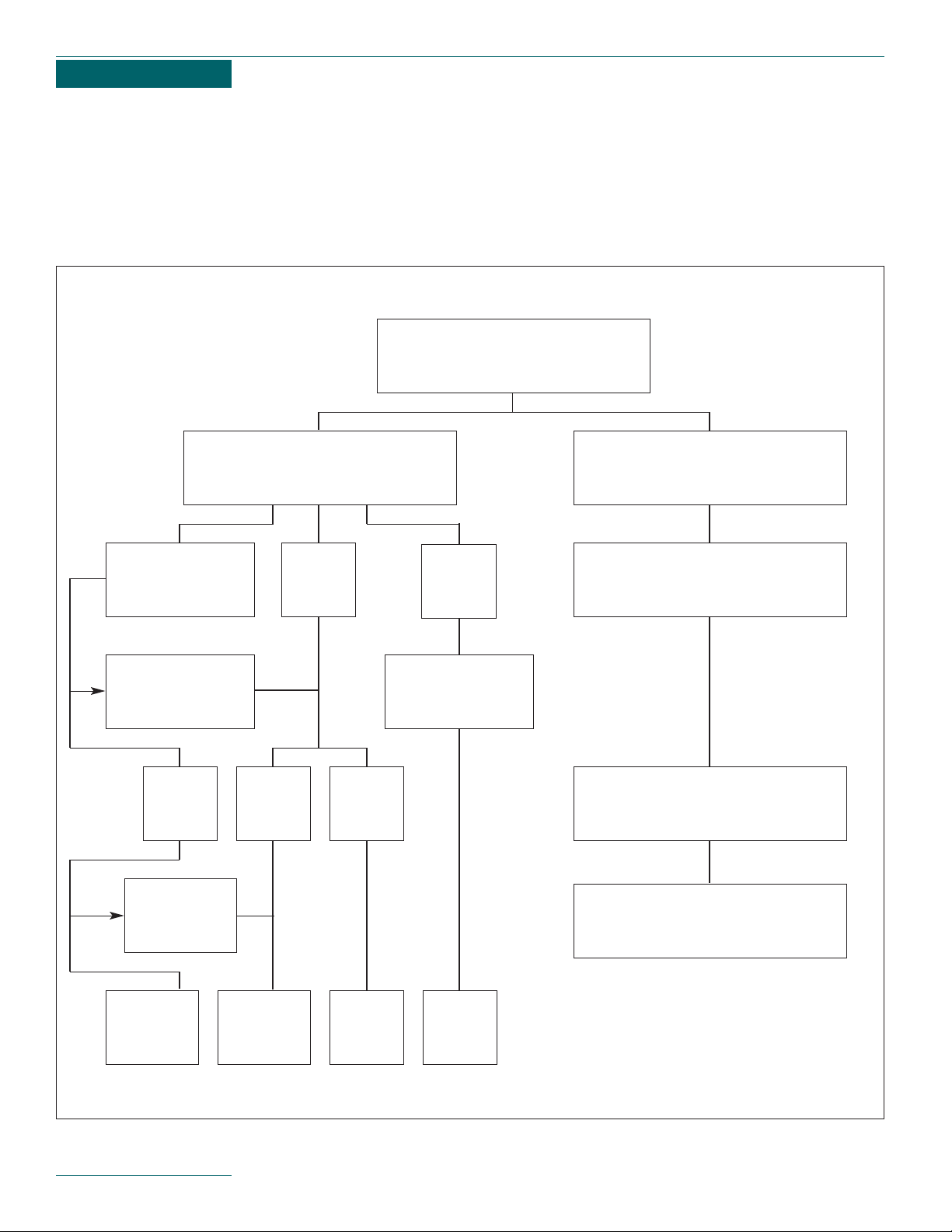
Steam Trap
Functional
Requirements
Selecting the
proper type of
steam trap is an
important element
in steam systems.
There are many types of steam traps each
having its unique characteristics and system
benefits. Hoffman Specialty offers thermostat-
ic, thermodisc, float and thermostatic, and
bucket traps which are the most commonly
used types. Deciding which type of trap to use
is sometimes confusing and, in many cases,
more than one type can be used. The follow-
ing is intended to point out system conditions
that may be encountered and the characteris-
tics of each type of trap.
Within steam systems, important considera-
tions must be taken into account. These con-
siderations include venting of air during
start-up; variations of system pressures and
condensing loads; operating pressure and
system load; continuous or intermittent opera-
tion of system; usage of dry or wet return
lines; and overall probability of water hammer.
Air Venting
At start-up all steam piping, coils, drums, tracer
lines, or steam spaces contain air. This air
must be vented before steam can enter.
Usually the steam trap must be capable of
venting the air during this start-up period. A
steam heating system will cycle many times
during a day. Fast venting of air is necessary
to obtain fast distribution of steam for good
heat balance. A steam line used in process
may only be shut down once a year for repair
and venting of air may not be a major con-
cern.
Modulating Loads
When a modulating steam regulator is used,
such as on a heat exchanger, to maintain a
constant temperature over a wide range of
flow rates and varying inlet temperatures, the
condensate load and differential pressure
across the trap will change. When the conden-
sate load varies, the steam trap must be
capable of handling a wide range of condi-
tions at constantly changing differential pres-
sures across the trap.
Differential Pressure Across Trap
When a trap drains into a dry gravity return
line, the pressure at the trap discharge is nor-
mally at O psig. When a trap drains into a wet
return line or if the trap must lift condensate
to an overhead return line, there will normally
be a positive pressure at the trap discharge.
To assure condensate drainage, there must
be a positive differential pressure across the
trap under all load conditions.
Water Hammer
When a trap drains high temperature conden-
sate into a wet return, flashing may occur.
When the high temperature condensate at
saturation temperature discharges into a
lower pressure area, this flashing causes
steam pockets to occur in the piping, and
when the latent heat in the steam pocket is
released, the pocket implodes causing water
hammer. Floats and bellows can be damaged
by water hammer conditions.
When traps drain into wet return lines, a
check valve should be installed after the trap
to prevent backflow. The check valve also
reduces shock forces transmitted to the trap
due to water hammer. Where possible, wet
returns should be avoided.
Application
The design of the equipment being drained is
an important element in the selection of the
trap. Some equipment will permit the conden-
sate to back up. When this occurs the steam
and condensate will mix and create water
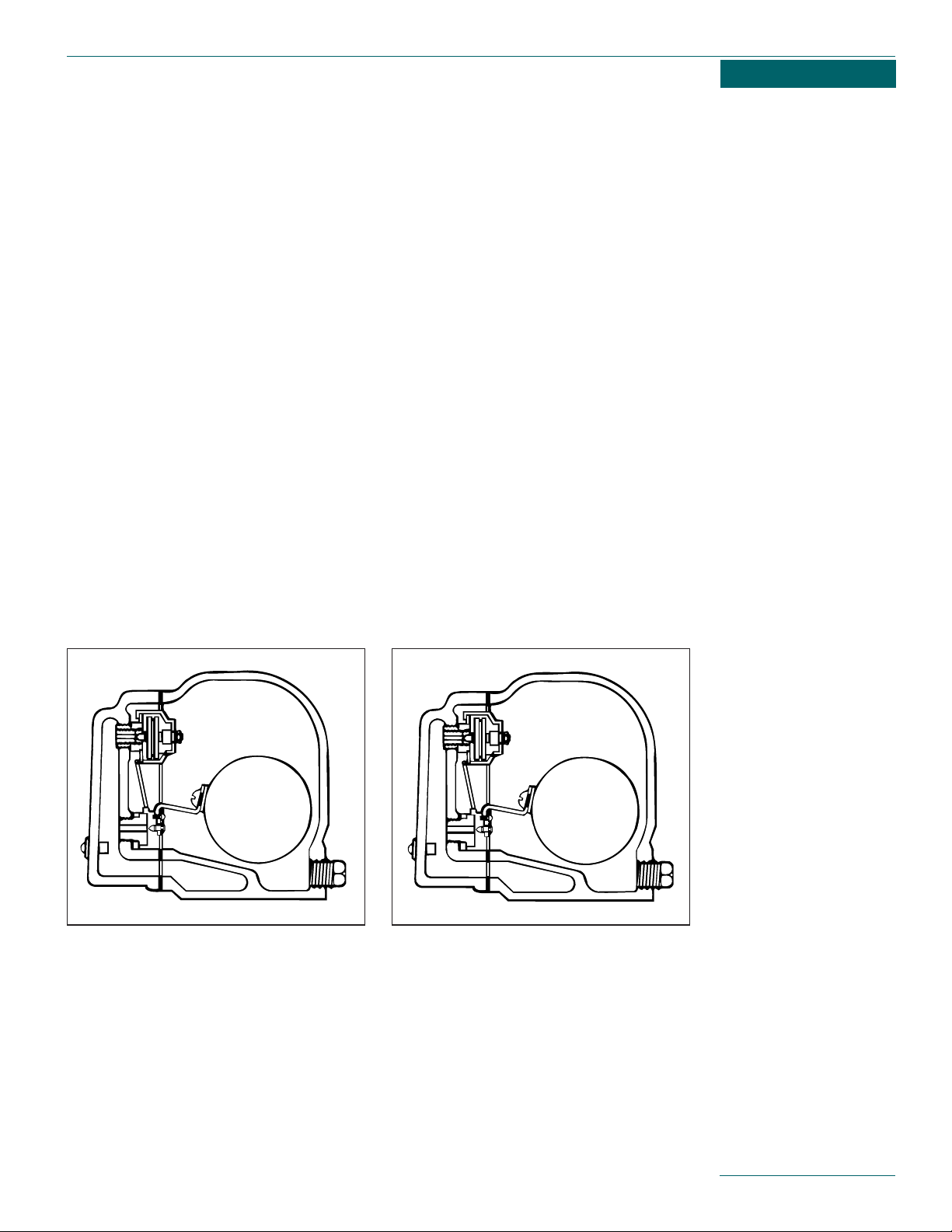
hammer ahead of the trap. A shell and tube
heat exchanger has tube supports in the
shell. If condensate backs up in the heat
exchanger shell, steam flowing around the
tube supports mixes into the condensate and
causes steam pockets to occur in the conden-
sate. When these steam pockets give up their
latent heat, they implode and water hammer
occurs, the water hammer often damages the
heat exchanger tube bundle. The trap selec-
tion for these types of conditions must com-
pletely drain condensate at saturation
temperature under all load conditions.
Steam mains should be trapped to remove all
condensate at saturation temperature. When
condensate backs up in a steam main, steam
flow through the condensate can cause water
hammer. This is most likely to occur at expan-
sion loops and near elbows in the steam
main.
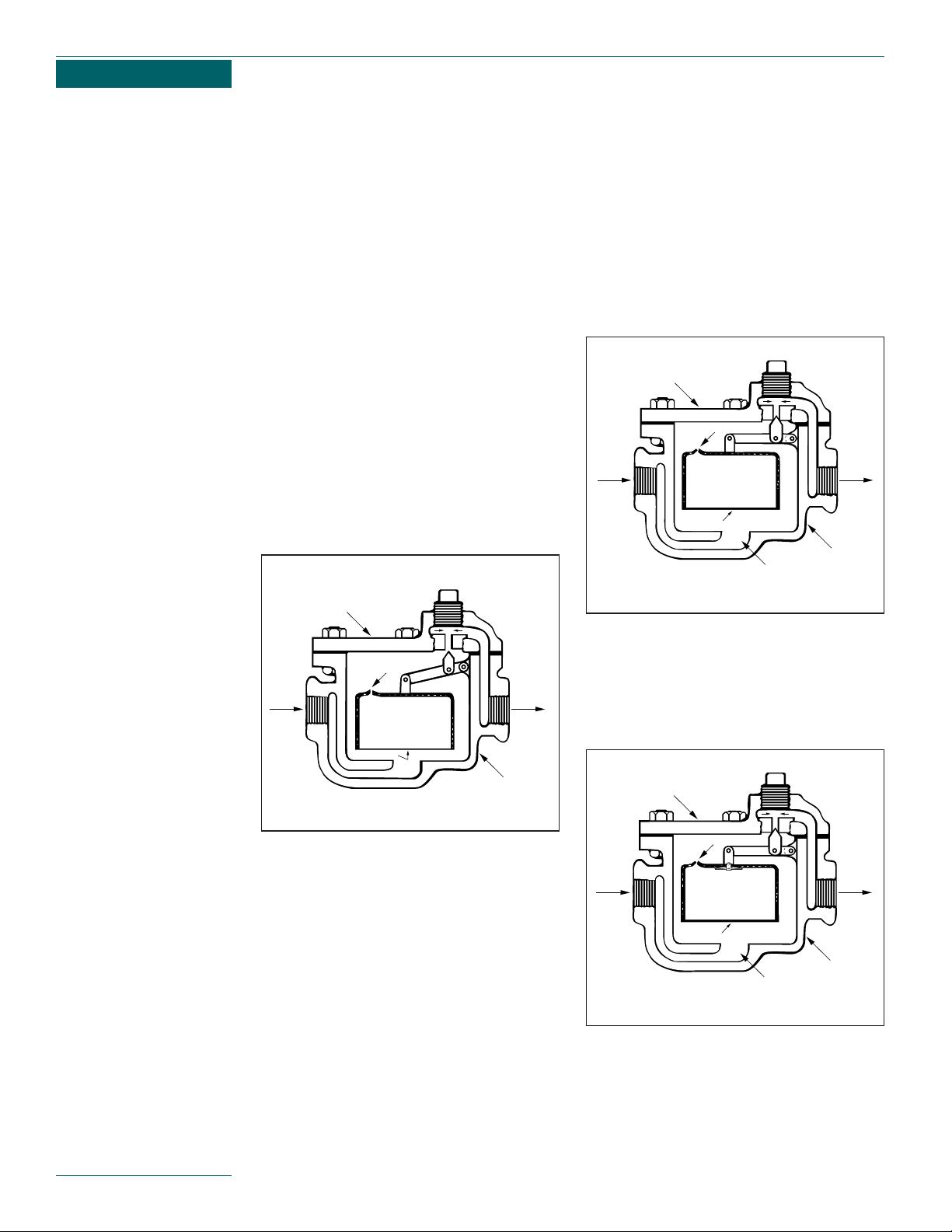
Applications such as tracer lines or vertical
unit heaters do not mix steam and conden-
sate. In a tracer line, as the steam condens-
es, it flows to the end of the tracer line. Back
up of condensate ahead of the trap does not
cause water hammer. Steam does not pass
through condensate.
Vertical unit heaters normally have a steam
manifold across the top. As the steam con-
denses in the vertical tubes, it drains into a
bottom condensate manifold. Because steam
does not pass through the condensate, water
hammer should not occur.
4
Introduction